一种铜管导纱预成型装置的制作方法
1.本实用新型涉及导纱预成型技术领域,具体为一种铜管导纱预成型装置。
背景技术:
2.传统的玻璃钢拉挤薄壁小沟槽时:1、调整模芯在模具型腔的位置不准确;2、调芯机构过短,调芯困难;3、模具沟槽尺寸过小,根据流体力学,进不去纱,造成沟槽内全是胶液,无纱线,从而造成制品收缩大、不成形、脱落、掉块、断裂;4、穿纱板上纱孔位置太分散,使纱走不到位,从而型材含纱量不均匀;5、毡进模具时易跑偏,造成型材局部缺毡;6、型材拉挤过程中易堵模;无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种铜管导纱预成型装置,模芯通过穿纱板整体调节,使其在成型模具型腔的位置准确,模芯调节容易,滤掉多余的胶液,减少胶液进入预成型模架中,控纱准确,成型效果好,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种铜管导纱预成型装置,包括冷模、预成型模架、成型模具和模芯,所述成型模具包括下左模块、下中模块、下右模块、上左模块、上中模块和上右模块,所述下左模块、下中模块和下右模块之间通过螺钉连接固定形成下模,所述上左模块、上中模块和上右模块之间通过螺钉连接固定上模,上模与下模之间通过螺钉固定,且上模与下模之间形成与冷模形状相同的型腔,所述成型模具外侧四周设置有钢板,钢板之间通过螺钉固定,形成钢板框架,钢板上设置有用于固定的成型模具的螺钉,所述成型模具通过钢板固定在预成型模架上,冷模设置在成型模具的左侧,预成型模架上通过螺钉连接有支架,冷模通过螺钉安装在支架上,冷模的左侧依次设置有穿纱板ⅲ、穿纱板ⅱ和穿纱板ⅰ,所述模芯的一端依次穿过穿纱板ⅰ、穿纱板ⅱ、穿纱板ⅲ、冷模至成型模具的型腔中,模芯与型腔内壁之间形成小沟槽,成型模具模块化的结构设计,使得加工方便,采用螺钉连接的方式,使得方便组成,同时便于检修和维护。
5.进一步的,所述穿纱板ⅰ、穿纱板ⅱ、穿纱板ⅲ、冷模上均设置用于模芯穿过的模芯通道,穿纱板ⅰ和穿纱板ⅱ的外侧分别设置有调节框架,调节框架固定在预成型模架上,调节框架与穿纱板ⅰ之间能够通过螺钉调节,调节框架与穿纱板ⅱ之间能够通过螺钉调节,模芯通过穿纱板ⅰ和穿纱板ⅱ上与模芯一样形成的模芯通道固定,通过螺钉对穿纱板整体调节,使其在成型模具型腔的位置准确;穿纱板ⅰ和穿纱板ⅱ距离远,且穿纱板ⅲ离模具近,通过杠杆原理可知调节模芯容易,提高工作效率。
6.进一步的,所述穿纱板ⅲ的右侧面上设置有横板,横板通过螺钉连接在预成型模架上。
7.进一步的,所述冷模的纱线孔上焊接有细铜管,细铜管的出口端之间伸直成型模
具的进口处,通过冷模对纱线和毡进行定型,并滤掉多余的胶液,通过细铜管能够将纱导向成型模具的小沟槽内,便于对小沟槽内单独控纱进纱。
8.进一步的,所述成型模具的进口处设置有导毡块,导毡块斜伸进成型模具型腔10mm,通过导毡块使进毡准确,避免型材局部缺毡,同时使成型模具小沟槽内进纱容易。
9.与现有技术相比,本实用新型的有益效果是:
10.1、本实用新型上设置了穿纱板ⅰ和穿纱板ⅱ,模芯通过穿纱板ⅰ和穿纱板ⅱ上与模芯一样形成的模芯通道固定,通过螺钉对穿纱板整体调节,使其在成型模具型腔的位置准确;穿纱板ⅰ和穿纱板ⅱ距离远,且穿纱板ⅲ离模具近,通过杠杆原理可知调节模芯容易,提高工作效率。
11.2、本实用新型上设置了冷模,通过冷模对纱线和毡进行定型,并滤掉多余的胶液,通过细铜管能够将纱导向成型模具的小沟槽内,便于对小沟槽内单独控纱进纱,通过导毡块使进毡准确,避免型材局部缺毡,同时使成型模具小沟槽内进纱容易。
12.3、本实用新型结构设计合理,模芯通过穿纱板整体调节,使其在成型模具型腔的位置准确,模芯调节容易,滤掉多余的胶液,减少胶液进入预成型模架中,控纱准确,成型效果好。
附图说明
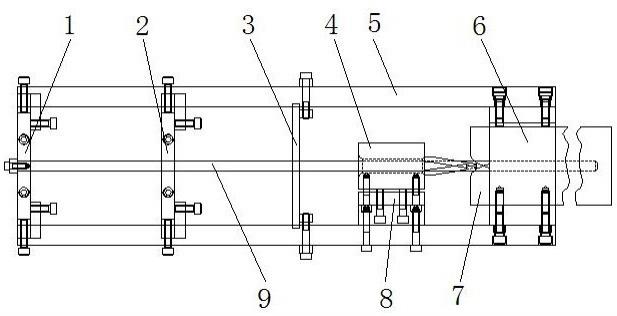
13.图1为本实用新型结构示意图;
14.图2为本实用新型成型模具结构示意图;
15.图3为本实用新型成型模具固定结构示意图;
16.图4为本实用新型穿纱板ⅰ安装结构示意图;
