一种陶瓷手模自动刷坯装置的制作方法
1.本实用新型属于陶瓷手模生产设备技术领域,具体涉及一种陶瓷手模自动刷坯装置。
背景技术:
2.陶瓷手模主要用于生产丁晴橡胶材质以及pvc材质的手套,陶瓷手模在制作时,通常是采用模具进行生产成型,且为了方便手模成型后的摆放,陶瓷手模的手臂位置会设置手模托,手模托也属于陶瓷手模成型模具的一部分,其可以帮助手模进行收口。
3.橡胶手套的一般生产工艺如下:手套模型先经酸碱清洁、水清洗,洗净的模型先浸入热水加热后至浸凝固剂并干燥进行浸胶,浸胶后送烘箱初步烘干、加纤维内套、冲热水再送至烘箱硫化、烘干。
技术实现要素:
4.现有的用于陶瓷手模自动刷坯装置,大多数都不能灵活地调节刷坯的位置,而且不便于对刷坯过程中产生层污染物进行收集。本实用新型提供了一种陶瓷手模自动刷坯装置,具有当需要调整移动板的使用位置时,通过控制面板开启液压缸的运行,然后液压缸带动移动板进行前、后移动,进而实现对移动板不同使用位置的调整,通过滑动槽的设置,用于滑动卡块进行滑动的通道,通过滚动轮的设置,减少滑动卡块在滑动过程中的摩擦力,进而提高滑动卡块的滑动效率,通过防护垫的设置,提高装置使用的安全性的特点。
5.本实用新型提供如下技术方案:一种陶瓷手模自动刷坯装置,包括刷坯平台,所述刷坯平台的下端设置有支撑底座,所述刷坯平台的右端设置有控制面板,所述刷坯平台的左端设置有排污池,所述排污池的下端设置有排污管,所述排污管的外圈设置有控制阀,所述刷坯平台的上端设置有移动板,所述移动板的上端设置有定位板,所述定位板的上端设置有支撑架,所述支撑架的上端设置有伺服电机,所述移动板的前端设置有导向锟,所述导向锟的内侧设置有导向轴,所述移动板的前端设置有传动轴,所述移动板的前端设置有从动轴,所述从动轴的外圈设置有挤压锟,所述刷坯平台的上端设置有固定板,所述固定板的前端设置有液压缸,所述移动板的下端设置有滑动卡块,所述滑动卡块的内侧设置有滚动轮,所述刷坯平台的内侧设置有滑动槽,所述滑动槽的内侧设置有防护垫,所述导向锟的外圈设置有传动皮带。
6.其中,所述刷坯平台为长方形结构设置,所述刷坯平台共设置有两个,两个所述刷坯平台对称安装设置,所述刷坯平台的下端均固定设置有支撑底座;通过支撑底座的设置,用于对刷坯平台的固定及支撑,通过刷坯平台的设置,用于对固定板、排污池的固定及支撑。
7.其中,所述排污池设置于两个刷坯平台之间的位置,所述排污池与刷坯平台相连接的一端均为固定连接,所述排污管的上端贯穿排污池的下底面并延伸至排污池的内侧;通过排污池的设置,用于对陶瓷手模刷坯过程中产生的污染物进行收集,当需要将这些污
染物进行集中处理时,打开控制阀,然后排污池里面的污染物经由排污管输送出。
8.其中,所述移动板为长方形结构设置,所述移动板的尺寸与固定板的尺寸相同,所述固定板的下端与两个刷坯平台的上端均固定连接,所述定位板固定设置于移动板后端的位置,所述支撑架固定安装于上端的位置,所述伺服电机共设置有两个,两个所述伺服电机均与控制面板电性连接;通过固定板的设置,用于对液压缸的固定,通过定位板的设置,用于对支撑架的固定及支撑,通过支撑架的设置,用于对伺服电机的固定及支撑。
9.其中,所述导向锟共设置有两个,两个所述导向锟的内侧均设置有导向轴,所述导向轴的末端贯穿移动板并延伸至与相应伺服电机的输出端固定连接;当需要进行陶瓷手模刷坯时,通过控制面板开启伺服电机的运行,然后伺服电机进行转动并同步带动相应导向轴的转动,进而实现带动导向锟的转动。
10.其中,所述传动轴的末端与移动板固定连接,所述传动轴的外圈设置有导向锟,所述传动轴与导向锟转动连接,所述从动轴的末端与移动板固定连接,所述从动轴与挤压锟转动连接,所述从动轴与挤压锟均设置有两个;当需要对陶瓷手模进行刷坯时,通过伺服电机带动导向锟的转动,然后导向锟通过摩擦力带动传动皮带的转动,然后传动皮带带动挤压锟的转动,进而实现对陶瓷手模的刷坯工作。
