大型水上浮筒中空吹塑挤出机模头的制作方法
1.本实用新型属于吹塑模具技术领域,涉及一种大型水上浮筒中空吹塑挤出机模头。
背景技术:
2.中空吹塑机的结构主要由挤出机、机头、液压系统、合模系统、电气控制系统、充气系统、自动夹取等部分组成,基本构架主要是由动力部分和加热部分两大结构组成。动力部分主要是由变频器和动力输出电机组成,是进行能源传递和风力输出的主要工作部件。而加热部分则是由电磁加热器和支架部分构成,能够用来对需要被风力吹成型的塑料进行温度加热,以次来保持其长期软化的特点中空吹塑机的杂七杂八。其中模头是主要部件之一,现有的大型水上浮筒中空吹塑挤出机模头在使用过程中,需要成型水上浮筒顶部圆形结构或几何结构时需要整体对模具进行替换,生产成本较高,实用性较为一般。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种挤出吹塑机用模头[申请号:202020504714.7],包括三模头机体。该挤出吹塑机用模头,通过三模头机体的使用,利用三模头机体对塑形管进行安装,通过在塑料挤出机出口处安装三模头机体,利用三模头机体上四个中心距对塑料件挤出。但是该方案在使用过程中,需要成型水上浮筒顶部圆形结构或几何结构时仍然需要整体对模具进行替换,存在生产成本较高和实用性较为一般的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种大型水上浮筒中空吹塑挤出机模头。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种大型水上浮筒中空吹塑挤出机模头,包括挤出机连接座主体,所述的挤出机连接座主体内设有物料输送筒,所述的物料输送筒与挤出机连接座主体相卡接配合,所述的物料输送筒底部设有对位连接部,所述的挤出机连接座主体底部设有可拆式替换多模头组件,所述的可拆式替换多模头组件与挤出机连接座主体相紧贴配合。
[0007]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的可拆式替换多模头组件包括设置于挤出机连接座主体底部的圆形模头成型件和几何形模头成型件,所述的圆形模头成型件和几何形模头成型件分别与挤出机连接座主体相紧贴配合。
[0008]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的圆形模头成型件包括设置于挤出机连接座主体底部的第一固定套座,所述的第一固定套座内设有圆形挤出件,所述的圆形挤出件与对位连接部的位置相对应。
[0009]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的圆形挤出件包括设置于第一固定套座内的第一对位轴,所述的第一对位轴底部设有圆形挤出头,所述的圆形挤出头呈倒圆台状。
[0010]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的圆形挤出头与第一固定套座之间设有第一吹塑连接腔室,所述的挤出机连接座主体内设有辅助腔室,所述的第一吹塑连接腔室与辅助腔室相连通设置。
[0011]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的对位连接部包括设置于物料输送筒内的连料通道,所述的第一对位轴延伸通入至连料通道内。
[0012]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的几何形模头成型件包括设置于挤出机连接座主体底部的第二固定套座,所述的第二固定套座内设有几何形挤出件,所述的几何形挤出件与连料通道的位置相对应。
[0013]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的几何形挤出件包括设置于第二固定套座内的第二对位轴,所述的第二对位轴底部设有异型挤出头,所述的异型挤出头底部呈类状葫芦形。
[0014]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的异型挤出头与第二固定套座之间设有第二吹塑连接腔室。
[0015]
在上述的大型水上浮筒中空吹塑挤出机模头中,所述的第二对位轴延伸通入至连料通道内。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型在吹塑过程中,将挤出机连接座主体与挤出机机头相连,使得物料输送筒与机头输料通道连通,对位连接部将物料输送筒与可拆式替换多模头组件进行对位连接,精度较高,物料通过可拆式替换多模头组件进行挤出,挤出完成再进行吹塑,可拆式替换多模头组件采用多模头结构,可成型所需不同形状的水上浮筒顶部结构,便于工作人员进行拆装替换,操作简单方便,无需更换整套模具,降低了生产成本,实用性较强。
[0018]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0019]
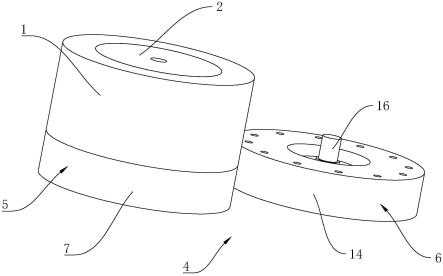
图1是本实用新型的结构示意图。
[0020]
图2是本实用新型的截面示意图。
[0021]
图3是本实用新型的局部结构示意图。
[0022]
图4是几何形挤出件的结构示意图。
[0023]
图中:挤出机连接座主体1、物料输送筒2、对位连接部3、可拆式替换多模头组件4、圆形模头成型件5、几何形模头成型件6、第一固定套座7、圆形挤出件8、第一对位轴9、圆形挤出头10、第一吹塑连接腔室11、辅助腔室12、连料通道13、第二固定套座14、几何形挤出件15、第二对位轴16、异型挤出头17、第二吹塑连接腔室18。
具体实施方式
[0024]
