无人机机翼优化工装的制作方法
1.本实用新型属于无人机机翼工装技术领域,具体涉及无人机机翼优化工装。
背景技术:
2.无人驾驶飞机简称“无人机”,是利用无线电遥控设备和自备的程序控制装置操纵的不载人飞机。无人机实际上是无人驾驶飞行器的统称,从技术角度定义可以分为:无人直升机、无人固定翼机、无人多旋翼飞行器、无人飞艇、无人伞翼机这几大类。
3.目前,制备无人机机翼通常采用模具一体成型,在制备过程中,需要先制作无人机机翼的机芯,之后,再将无人机机翼放置在模具中,并加压模具,直至模具固化。
4.现有的模具在加压过程中,会将机芯中包含的多余的材料压在上模与下模之间,当二者之间的材料较多时,模具无法合模,进而导致机翼的尺寸出差错,另外,存在于二者之间的多余材料可能会成型在无人机机翼的侧边,需要对无人机机翼进行二次加工才能符合产品标准,可见,采用现有的方式制作无人机机翼,机翼的质量无法得到保证,即质量较差。
技术实现要素:
5.本实用新型提供了无人机机翼优化工装,用以解决现有技术中采用现有的方式制作无人机机翼,机翼的质量较差的技术问题。
6.为解决上述技术问题,本实用新型实施例所公开的无人机机翼优化工装,包括:
7.第一分模;
8.第二分模,与所述第一分模的形状适配,通过将所述第一分模与所述第二分模合模,以用于制作无人机机翼;
9.沿所述无人机机翼的外圈方向,分别在所述第一分模与所述第二分模上开设凹槽,用以承装所述合模的过程中外溢的材料。
10.进一步的,所述凹槽的宽度为0.5-5cm;所述凹槽的深度为0.5-2mm。
11.进一步的,所述凹槽的宽度为1cm;所述凹槽的深度为1mm。
12.进一步的,在合模状态时,所述凹槽与所述无人机机翼之间的距离为1-5cm。
13.进一步的,在所述第一分模上开设有第一导通槽,所述第一导通槽的一端与所述凹槽连通,另一端与所述第一分模的外侧连通。
14.进一步的,在所述第二分模上开设有第二导通槽,所述第二导通槽的一端与所述凹槽连通,另一端与所述第二分模的外侧连通。
15.进一步的,在所述第一分模上开设有多个定位孔,在所述第二分模上设置有定位销,所述定位销的尺寸与所述定位孔的尺寸适配。
16.进一步的,所述第一分模的材质与所述第二分模的材质为金属材质。
17.本实用新型实施例所公开的无人机机翼优化工装,包括:第一分模;第二分模,与所述第一分模的形状适配,通过将所述第一分模与所述第二分模合模,以用于制作无人机
机翼;沿所述无人机机翼的外圈方向,分别在所述第一分模与所述第二分模上开设凹槽,用以承装所述合模过程中外溢的材料。本技术通过在第一分模、第二分模上分别开设凹槽,在合模过程中,多余的材料可以进入到凹槽内,减小外溢材料对无人机机翼质量的影响,进而提高无人机机翼的质量。
附图说明
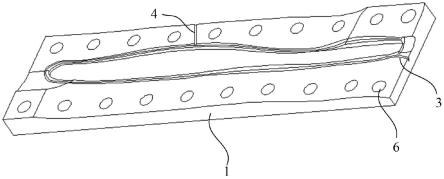
18.图1是本实施例提供的第一分模的结构示意图。
19.图2是本实施例提供的第二分模的结构示意图。
20.图中,1.第一分模;2.第二分模;3.凹槽;4.第一导通槽;5.第二导通槽;6.定位孔;7.定位销。
具体实施方式
21.下面将结合附图以及具体实施例对本实用新型作进一步详细的说明。
22.参照图1-图2,图1是本实施例提供的第一分模的结构示意图。图2是本实施例提供的第二分模的结构示意图。
23.目前,制备无人机机翼通常采用模具一体成型,在制备过程中,需要先制作无人机机翼的机芯,之后,再将无人机机翼放置在模具中,并加压模具,直至模具固化。
24.现有的模具在加压过程中,会将机芯中包含的多余的材料压在上模与下模之间,当二者之间的材料较多时,模具无法合模,进而导致机翼的尺寸出差错,另外,存在于二者之间的多余材料可能会成型在无人机机翼的侧边,需要对无人机机翼进行二次加工才能符合产品标准,可见,采用现有的方式制作无人机机翼,机翼的质量无法得到保证,即质量较差。
