一种免喷涂高光汽车的通风栅精密注塑模具的制作方法
1.本实用新型涉及注塑模具技术领域,具体为一种免喷涂高光汽车的通风栅精密注塑模具。
背景技术:
2.目前汽车已经成为常用的代步工具,人们对于汽车外观造型有了更高的美学要求,为了追求个性、时尚、科技感和高光泽度的效果,近年来高光黑漆效果的通风栅越来越受欢迎,以往的高光通风栅的制造工艺都是通过喷涂高光漆来实现的,但是喷漆操作对工艺要求高,喷漆技术的限制易产生喷漆死角,易出现橘皮、麻点等油漆外观缺陷。
3.公开号为cn215825885u的专利公开了一种高光无痕免喷涂汽车格栅注塑模具,包括注塑前模和注塑后模,所述的注塑前模与注塑后模之间设有隔热型成型镶件,所述的注塑前模上设有成型凸面,该技术方案通过设置隔热型成型镶件、高温蒸汽部和分型面排气组件,在注塑过程中隔热型成型镶件具有较好的隔热效果,注塑时通过高温蒸汽部可保证对产品进行迅速均匀的加热,使得模具表面保持一定温度,避免两股料流在相遇前产生冻结层,消除熔接线、溶接痕、波纹及银丝纹,完成注塑后通过分型面排气组件将蒸汽进行均匀快速的排出,热交换效率较高,提高塑件表面质量,无需后续进行喷涂加工,降低生产成本,缩短生产周期。
4.虽然该技术方案通过设置隔热型成型镶件、高温蒸汽部和分型面排气组件,在注塑过程中隔热型成型镶件具有较好的隔热效果,注塑时通过高温蒸汽部可保证对产品进行迅速均匀的加热,使得模具表面保持一定温度,避免两股料流在相遇前产生冻结层,消除熔接线、溶接痕、波纹及银丝纹,提高塑件表面质量,无需后续进行喷涂加工,但是该技术方案只对注塑前模采用了蒸汽加热,并且使用多个高温蒸汽管道和多个冷却水管,该方式不能对注塑后模进行预热,在注塑后模的模腔内还可能存在熔接线和溶接痕,并且在对注塑前模进行加热和冷却时需要使用两种换热介质,较为麻烦,鉴于此,我们提出一种免喷涂高光汽车的通风栅精密注塑模具。
技术实现要素:
5.本实用新型的目的在于提供一种免喷涂高光汽车的通风栅精密注塑模具,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种免喷涂高光汽车的通风栅精密注塑模具,包括下码模板、上码模板和过滤机构,所述下码模板的顶部设有下模具,所述下模具的成型腔和外壁之间设有第一预热空腔,所述下模具的左侧且靠近底部的位置连接有与第一预热空腔连通的进气管,所述进气管的外端通过第一个三通管连接有第一热气输入管和第一冷气输入管,所述上码模板的底部设有热流道板,所述热流道板的底部设有上模具,所述上模具的成型腔和外壁之间设有第二预热空腔,所述上模具的左侧且靠近顶部的位置连接有与第二预热空腔连通的出气管,所
述出气管的外端通过第二个三通管连接有热气回流管和散热管。
8.优选的,所述下模具的顶部且靠近右侧的位置设有三个等间距排布的通气管,所述上模具的底部且靠近右侧的位置开设有三个等间距排布的连接孔,三个所述通气管的顶端分别从三个所述连接孔穿过至第二预热空腔内。
9.优选的,所述上码模板顶部的中部开设有与热流道板连通的注塑口,所述上码模板的顶部设有对称分布的推动装置连接件。
10.优选的,所述过滤机构包括过滤箱,所述过滤箱内壁的前后两侧设有对称分布的u形定位板,两个所述u形定位板之间活动连接有可拆卸的工业热风加热器,所述过滤箱的顶部套设有箱盖。
11.优选的,所述过滤箱的左侧连接有第二热气输入管和第二冷气输入管,所述第一热气输入管、第二热气输入管和热气回流管上均设有第一气动高温球阀,所述第一冷气输入管、第二冷气输入管和散热管上均设有第二气动高温球阀。
12.优选的,所述过滤箱的右侧连接有热气导气管和冷气导气管,所述热气导气管远离过滤箱的一端与第一热气输入管连通,所述冷气导气管远离过滤箱的一端与第一冷气输入管连通。
13.与现有技术相比,本实用新型的有益效果是:
14.该免喷涂高光汽车的通风栅精密注塑模具,通过通气管将第一预热空腔和第二预热空腔连通,使热风或冷风可以从第一预热空腔进入到第二预热空腔内,从而实现对下模具和上模具的预热和冷却,预热后的上模具和下模具的成型模腔内可以避免两股料流在相遇前产生冻结层,消除熔接线、溶接痕、波纹及银丝纹,从而提高成型模具表面的质量,并且在成型冷却时,可以向第一预热空腔和第二预热空腔内输入冷空气,从而提高冷却效率,进而提高生产效率;通过设置的过滤机构可以对输入的热风和冷风进行过滤,避免灰尘等颗粒物进入到第一预热空腔和第二预热空腔内。
附图说明
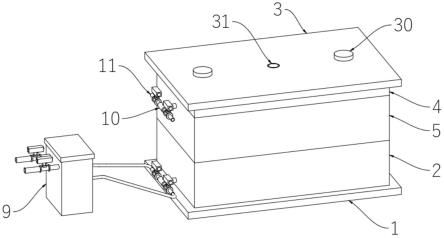
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的部分结构示意图之一;
17.图3为本实用新型的部分结构示意图之二;
18.图4为本实用新型的部分结构示意图之三;
19.图5为本实用新型中的过滤机构结构示意图。
