一种新型的外挂汽室的两半模结构的制作方法
1.本实用新型涉及轮胎成型的技术领域,具体涉及一种新型的外挂式汽室的两半模结构。
背景技术:
2.轮胎模具是用于硫化成型各类轮胎的模具。轮胎模具从结构上可分成两半模具和活络模具。现有的轮胎两半模具,包括上半模和下半模,合模时,形成轮胎空腔;开模时,可将成型的轮胎取出。
3.之前,我公司设计了一种无汽室的两半模具用于热板式硫化机生产,由于热板式硫化机根据热传递原理,硫化机上盖板热量传递给上模,下底板热量传递给下模,在使用中,轮胎产生欠硫;为解决此问题,需增加汽室,确保产品质量。
技术实现要素:
4.本实用新型要解决的技术问题是汽室与模具的连接螺栓损坏问题,经过对螺栓经常损坏的原因进行长时间的分析,发现螺栓的作用是将汽室与模具连接,但是汽室与模具是套装结构,也就是汽室套装在模具外侧,等于汽室通过连接螺栓吊挂在模具上,这样连接螺栓始终承受汽室向下的吊挂力,这个吊挂力导致连接螺栓损坏,尤其是连接螺栓的螺纹非常容易损坏。为解决上述技术问题,提供一种新型的外挂式汽室的两半模结构。
5.本实用新型的目的是以下述方式实现的:
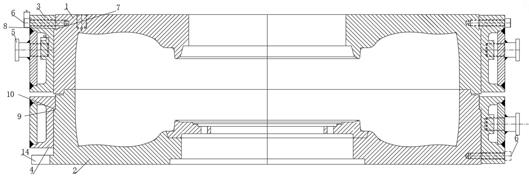
6.一种新型外挂汽室的两半模结构,包括上模1、下模2、上汽室3、下汽室4;上汽室3外挂于上模1外构成上半模,下汽室4外挂于下模2外构成下半模,上半模位于下半模上方;所述上模1外侧壁设置第一托挂台阶7,上汽室3内侧壁配合设置第一吊挂台阶8,第一吊挂台阶8与第一托挂台阶7配合,将上汽室3吊挂在上模1上,并通过螺栓6将上模1和上汽室3连接固定;下模2外侧壁设置第二托挂台阶9,下汽室4内侧壁配合设置第二吊挂台阶10,第二吊挂台阶10与第二托挂台阶9配合,将下汽室4挂在下模2上,并通过螺栓6将下模2和下汽室4连接固定。
7.所述螺栓6至少两个沿汽室外周向分布,每个螺栓6沿径向旋进;上汽室3对应螺栓6的部位设计凹槽11,螺栓6头部沉入凹槽11内。
8.所述上汽室3或者下汽室4设置吊耳5,吊耳5对应的汽室内环侧壁设置加强圆台12,吊耳5穿过汽室外环壁与加强圆台12螺纹连接,吊耳5与汽室外环壁之间密封焊接13。
9.所述下汽室4下部设置门型通槽15,门型通槽15内的侧壁上设置与地脚螺栓连接的地脚14。
10.相对于现有技术,本实用新型由于采取了吊挂台阶和拖挂台阶,使得上汽室与上模之间的主要的力由第一吊挂台阶和第一托挂台阶承受,下汽室与下模之间的主要的力由第二吊挂台阶和第二拖挂台阶承受,螺栓只承受上汽室与上模之间的连接的力,所以螺栓就不容易损坏了。
附图说明
11.图1是外挂式汽室两半模结构图。
12.图2是上模剖视图。
13.图3是上汽室剖视图。
14.图4是上模俯视图。
15.图5是下模剖视图。
16.图6是下汽室剖视图。
17.图7是安装螺栓凹槽剖面图。
18.图8是安装螺栓凹槽效果图。
19.图9是下模地脚的局部仰视图。
20.图10是下模地脚部位安装图。
21.其中,1是上模;2是下模;3是上汽室;4是下汽室;5是吊耳;6是连接螺栓;7是第一托挂台阶;8是第一吊挂台阶;9是第二托挂台阶;10是第二吊挂台阶;11是凹槽;12是加强圆台;13是密封焊接;14是地脚;15是门型通槽。
具体实施方式
22.下面结合具体实施方式对本实用新型的技术方案作进一步详细地说明。