下面结合附图对本实用新型进行进一步说明。
[0025]
如图1-4所示,一种大型水上浮筒中空吹塑挤出机模头,包括挤出机连接座主体1,所述的挤出机连接座主体1内设有物料输送筒2,所述的物料输送筒2与挤出机连接座主体1相卡接配合,所述的物料输送筒2底部设有对位连接部3,所述的挤出机连接座主体1底部设
有可拆式替换多模头组件4,所述的可拆式替换多模头组件4与挤出机连接座主体1相紧贴配合。
[0026]
在本实施例中,在吹塑过程中,将挤出机连接座主体1与挤出机机头相连,使得物料输送筒2与机头输料通道连通,对位连接部3将物料输送筒2与可拆式替换多模头组件4进行对位连接,精度较高,物料通过可拆式替换多模头组件4进行挤出,挤出完成再进行吹塑,可拆式替换多模头组件4采用多模头结构,可成型所需不同形状的水上浮筒顶部结构,便于工作人员进行拆装替换,操作简单方便,无需更换整套模具,降低了生产成本,实用性较强。
[0027]
结合图1-4所示,所述的可拆式替换多模头组件4包括设置于挤出机连接座主体1底部的圆形模头成型件5和几何形模头成型件6,所述的圆形模头成型件5和几何形模头成型件6分别与挤出机连接座主体1相紧贴配合。
[0028]
具体地说,当需要成型水上浮筒顶部圆形结构时,将圆形模头成型件5安装至挤出机连接座主体1底部,当需要成型水上浮筒顶部几何形结构时,将几何形模头成型件6安装至挤出机连接座主体1底部,采用多模头结构,可成型所需不同形状的水上浮筒顶部结构,便于工作人员进行拆装替换,操作简单方便,无需更换整套模具,降低了生产成本,实用性较强。
[0029]
结合图2、图3所示,所述的圆形模头成型件5包括设置于挤出机连接座主体1底部的第一固定套座7,所述的第一固定套座7内设有圆形挤出件8,所述的圆形挤出件8与对位连接部3的位置相对应。
[0030]
本实施例中,当需要成型水上浮筒顶部圆形结构时,将第一固定套座7安装至挤出机连接座主体1底部,通过圆形挤出件8配合吹塑模具成型水上浮筒顶部圆形结构。
[0031]
所述的圆形挤出件8包括设置于第一固定套座7内的第一对位轴9,所述的第一对位轴9底部设有圆形挤出头10,所述的圆形挤出头10呈倒圆台状。
[0032]
本实施例中,在生产时,第一对位轴9起到对位注塑的作用,圆形挤出头10用以成型水上浮筒顶部圆形结构。
[0033]
结合图2所示,所述的圆形挤出头10与第一固定套座7之间设有第一吹塑连接腔室11,所述的挤出机连接座主体1内设有辅助腔室12,所述的第一吹塑连接腔室11与辅助腔室12相连通设置。
[0034]
本实施例中,第一吹塑连接腔室11和辅助腔室12用以辅助连接气道,进行吹塑。
[0035]
所述的对位连接部3包括设置于物料输送筒2内的连料通道13,所述的第一对位轴9延伸通入至连料通道13内。
[0036]
本实施例中,连料通道13起到连接物料的作用。
[0037]
所述的几何形模头成型件6包括设置于挤出机连接座主体1底部的第二固定套座14,所述的第二固定套座14内设有几何形挤出件15,所述的几何形挤出件15与连料通道13的位置相对应。
[0038]
本实施例中,当需要成型水上浮筒几何圆形结构时,将第二固定套座14安装至挤出机连接座主体1底部,通过几何形挤出件15配合吹塑模具成型水上浮筒几何形结构。
[0039]
结合图2、图4所示,所述的几何形挤出件15包括设置于第二固定套座14内的第二对位轴16,所述的第二对位轴16底部设有异型挤出头17,所述的异型挤出头17底部呈类状葫芦形。
[0040]
本实施例中,第二对位轴16起到对位注塑的作用,异型挤出头17用以成型水上浮筒顶部几何形结构。
[0041]
结合图1、图2所示,所述的异型挤出头17与第二固定套座14之间设有第二吹塑连接腔室18。
[0042]
本实施例中,第二吹塑连接腔室18和辅助腔室12用以辅助连接气道,进行吹塑。
[0043]
结合图2所示,所述的第二对位轴16延伸通入至连料通道13内。
[0044]
本实用新型的工作原理是:
[0045]
在吹塑过程中,将挤出机连接座主体1与挤出机机头相连,使得物料输送筒2与机头输料通道连通,连料通道13将物料输送筒2与第一固定套座7或第二固定套座14进行对位连接,精度较高,当需要成型水上浮筒顶部圆形结构时,将第一固定套座7安装至挤出机连接座主体1底部,当需要成型水上浮筒顶部几何形结构时,将第二固定套座14安装至挤出机连接座主体1底部,采用多模头结构,可成型所需不同形状的水上浮筒顶部结构,便于工作人员进行拆装替换,操作简单方便,无需更换整套模具,降低了生产成本,实用性较强,
[0046]
当需要成型水上浮筒顶部圆形结构时,将第一固定套座7安装至挤出机连接座主体1底部,在生产时,第一对位轴9起到对位注塑的作用,圆形挤出头10用以成型水上浮筒顶部圆形结构,第一吹塑连接腔室11和辅助腔室12用以辅助连接气道,进行吹塑,
[0047]
当需要成型水上浮筒几何圆形结构时,将第二固定套座14安装至挤出机连接座主体1底部,第二对位轴16起到对位注塑的作用,异型挤出头17用以成型水上浮筒顶部几何形结构,第二吹塑连接腔室18和辅助腔室12用以辅助连接气道,进行吹塑。
[0048]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0049]
尽管本文较多地使用挤出机连接座主体1、物料输送筒2、对位连接部3、可拆式替换多模头组件4、圆形模头成型件5、几何形模头成型件6、第一固定套座7、圆形挤出件8、第一对位轴9、圆形挤出头10、第一吹塑连接腔室11、辅助腔室12、连料通道13、第二固定套座14、几何形挤出件15、第二对位轴16、异型挤出头17、第二吹塑连接腔室18等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1