一种中空塑料建筑模板冷却定型装置的制作方法
1.本技术涉及中空塑料模板加工技术领域,尤其涉及一种中空塑料建筑模板冷却定型装置。
背景技术:
2.目前现有的pp复合建筑模板的一般都是先通过挤出机挤出成型,然后通过复合线复合两次工艺成型的,或是通过模具内进料共挤而成,而这两种工艺成型的缺点相对明显:
3.1、复合线成型工艺复杂、工序多,且需要更多的场地、设备、人员等生产工具,且耗电量大,能耗高,成本居高不下。
4.2、通过模具内共挤出成型对现场挤出工艺、模具调试要求高,而且模具设计制造难大。
5.因此,亟需提供一种可于在线挤出模板和在线包覆玻纤后,将两者进行冷却定型为复合模板的冷却定型装置,以代替以上两种现有的复合成型工艺。
技术实现要素:
6.本技术的目的在于提供一种中空塑料建筑模板冷却定型装置,用于将经预加热的玻纤卷材与挤出的粘流态的模板一起冷却定型融合成为复合模板,减少后续现加工,减少生产工具设备,降低能耗,大大节约生产成本。
7.基于此,本技术提供一种中空塑料建筑模板冷却定型装置,包括具有冷却入口和冷却出口的定型模组,所述冷却入口和所述冷却出口之间形成可容纳待冷却模板的定型腔,所述定型模组上设有用于对所述定型腔内的待冷却模板进行吸附的吸附机构,所述定型模组上还设有用于对所述定型腔内的待冷却模板进行冷却的冷却机构。
8.如上所述的一种中空塑料建筑模板冷却定型装置,所述吸附机构包括开设于所述定型腔内侧面上的吸附槽,以及与所述吸附槽连通的真空通道。
9.如上所述的一种中空塑料建筑模板冷却定型装置,所述吸附槽包括开设于所述定型腔内侧面上呈网格状分布的网格槽。
10.如上所述的一种中空塑料建筑模板冷却定型装置,所述网格槽上位于相邻网格的交汇处均设有与所述真空通道连通的连通孔。
11.如上所述的一种中空塑料建筑模板冷却定型装置,所述定型腔靠近所述冷却入口的内侧面上设有多条与所述冷却入口平行设置的吹气槽。
12.如上所述的一种中空塑料建筑模板冷却定型装置,所述冷却机构包括多条设于所述定型模组上用于接入冷却水的冷却水管路。
13.如上所述的一种中空塑料建筑模板冷却定型装置,多条所述冷却水管路贯穿所述定型模组且依次沿横向排列。
14.如上所述的一种中空塑料建筑模板冷却定型装置,所述定型模组由依次连接用以合围形成所述定型腔的上定型模、左定型模、下定型模和右定型模构成。
15.如上所述的一种中空塑料建筑模板冷却定型装置,所述上定型模和所述下定型模上均设有所述吸附机构和所述冷却机构。
16.如上所述的一种中空塑料建筑模板冷却定型装置,所述冷却入口的棱边均有倒角。
17.实施本技术实施例,具有如下有益效果:
18.本技术提供一种中空塑料建筑模板冷却定型装置,包括定型模组、吸附机构和冷却机构,复合有玻纤的待冷却模板进入定型腔后,在吸附机构吸附下通过冷却机构进行冷却,玻纤卷材与粘流态的模板一起融合成型,使得表面逐渐固化,最终成型为复合模板,本技术用于将经预加热的玻纤卷材与挤出的粘流态的模板一起冷却定型融合成为复合模板,减少后续现加工,减少生产工具设备,降低能耗,大大节约生产成本。
附图说明
19.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
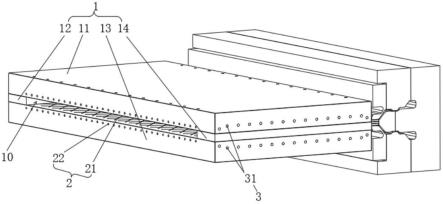
20.图1是本技术实施例一种中空塑料建筑模板冷却定型装置的结构示意图。
21.图2是本技术实施例下定型模的结构图。
22.图3是本技术实施例下定型模的内部结构图。
23.图4是本技术实施例一种中空塑料建筑模板冷却定型装置的结构示意图的截面示意图。
24.图5是本技术实施例于在线挤出模板和在线包覆玻纤的结构示意图。
具体实施方式
25.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
26.本技术实施例提供一种中空塑料建筑模板冷却定型装置,包括包括具有冷却入口和冷却出口的定型模组1,所述冷却入口和所述冷却出口之间形成可容纳待冷却模板的定型腔10,所述定型模组1上设有用于对所述定型腔10内的待冷却模板进行吸附的吸附机构2,所述定型模组1上还设有用于对所述定型腔10内的待冷却模板进行冷却的冷却机构3。
27.本技术提供一种中空塑料建筑模板冷却定型装置,包括定型模组、吸附机构和冷却机构,复合有玻纤的待冷却模板进入定型腔后,在吸附机构吸附下通过冷却机构进行冷却,玻纤卷材与粘流态的模板一起融合成型,使得表面逐渐固化,最终成型为复合模板,本技术用于将经预加热的玻纤卷材与挤出的粘流态的模板一起冷却定型融合成为复合模板,减少后续现加工,减少生产工具设备,降低能耗,大大节约生产成本。
28.进一步地,所述吸附机构2包括开设于所述定型腔10内侧面上的吸附槽21,以及与所述吸附槽21连通的真空通道22,本技术通过在定型腔内侧面上开设吸附槽,以真空吸附
待冷却模板,便于冷却机构将经预加热的玻纤卷材与挤出的粘流态的模板一起冷却定型融合成为复合模板。
29.进一步地,所述吸附槽21包括开设于所述定型腔10内侧面上呈网格状分布的网格槽211,如图2和3所示,网格状的网格槽能够更均匀的真空吸附模板表面,便于进行均匀冷却。
30.进一步地,所述网格槽211上位于相邻网格的交汇处均设有与所述真空通道22连通的连通孔212,此设计能够提高吸附均匀性,通过交汇处的连通孔连接接入真空吸附装置,提高吸附效果。
31.进一步地,所述定型腔10靠近所述冷却入口的内侧面上设有多条与所述冷却入口平行设置的吹气槽213,设置吹气槽能够在模板进入冷却入口时,向上吹气以将模板抬起,防止粘流态的模板粘壁,同时还能使得模板进入更顺畅,在真空的吸附下以及冷却水的作用,上表面逐渐固化,最终成型为复合模板。
32.进一步地,所述冷却机构3包括多条设于所述定型模组1上用于接入冷却水的冷却水管路31,通过冷却水对模板进行均匀冷却,以将经预加热的玻纤卷材与挤出的粘流态的模板一起冷却定型融合成为复合模板。
33.进一步地,多条所述冷却水管路31贯穿所述定型模组1且依次沿横向排列,多条所述冷却水管路31均接入冷却水,用于对模板进行均匀降温冷却。
34.进一步地,所述定型模组1由依次连接用以合围形成所述定型腔10的上定型模11、左定型模12、下定型模13和右定型模14构成,所述上定型模11和所述下定型模13上均设有所述吸附机构2和所述冷却机构3,在真空的吸附下以及冷却水的作用,上表面逐渐固化,最终成型为复合模板。
35.进一步地,所述冷却入口的棱边均有倒角,可避免模板进入是碰撞,增加工作流畅性。
36.应当理解的是,本技术中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。此外,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
37.以上所述是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1