碳纤维支臂工装组件的制作方法
1.本实用新型属于碳纤维支臂工装技术领域,具体涉及碳纤维支臂工装组件。
背景技术:
2.无人驾驶飞机简称“无人机”,是利用无线电遥控设备和自备的程序控制装置操纵的不载人飞机。无人机实际上是无人驾驶飞行器的统称,从技术角度定义可以分为:无人直升机、无人固定翼机、无人多旋翼飞行器、无人飞艇、无人伞翼机这几大类。
3.现有的支臂通常采用拼接的方式,即需要将支杆、连接部位等部件通过固接的方式连接起来,组成支臂,用于在无人机的装配过程中安装部分配件,例如无人机电机等。
4.但是,为了实现轻量化,需要对支臂的材质进行改进,例如,可以采用碳纤维材料来制作支臂,然而,采用碳纤维材质制作的支杆或者连接部位便无法采用现有的方式固接,通常来讲,碳纤维材质需要一体成型,采用碳纤维逐层包裹模具,来得到碳纤维支臂,因此,需要为采用碳纤维材质制备的支臂设计对应的模具,目前并未发现该产品。
技术实现要素:
5.本实用新型提供了碳纤维支臂工装组件,用以为采用碳纤维材质制备的支臂设计对应的模具。
6.为解决上述技术问题,本实用新型实施例所公开的碳纤维支臂工装组件,用于制作碳纤维支臂,包括:
7.连杆工装块;
8.承接柱工装块,与所述连杆工装块拆卸连接;
9.承接柱端部工装块,与所述承接柱工装块的端部拆卸连接,通过组合所述连杆工装块、所述承接柱工装块、所述承接柱端部工装块用以制备碳纤维支臂。
10.进一步的,在所述承接柱工装块的端面上开设有螺纹孔,所述承接柱端部工装块通过第一螺栓与所述承接柱工装块拆卸连接。
11.进一步的,所述承接柱端部工装块包括:
12.第一工装盘,与所述承接柱工装块贴合,其中部开设有第一螺纹孔;
13.第二工装盘,其中部开设有第二螺纹孔,所述第二螺纹孔的孔径小于所述第一螺纹孔的孔径,所述第二螺纹孔的孔径与所述螺纹孔的孔径适配,所述第一螺栓依次贯穿所述第二螺纹孔、所述第一螺纹孔、并与所述螺纹孔螺纹连接,所述第一工装盘夹持安装在所述承接柱工装块与所述第二工装盘之间。
14.进一步的,还包括:
15.第二螺栓,其外径与所述第一螺纹孔适配,可通过所述第一螺纹孔与所述第一工装盘螺纹连接,其端部抵接所述承接柱工装块;用于将第一工装盘从碳纤维支臂中顶出,以用于脱模。
16.进一步的,在所述螺纹孔中设置有钢丝螺套,所述第一螺栓与所述钢丝螺套螺纹
连接。
17.进一步的,所述第一工装盘卡扣在所述承接柱工装块的端部。
18.进一步的,所述第一工装盘的形状与所述第二工装盘的形状相同。
19.进一步的,所述连杆工装块的材质、所述承接柱工装块的材质、所述承接柱端部工装块的材质均为金属材质。
20.进一步的,所述第一工装盘的形状与所述第二工装盘的形状均为圆柱体。
21.进一步的,所述连杆工装块穿插在所述承接柱工装块的侧壁处,且所述连杆工装块的一个端部位于所述承接柱工装块的内部。
22.本实用新型实施例所公开的碳纤维支臂工装组件,用于制作碳纤维支臂,包括:连杆工装块;承接柱工装块,与所述连杆工装块拆卸连接;承接柱端部工装块,与所述承接柱工装块的端部拆卸连接,通过组合所述连杆工装块、所述承接柱工装块、所述承接柱端部工装块用以制备碳纤维支臂。通过将碳纤维支臂工装组件进行拆分,得到三个部件,在脱模过程中,分别将三个部件从碳纤维支臂中拆除,降低了拆除难度,提高了脱模效率,且可以顺利的采用本技术的模具制备碳纤维支臂。
附图说明
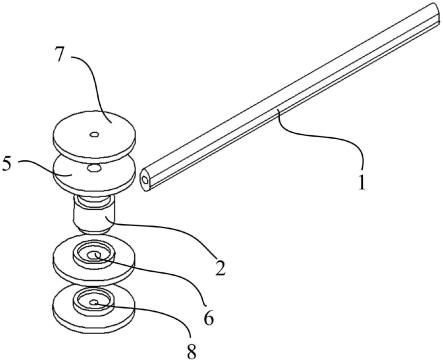
23.图1是本实施例提供的碳纤维支臂工装组件的爆炸结构示意图。
24.图2是本实施例提供的碳纤维支臂的结构示意图。
25.图3是本实施例提供的碳纤维支臂工装组件的立体结构示意图。
26.图4是本实施例提供的碳纤维支臂工装组件的正视图。
27.图5是本实施例提供的承接柱工装块的结构示意图。
28.图中,1.连杆工装块;2.承接柱工装块;3.承接柱端部工装块;4.碳纤维支臂;5.第一工装盘;6.第一螺纹孔;7.第二工装盘;8.第二螺纹孔;9.螺纹孔。
具体实施方式
29.下面将结合附图以及具体实施例对本实用新型作进一步详细的说明。
30.参照图1-图5,图1是本实施例提供的碳纤维支臂工装组件的爆炸结构示意图。图2是本实施例提供的碳纤维支臂的结构示意图。图3是本实施例提供的碳纤维支臂工装组件的立体结构示意图。图4是本实施例提供的碳纤维支臂工装组件的正视图。图5是本实施例提供的承接柱工装块的结构示意图。
31.背景介绍:
32.现有的支臂通常采用拼接的方式,即需要将支杆、连接部位等部件通过固接的方式连接起来,组成支臂,用于在无人机的装配过程中安装部分配件,例如无人机电机等。