11.其中,所述液压缸共设置有两个,两个所述液压缸均与控制面板电性连接;当需要调整移动板的使用位置时,通过控制面板开启液压缸的运行,然后液压缸带动移动板进行前、后移动,进而实现对移动板不同使用位置的调整。
12.其中,所述滑动卡块为长方形结构设置,所述滑动卡块的尺寸与滑动槽的尺寸相匹配,所述滚动轮与滑动卡块转动连接,所述防护垫为长方形结构的橡胶垫;通过滑动槽的设置,用于滑动卡块进行滑动的通道,通过滚动轮的设置,减少滑动卡块在滑动过程中的摩擦力,进而提高滑动卡块的滑动效率,通过防护垫的设置,提高装置使用的安全性。
13.本实用新型的有益效果是:通过排污池的设置,用于对陶瓷手模刷坯过程中产生的污染物进行收集,当需要将这些污染物进行集中处理时,打开控制阀,然后排污池里面的污染物经由排污管输送出,当需要调整移动板的使用位置时,通过控制面板开启液压缸的运行,然后液压缸带动移动板进行前、后移动,进而实现对移动板不同使用位置的调整,通过滑动槽的设置,用于滑动卡块进行滑动的通道,通过滚动轮的设置,减少滑动卡块在滑动过程中的摩擦力,进而提高滑动卡块的滑动效率,通过防护垫的设置,提高装置使用的安全性。
14.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
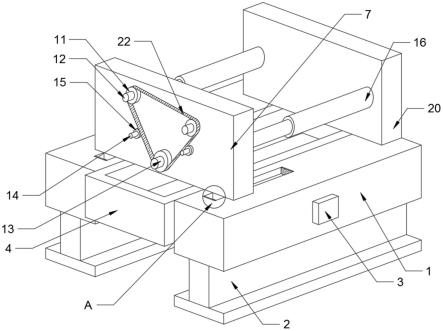
15.图1为本实用新型的主视结构示意图;
16.图2为图1中a处的放大结构示意图;
17.图3为本实用新型中刷坯平台的后视结构示意图;
18.图4为本实用新型中滑动卡块的立体结构示意图;
19.图中:1、刷坯平台;2、支撑底座;3、控制面板;4、排污池;5、排污管;6、控制阀;7、移动板;8、定位板;9、支撑架;10、伺服电机;11、导向锟;12、导向轴;13、传动轴;14、从动轴;15、挤压锟;16、液压缸;17、滑动卡块;18、滚动轮;19、滑动槽;20、固定板;21、防护垫;22、传
动皮带。
具体实施方式
20.请参阅图1-图4,本实用新型提供以下技术方案:一种陶瓷手模自动刷坯装置,包括刷坯平台1,所述刷坯平台1的下端设置有支撑底座2,所述刷坯平台1的右端设置有控制面板3,所述刷坯平台1的左端设置有排污池4,所述排污池4的下端设置有排污管5,所述排污管5的外圈设置有控制阀6,所述刷坯平台1的上端设置有移动板7,所述移动板7的上端设置有定位板8,所述定位板8的上端设置有支撑架9,所述支撑架9的上端设置有伺服电机10,所述移动板7的前端设置有导向锟11,所述导向锟11的内侧设置有导向轴12,所述移动板7的前端设置有传动轴13,所述移动板7的前端设置有从动轴14,所述从动轴14的外圈设置有挤压锟15,所述刷坯平台1的上端设置有固定板20,所述固定板20的前端设置有液压缸16,所述移动板7的下端设置有滑动卡块17,所述滑动卡块17的内侧设置有滚动轮18,所述刷坯平台1的内侧设置有滑动槽19,所述滑动槽19的内侧设置有防护垫21,所述导向锟11的外圈设置有传动皮带22。
21.本实施方案中:所述刷坯平台1为长方形结构设置,所述刷坯平台1共设置有两个,两个所述刷坯平台1对称安装设置,所述刷坯平台1的下端均固定设置有支撑底座2;通过支撑底座2的设置,用于对刷坯平台1的固定及支撑,通过刷坯平台1的设置,用于对固定板20、排污池4的固定及支撑。