20.图中:下码模板1、下模具2、第一预热空腔20、进气管21、上码模板3、推动装置连接件30、注塑口31、热流道板4、上模具5、第二预热空腔50、出气管51、连接孔52、第一个三通管6、第一热气输入管7、第一冷气输入管8、过滤机构9、过滤箱90、u形定位板91、工业热风加热器92、箱盖93、第二热气输入管94、第二冷气输入管95、热气导气管96、冷气导气管97、第二个三通管10、热气回流管11、散热管12、第一气动高温球阀13、第二气动高温球阀14、通气管15。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.此外,术语“第一”、“第二”、“第一个”、“第二个”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第一个”、“第二个”的特征可以明示或者隐含地包括一个或者更多个该特征。
24.请参阅图1-图5,本实用新型提供一种技术方案:
25.一种免喷涂高光汽车的通风栅精密注塑模具,包括下码模板1、上码模板3和过滤机构9,下码模板1的顶部设有下模具2,下模具2的成型腔和外壁之间设有第一预热空腔20,下模具2的左侧且靠近底部的位置连接有与第一预热空腔20连通的进气管21,进气管21的外端通过第一个三通管6连接有第一热气输入管7和第一冷气输入管8,上码模板3的底部设有热流道板4,热流道板4的底部设有上模具5,上模具5的成型腔和外壁之间设有第二预热空腔50,上模具5的左侧且靠近顶部的位置连接有与第二预热空腔50连通的出气管51,出气管51的外端通过第二个三通管10连接有热气回流管11和散热管12,热气流从第一热气输入管7输入,从热气回流管11输出,并回流至热风发生装置内,可以节省热风发生装置的能源消耗,冷气流从第一冷气输入管8输入,从散热管12排除,从而快速对下模具2和上模具5进行降温,提高成品冷却成型的效率。
26.本实施例中,下模具2的顶部且靠近右侧的位置设有三个等间距排布的通气管15,上模具5的底部且靠近右侧的位置开设有三个等间距排布的连接孔52,三个通气管15的顶端分别从三个连接孔52穿过至第二预热空腔50内,通过通气管15将第一预热空腔20和第二预热空腔50连通,使热风或冷风可以从第一预热空腔20进入到第二预热空腔50内,从而实现对下模具2和上模具5的预热和冷却,预热后的上模具5和下模具2的成型模腔内可以避免两股料流在相遇前产生冻结层,消除熔接线、溶接痕、波纹及银丝纹,从而提高成型模具表面的质量。
27.具体的,上码模板3顶部的中部开设有与热流道板4连通的注塑口31,输入胶料,上码模板3的顶部设有对称分布的推动装置连接件30,与推动装置连接,带动上码模板3、热流道板4和上模具5同步上下移动,实现闭模和开模。
28.进一步的,过滤机构9包括过滤箱90,过滤箱90内壁的前后两侧设有对称分布的u形定位板91,两个u形定位板91之间活动连接有可拆卸的工业热风加热器92,耐高温,可以对输入的热风和冷风进行过滤,避免灰尘等颗粒物进入到第一预热空腔20和第二预热空腔50内,过滤箱90的顶部套设有箱盖93,对过滤箱90顶部的开口处进行密闭。
29.进一步的,过滤箱90的左侧连接有第二热气输入管94和第二冷气输入管95,第一热气输入管7、第二热气输入管94和热气回流管11上均设有第一气动高温球阀13,第一冷气输入管8、第二冷气输入管95和散热管12上均设有第二气动高温球阀14,在输入热风时,三
个第一气动高温球阀13开启,三个第二气动高温球阀14关闭,形成热气流回流通路,对第一预热空腔20和第二预热空腔50进行加热;在输入冷风时,三个第二气动高温球阀14开启,三个第一气动高温球阀13关闭,形成散热通路,对第一预热空腔20和第二预热空腔50进行散热。
30.进一步的,过滤箱90的右侧连接有热气导气管96和冷气导气管97,热气导气管96远离过滤箱90的一端与第一热气输入管7连通,冷气导气管97远离过滤箱90的一端与第一冷气输入管8连通,对热风和冷风分开输送,形成加热通道和冷却通道。
31.本实施例的免喷涂高光汽车的通风栅精密注塑模具在使用时,当上模具5和下模具2闭合后,通气管15的顶端位于第二预热空腔50内,将第二预热空腔50与第一预热空腔20连通,在注塑之前,三个第一气动高温球阀13开启,三个第二气动高温球阀14关闭,热风发生装置向第二热气输入管94输送热气流,经过工业热风加热器92过滤后,热气流依次通过热气导气管96、第一热气输入管7和进气管21进入到第一预热空腔20内,对下模具2进行加热,然后热气流从三个通气管15进入到第二预热空腔50内,对上模具5进行加热,最后,热气流依次通过出气管51和热气回流管11进入热风发生装置内,从而形成加热通道,上模具5和下模具2被加热后就可以进行注塑操作,预热后的上模具5和下模具2的成型模腔内可以避免两股料流在相遇前产生冻结层,消除熔接线、溶接痕、波纹及银丝纹,从而提高成型模具表面的质量;待注塑完成进行冷却成型时,三个第二气动高温球阀14开启,三个第一气动高温球阀13关闭,冷气流通过第二冷气输入管95进入到过滤箱90内,经过工业热风加热器92过滤后,冷气流依次通过冷气导气管97、第一冷气输入管8和进气管21进入到第一预热空腔20内,对下模具2进行冷却,然后冷气流从三个通气管15进入到第二预热空腔50内,对上模具5进行冷却,最后,冷气流通过出气管51,并从散热管12排出,从而形成冷却通道,提高冷却效率,进而提高生产效率。
32.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1