33.但是,为了实现轻量化,需要对支臂的材质进行改进,例如,可以采用碳纤维材料来制作支臂,然而,采用碳纤维材质制作的支杆或者连接部位便无法采用现有的方式固接,通常来讲,碳纤维材质需要一体成型,采用碳纤维逐层包裹模具,来得到碳纤维支臂,因此,需要为采用碳纤维材质制备的支臂设计对应的模具,目前并未发现该产品。
34.为了为碳纤维支臂配置相对应的制作工装,申请人提出了本技术的技术方案,具体如下:
35.本实用新型实施例所公开的碳纤维支臂工装组件,用于制作碳纤维支臂4,包括:连杆工装块1;承接柱工装块2,与所述连杆工装块1拆卸连接;承接柱端部工装块3,与所述承接柱工装块2的端部拆卸连接,通过组合所述连杆工装块1、所述承接柱工装块2、所述承接柱端部工装块3用以制备碳纤维支臂4。
36.本示例实施方式中,为了便于承接柱端部工装块3与承接柱工装块2的拆卸,可以在所述承接柱工装块2的端面上开设有螺纹孔9,所述承接柱端部工装块3通过第一螺栓与所述承接柱工装块2拆卸连接。
37.本示例实施方式中,所述承接柱端部工装块3包括:第一工装盘5,与所述承接柱工装块2贴合,其中部开设有第一螺纹孔6;第二工装盘7,其中部开设有第二螺纹孔8,所述第二螺纹孔8的孔径小于所述第一螺纹孔6的孔径,所述第二螺纹孔8的孔径与所述螺纹孔9的孔径适配,所述第一螺栓依次贯穿所述第二螺纹孔8、所述第一螺纹孔6,并与所述螺纹孔9螺纹连接,所述第一工装盘5夹持安装在所述承接柱工装块2与所述第二工装盘7之间。
38.进一步的,还包括:第二螺栓,其外径与所述第一螺纹孔6适配,可通过所述第一螺纹孔6与所述第一工装盘5螺纹连接,其端部抵接所述承接柱工装块2;用于将第一工装盘5从碳纤维支臂4中顶出,以用于脱模。
39.具体的,装配过程中,将第一工装盘5卡接在承接柱工装块2的端部,之后,将第二工装盘7安装在第一工装盘5的外侧,此时,通过将第一螺栓螺纹连接在第二螺纹孔8中,并且第一螺栓的端部穿过第二工装盘7,由于第一螺栓的外径小于开设在第一工装盘5上的第一螺纹孔6的内径,所以,第一螺栓可以直接穿过第一工装盘5,并且第一螺栓螺纹连接在螺纹孔9的内部,该螺纹孔9开设在上述承接柱工装块2上,上述装配,可以通过第一螺栓、第二工装盘7,将第一工装盘5卡接在承接柱工装块2上;在实际的碳纤维配件制备过程中,第二工装盘7不作为制备工装,其作用仅为固定第一工装盘5,第一工装盘5作为制备碳纤维配件的工装。
40.拆除过程中,先将第一螺栓从第二工装盘7上取下,此时,第二工装盘7可以从第一工装盘5上脱落下来,接着,使用第二螺栓螺纹连接在第一螺纹孔6中,第一螺纹孔6的孔径大于螺纹孔9的孔径,第二螺栓的外径大于螺纹孔9的外径,因此,第二螺栓的端部会抵持在螺纹孔9的外侧,持续转动第二螺栓,第二螺栓端部距离第一工装盘5的距离越来越大,此时,第一工装盘5与承接柱工装块2之间的距离越来越大,直至第一工装盘5从承接柱工装块2上分离。即完成了承接柱端部工装块3的脱模过程。
41.本示例实施方式中,在所述螺纹孔9中设置有钢丝螺套,所述第一螺栓与所述钢丝螺套螺纹连接。设置钢丝螺套的目的在于延长螺纹孔9的使用寿命,即在脱模过程中,第二螺栓抵持在钢丝螺套的外侧端部,并且不断转动,设置钢丝螺套,第二螺栓的端部便不会直接与承接柱工装块2的端部转动摩擦,可以有效的延长承接柱工装块2的使用寿命。
42.本示例实施方式中,所述第一工装盘5卡扣在所述承接柱工装块2的端部。所述第一工装盘5的形状与所述第二工装盘7的形状相同。所述连杆工装块1的材质、所述承接柱工装块2的材质、所述承接柱端部工装块3的材质均为金属材质。所述第一工装盘5的形状与所述第二工装盘7的形状均为圆柱体。所述连杆工装块1穿插在所述承接柱工装块2的侧壁处,且所述连杆工装块1的一个端部位于所述承接柱工装块2的内部。
43.本示例实施方式中,本实用新型实施例所公开的碳纤维支臂工装组件,用于制作
碳纤维支臂4,包括:连杆工装块1;承接柱工装块2,与所述连杆工装块1拆卸连接;承接柱端部工装块3,与所述承接柱工装块2的端部拆卸连接,通过组合所述连杆工装块1、所述承接柱工装块2、所述承接柱端部工装块3用以制备碳纤维支臂4。通过将碳纤维支臂工装组件进行拆分,得到三个部件,在脱模过程中,分别将三个部件从碳纤维支臂4中拆除,降低了拆除难度,提高了脱模效率,且可以顺利的采用本技术的模具制备碳纤维支臂4。
44.需要说明的是,上述所描述的实施例是申请一部分实施例,而不是全部的实施例。基于申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于申请保护的范围。本说明书中每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1