17.图5为本实用新型穿纱板ⅱ安装结构示意图;
18.图6为本实用新型穿纱板ⅲ安装结构示意图;
19.图7为本实用新型冷模安装结构示意图;
20.图8为本实用新型冷模局部剖面结构示意图。
21.图中:1穿纱板ⅰ、2穿纱板ⅱ、3穿纱板ⅲ、4冷模、5预成型模架、6成型模具、61下模、610下左模块、611下中模块、612下右模块、62上模、620上左模块、621上中模块、622上右模块、7导毡块、8支架、9模芯、10钢板、11细铜管、12模芯通道、13调节框架、14横板。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.实施例一
24.请参阅图1-8,本实用新型提供一种技术方案:一种铜管导纱预成型装置,包括冷模4、预成型模架5、成型模具6和模芯9,成型模具6包括下左模块610、下中模块611、下右模块612、上左模块620、上中模块621和上右模块622,下左模块610、下中模块611和下右模块612之间通过螺钉连接固定形成下模61,上左模块620、上中模块621和上右模块622之间通
过螺钉连接固定上模62,上模62与下模61之间通过螺钉固定,且上模62与下模61之间形成与冷模4形状相同的型腔,成型模具6外侧四周设置有钢板10,钢板10之间通过螺钉固定,形成钢板框架,钢板10上设置有用于固定的成型模具6的螺钉,成型模具6通过钢板10固定在预成型模架5上,冷模4设置在成型模具6的左侧,预成型模架5上通过螺钉连接有支架8,冷模4通过螺钉安装在支架8上,冷模4的左侧依次设置有穿纱板ⅲ3、穿纱板ⅱ2和穿纱板ⅰ1,模芯9的一端依次穿过穿纱板ⅰ1、穿纱板ⅱ2、穿纱板ⅲ3、冷模4至成型模具6的型腔中,模芯9的另一端通过螺钉固定在穿纱板ⅰ1上,冷模4的纱线孔上焊接有细铜管11,细铜管11的出口端之间伸直成型模具6的进口处,通过冷模4对纱线和毡进行定型,并滤掉多余的胶液,通过细铜管11能够将纱导向成型模具6的小沟槽内,便于对小沟槽内单独控纱进纱,成型模具6的进口处设置有导毡块7,导毡块7斜伸进成型模具6型腔10mm,通过导毡块7使进毡准确,避免型材局部缺毡,同时使成型模具6小沟槽内进纱容易,模芯9与型腔内壁之间形成小沟槽,成型模具6模块化的结构设计,使得加工方便,采用螺钉连接的方式,使得方便组成,同时便于检修和维护。
25.穿纱板ⅰ1、穿纱板ⅱ2、穿纱板ⅲ3、冷模4上均设置用于模芯9穿过的模芯通道12,穿纱板ⅰ1和穿纱板ⅱ2的外侧分别设置有调节框架13,调节框架13固定在预成型模架5上,调节框架13与穿纱板ⅰ1之间能够通过螺钉调节,调节框架13与穿纱板ⅱ2之间能够通过螺钉调节,穿纱板ⅲ3的右侧面上设置有横板14,横板14通过螺钉连接在预成型模架5上,模芯9通过穿纱板ⅰ1和穿纱板ⅱ2上与模芯9一样形成的模芯通道12固定,通过螺钉对穿纱板整体调节,使其在成型模具6型腔的位置准确;穿纱板ⅰ1和穿纱板ⅱ2距离远,且穿纱板ⅲ3离模具近,通过杠杆原理可知调节模芯9容易,提高工作效率,本实用新型结构设计合理,模芯9通过穿纱板整体调节,使其在成型模具6型腔的位置准确,模芯9调节容易,滤掉多余的胶液,减少胶液进入预成型模架5中,控纱准确,成型效果好。
26.在使用时:毡带从预成型模架5左端穿纱板ⅰ1上的长孔冲入,然后依次经过穿纱板ⅱ2、穿纱板ⅲ3并穿过冷模4进入到成型模具6中,纱线从穿纱板ⅰ1圆孔中穿入,经缠绕设备站绕在毡带的表面上,然后依次经过穿纱板ⅱ2、穿纱板ⅲ3并穿过冷模4进入到成型模具6中,冷模4对纱线和毡进行定型,并滤掉多余的胶液,通过细铜管11能够将纱导向成型模具6的小沟槽内,便于对小沟槽内单独控纱进纱,通过导毡块7使进毡准确,避免型材局部缺毡,同时使成型模具6小沟槽内进纱容易,模芯9通过穿纱板ⅰ1和穿纱板ⅱ2上与模芯9一样形成的模芯通道12固定,通过螺钉对穿纱板整体调节,使其在成型模具6型腔的位置准确;穿纱板ⅰ1和穿纱板ⅱ2距离远,且穿纱板ⅲ3离模具近,通过杠杆原理可知调节模芯9容易,提高工作效率。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1