22.所述排污池4设置于两个刷坯平台1之间的位置,所述排污池4与刷坯平台1相连接的一端均为固定连接,所述排污管5的上端贯穿排污池4的下底面并延伸至排污池4的内侧;通过排污池4的设置,用于对陶瓷手模刷坯过程中产生的污染物进行收集,当需要将这些污染物进行集中处理时,打开控制阀6,然后排污池4里面的污染物经由排污管5输送出。
23.所述移动板7为长方形结构设置,所述移动板7的尺寸与固定板20的尺寸相同,所述固定板20的下端与两个刷坯平台1的上端均固定连接,所述定位板8固定设置于移动板7后端的位置,所述支撑架9固定安装于上端的位置,所述伺服电机10共设置有两个,两个所述伺服电机10均与控制面板3电性连接;通过固定板20的设置,用于对液压缸16的固定,通过定位板8的设置,用于对支撑架9的固定及支撑,通过支撑架9的设置,用于对伺服电机10的固定及支撑。
24.所述导向锟11共设置有两个,两个所述导向锟11的内侧均设置有导向轴12,所述导向轴12的末端贯穿移动板7并延伸至与相应伺服电机10的输出端固定连接;当需要进行陶瓷手模刷坯时,通过控制面板3开启伺服电机10的运行,然后伺服电机10进行转动并同步带动相应导向轴12的转动,进而实现带动导向锟11的转动。
25.所述传动轴13的末端与移动板7固定连接,所述传动轴13的外圈设置有导向锟11,所述传动轴13与导向锟11转动连接,所述从动轴14的末端与移动板7固定连接,所述从动轴14与挤压锟15转动连接,所述从动轴14与挤压锟15均设置有两个;当需要对陶瓷手模进行刷坯时,通过伺服电机10带动导向锟11的转动,然后导向锟11通过摩擦力带动传动皮带22的转动,然后传动皮带22带动挤压锟15的转动,进而实现对陶瓷手模的刷坯工作。
26.所述液压缸16共设置有两个,两个所述液压缸16均与控制面板3电性连接;当需要调整移动板7的使用位置时,通过控制面板3开启液压缸16的运行,然后液压缸16带动移动
板7进行前、后移动,进而实现对移动板7不同使用位置的调整。
27.所述滑动卡块17为长方形结构设置,所述滑动卡块17的尺寸与滑动槽19的尺寸相匹配,所述滚动轮18与滑动卡块17转动连接,所述防护垫21为长方形结构的橡胶垫;通过滑动槽19的设置,用于滑动卡块17进行滑动的通道,通过滚动轮18的设置,减少滑动卡块17在滑动过程中的摩擦力,进而提高滑动卡块17的滑动效率,通过防护垫21的设置,提高装置使用的安全性。
28.本实用新型的工作原理及使用流程:当需要进行陶瓷手模刷坯时,通过控制面板3开启伺服电机10的运行,然后伺服电机10进行转动并同步带动相应导向轴12的转动,进而实现带动导向锟11的转动,然后导向锟11通过摩擦力带动传动皮带22的转动,然后传动皮带22带动挤压锟15的转动,进而实现对陶瓷手模的刷坯工作,当需要调整移动板7的使用位置时,通过控制面板3开启液压缸16的运行,然后液压缸16带动移动板7进行前、后移动,进而实现对移动板7不同使用位置的调整,通过滑动槽19的设置,用于滑动卡块17进行滑动的通道,通过滚动轮18的设置,减少滑动卡块17在滑动过程中的摩擦力,进而提高滑动卡块17的滑动效率,通过防护垫21的设置,提高装置使用的安全性,通过固定板20的设置,用于对液压缸16的固定,通过定位板8的设置,用于对支撑架9的固定及支撑,通过支撑架9的设置,用于对伺服电机10的固定及支撑,通过支撑底座2的设置,用于对刷坯平台1的固定及支撑,通过刷坯平台1的设置,用于对固定板20、排污池4的固定及支撑,通过排污池4的设置,用于对陶瓷手模刷坯过程中产生的污染物进行收集,当需要将这些污染物进行集中处理时,打开控制阀6,然后排污池4里面的污染物经由排污管5输送出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1