23.如图1、图2、图3、图4和图5所示,一种新型外挂汽室的两半模结构,包括上模1、下模2、上汽室3和下汽室4,上模1和下模2均为圆形,上汽室3和下汽室4均为圆环,上汽室3可以套挂在上模1外侧,下汽室4可以套挂在下模2外侧;上汽室3外挂于上模1外构成上半模,即上半模包括上模1和上汽室3,下汽室4外挂于下模2外构成下半模,即下半模包括下模2和下汽室4,上半模位于下半模上方;上模1外侧壁设置第一托挂台阶7,上汽室3内侧壁配合设置第一吊挂台阶8,第一吊挂台阶8与第一托挂台阶7配合,将上汽室3吊挂在上模1上,并通过螺栓6连接固定,使上汽室3和上模1结合的更牢固,第一托挂台阶7与第一吊挂台阶8配合,第一吊挂台阶8压在第一托挂台阶7上,使得第一托挂台阶7承受了上汽室3的重量,这样就使得螺栓6不再承受吊挂力,可以延长螺栓6的使用寿命,防止螺栓6损坏;同理,下模2外侧壁设置第二托挂台阶9,下汽室4内侧壁配合设置第二吊挂台阶10,第二吊挂台阶10与第二托挂台阶9配合,将下汽室4挂在下模2上,并通过螺栓6连接固定,使下汽室4和下模2结合的更牢固,第二托挂台阶9与第二吊挂台阶10配合,第二吊挂台阶10压在第二托挂台阶9上,使得第二托挂台阶9承受了下汽室4的重量,这样就使得螺栓6不再承受吊挂力,可以延长螺栓6的使用寿命,防止螺栓6损坏。
24.如图4、图7和图8所示,螺栓6沿汽室外直径呈周向分布;上汽室3外对应螺栓6的部位设计凹槽12,螺栓6头部沉入凹槽12内。此时,当模具外径与硫化机内径间距小于螺栓6的厚度h时,模具能够进入硫化机内。
25.如图10所示,为保证下模2安装时,地脚11处的安装空间,需在下汽室4下部设置门型通槽15,门型通槽15的数量与地脚14的数量一致,其中地脚14为与地脚螺栓连接的地脚。
26.在上汽室3和下汽室4上各设置两个吊耳5,这两个吊耳5为对称设置,可以保证模具吊装方便。通过在吊耳5处对应的汽室(上汽室3或下汽室4)内侧壁设置加强圆台12,且吊耳5与上汽室3和下汽室4内侧壁的加强圆台12之间通过螺纹连接,吊耳5与对应的汽室外环
壁之间密封焊接13,吊耳5由于深入到汽室内侧壁,吊耳5的端头与汽室内侧壁的加强圆台12连接,吊耳5的中部与汽室外环壁之间密封焊接13,使得吊耳5在吊挂时,吊耳5的端部与汽室的焊接部位两点受力,这样就非常牢固,吊耳和汽室都不容易损坏;吊耳5的加工工艺如下:首先在上汽室3和下汽室4加工完成后,从凸台对应处汽室的外部a点起,从外部向内部沿径向方向加工内螺纹孔,要求加强圆台12上螺纹孔深度h2大于20mm;同时在吊耳5的插入部分加工于吊耳5相匹配的外螺纹,最后将吊耳5旋入对应的汽室中,并将吊耳5与对应的汽室外环壁之间进行密封焊接13,从而加固吊耳5。
27.安装硫化时,上模1(上汽室3)安装在硫化机的上固定板上,下模2(下汽室4)安装在硫化机的下底板上;硫化时,上模1(上汽室3)随硫化机横梁运动来进行开合模动作。
28.本实用新型的安装过程如下:
29.上半模与下半模的安装过程:在地脚14用螺栓固定下模2,下汽室4套挂在下模2上,第二拖挂台阶9与第二吊挂台阶10连接,使第二拖挂台阶9与第二吊挂台阶10支撑下汽室4,然后用螺栓6将下汽室4与下模2固定;将上模1与下模2合模,再将上汽室3套挂在上模1外,第一拖挂台阶7与第一吊挂台阶8连接,使第一拖挂台阶7与第一吊挂台阶8支撑上汽室3,然后用螺栓6将上汽室3与上模1固定。
30.吊耳5的安装过程:先在上汽室3和下汽室4的内侧壁设置加强圆台12,在加强圆台12上设置与吊耳5配合的螺纹孔,吊耳5端部设置与螺纹孔配合的螺纹,在上汽室3和下汽室4的外侧壁设置孔,使得吊耳5能穿过上汽室3和下汽室4的外侧壁的孔,然后吊耳5旋拧在加强圆台12上。然后吊耳5与上汽室3和下汽室4的外侧壁之间通过焊接,将吊耳5与上汽室3和下汽室4之间的缝隙填充形成密封。
31.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型整体构思前提下,还可以作出若干改变和改进,这些也应该视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1