25.基于上述问题,申请人进行以下构思,能否在模具上沿着成型区域的边缘开设凹槽3,再将凹槽3与模具的外侧导通,此时,在成型过程中,位于模具内的多余材料可以被凹槽3收集,并且通过凹槽3排出至模具的外部。
26.基于上述构思,申请人提出了本技术的技术方案,具体方案如下:
27.本实用新型实施例所公开的无人机机翼优化工装,包括:第一分模1;第二分模2,与所述第一分模1的形状适配,通过将所述第一分模1与所述第二分模2合模,以用于制作无人机机翼;沿所述无人机机翼的外圈方向,分别在所述第一分模1与所述第二分模2上开设凹槽3,用以承装所述合模过程中外溢的材料。
28.本示例实施方式中,上述第一分模1的材质可以是金属材质,例如铸铁等,也可以是其他材质,本技术不对上述第一分模1的材质做限定。
29.本示例实施方式中,上述第二分模2的材质可以是金属材质,例如铸铁等,也可以是其他材质,本技术不对上述第二分模2的材质做限定。可以理解的是,上述第一分模1的材质需要与上述第二分模2的材质相同,例如上述第一分模1的材质为铸铁,则上述第二分模2的材质也可以是铸铁。
30.本示例实施方式中,上述第一分模1与上述第二分模2合模后,可以用来制作无人机机翼的机芯,上述无人机机翼机芯可以是螺旋机翼,也可以是平直机翼。
31.本示例实施方式中,在无人机机翼的制作过程中,制作一个尺寸略大于成品尺寸
的无人机机翼机芯,将该机芯放置在第一分模1与第二分模2之间合模,此时,向第一分模1或第二分模2进行加压,使位于模具内的无人机机翼机芯在第一分模1与第二分模2的压力作用下成型固定。在上述过程中,在第一分模1与第二分模2之间会存在多余材料,为了避免上述多余材料对成品尺寸或者成品质量造成影响,本技术中在模具上开设有凹槽3,用于承装多余材料。上述对成品尺寸造成影响的原因是如果多余材料夹在第一分模1与第二分模2之间,第一分模1与第二分模2无法紧密合模,进而使得位于第一分模1与第二分模2之间的机芯无法按照成品的尺寸进行成型,而造成成品尺寸与实际加工出来的机芯尺寸不匹配。上述对成品质量产生影响的原因是,在加压模具的同时,会对模具(第一分模1、第二分模2)进行加热,机芯在加热的状态下在模具中逐步成型,如果多余的材料没有从第一分模1与第二分模2中排出,则成型后的机芯边缘可能会残留多余的材料,需要后期进行二次加工,因此,如果未设置凹槽3,则机芯的成品质量可能受到影响。
32.本示例实施方式中,所述凹槽3的宽度为0.5-5cm;所述凹槽3的深度为0.5-2mm。所述凹槽3的宽度为1cm;所述凹槽3的深度为1mm。在合模状态时,所述凹槽3与所述无人机机翼之间的距离为1-5cm。在所述第一分模1上开设有第一导通槽4,所述第一导通槽4的一端与所述凹槽3连通,另一端与所述第一分模1的外侧连通。在所述第二分模2上开设有第二导通槽5,所述第二导通槽5的一端与所述凹槽3连通,另一端与所述第二分模2的外侧连通。在所述第一分模1上开设有多个定位孔6,在所述第二分模2上设置有定位销7,所述定位销7的尺寸与所述定位孔6的尺寸适配。所述第一分模1的材质与所述第二分模2的材质为金属材质。
33.本示例实施方式中,本实用新型实施例所公开的无人机机翼优化工装,包括:第一分模1;第二分模2,与所述第一分模1的形状适配,通过将所述第一分模1与所述第二分模2合模,以用于制作无人机机翼;沿所述无人机机翼的外圈方向,分别在所述第一分模1与所述第二分模2上开设凹槽3,用以承装所述合模的过程中外溢的材料。本技术通过在第一分模1、第二分模2上分别开设凹槽3,在合模过程中,多余的材料可以进入到凹槽3内,减小外溢材料对无人机机翼质量的影响,进而提高无人机机翼的质量。
34.需要说明的是,上述所描述的实施例是申请一部分实施例,而不是全部的实施例。基于申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于申请保护的范围。本说明书中每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1