一种多注塑腔室的加工模具的制作方法
1.本实用新型涉及注塑模具技术领域,具体为一种多注塑腔室的加工模具。
背景技术:
2.随着通讯技术的日益发展,越来越多地电子设备应用到医疗、通讯、汽车等诸多领域,许多行业对于电子设备的结构设计也越来越要求多样化和精细化,许多的电子设备为了满足特定的功能需求,需要设计成特定的复杂形状,注塑模具的应用很好的解决了这一需求,通过注塑模具的注塑成型,可以加工生产出各种结构较为复杂的电子设备。
3.其中,对于包含多个不同零件的电子设备而言,为了方便多个不同零件同时加工成型,注塑模具上用以成型注塑件的成型腔室一般被分为多个独立的注塑腔室,每个注塑腔室分别用以加工不同零件,但是由于不同的零件其结构大小不同,形状分布不均匀,在注塑成型的过程中,每个注塑腔室的注塑效果不能很好的控制,导致其中一注塑腔室注塑还未完成,另一注塑腔室已经注塑过量,导致容易出现产品凹陷、产品溢边、尺寸不准以及飞边等注塑加工问题,所以需要对现有的多注塑腔室模具的注塑作业进行合理的改进,以改善面临的问题。
技术实现要素:
4.本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种多注塑腔室的加工模具,包括相互扣合的前模仁和后模仁,前模仁和后模仁之间预设有成型腔室,前模仁上设有贯穿于前模仁的主流道管,成型腔室包括相互独立的第一注塑腔室以及第二注塑腔室;
7.主流道管的下端部设于成型腔室内,成型腔室内设有第一分支流道管和第二分支流道管,第一分支流道管的一端与主流道管连通,第一分支流道管的另一端与第一注塑腔室连通,第二分支流道管的一端与主流道管连通,第二分支流道管的另一端与第二注塑腔室连通;
8.第一分支流道管和第二分支流道管的长度相同,第一注塑腔室的容积与第一分支流道管的横截面积的比值,跟第二注塑腔室的容积与第二分支流道管的横截面积的比值相同。
9.作为本实用新型进一步方案:主流道管的横截面积分别大于第一分支流道管和第二分支流道管的横截面积。
10.作为本实用新型进一步方案:主流道管包括竖向设于前模仁上的竖向流道管和横向设于成型腔室内的横向流道管,横向流道管沿成型腔室的轴线设置,第一分支流道管和第二分支流道管分别与横向流道管的端部连通。
11.作为本实用新型进一步方案:第一分支流道管和第二分支流道管平行设置。
12.作为本实用新型进一步方案:前模仁和后模仁上分别开设有用以容纳横向流道
管、第一分支流道管和第二分支流道管的容纳槽,容纳槽分别与第一注塑腔室和第二注塑腔室连通。
13.作为本实用新型进一步方案:第一分支流道管包括以横向流道管为中心相互对称设置的左流道管和右流道管,左流道管与右流道管的横截面积相同,左流道管的一端与横向流道管连通,左流道管的另一端与第一注塑腔室的左侧连通,右流道管的一端与横向流道管连通,右流道管的另一端与第一注塑腔室的右侧连通。
14.与现有技术相比,本实用新型的有益效果如下:
15.本实用新型多注塑腔室的加工模具,通过将第一注塑腔室与第一分支流道管的比值、第二注塑腔室与第二分支流道管的比值设置为相同时,使第一注塑腔室和第二注塑腔室实现同步注满,使注塑原料的注入效果更加的可控,使第一注塑腔室和第二注塑腔室的产品都能很好的注塑完整,并很方便的实现同步截止,避免了产品凹陷、产品溢边、尺寸不准以及飞边等注塑加工问题。
附图说明
16.图1是本实用新型的结构立体图;
17.图2是图1中沿a-a方向的剖视图;
18.图3是图1中沿b-b方向的剖视图;
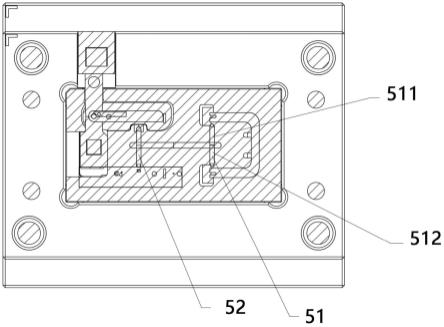
19.图4是本实用新型的内部结构立体图;
20.图中的附图标记及名称如下:
21.前模仁-1,后模仁-2,成型腔室-3,主流道管-4,第一注塑腔室-31,第二注塑腔室-32,第一分支流道管-51,第二分支流道管-52,竖向流道管-41,横向流道管-42,容纳槽-6,左流道管-511,右流道管-512。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1-4,一种多注塑腔室的加工模具,包括相互扣合的前模仁1和后模仁2,前模仁1和后模仁2之间预设有成型腔室3,前模仁1上设有贯穿于前模仁1的主流道管4,其特征在于,成型腔室3包括相互独立的第一注塑腔室31以及第二注塑腔室32;
24.主流道管4的下端部设于成型腔室3内,成型腔室3内设有第一分支流道管51和第二分支流道管52,第一分支流道管51的一端与主流道管4连通,第一分支流道管51的另一端与第一注塑腔室31连通,第二分支流道管52的一端与主流道管4连通,第二分支流道管52的另一端与第二注塑腔室32连通;
25.第一分支流道管51和第二分支流道管52的长度相同,第一注塑腔室31的容积与第一分支流道管51的横截面积的比值,跟第二注塑腔室32的容积与第二分支流道管52的横截面积的比值相同;
26.在注塑加工过程中,熔融状态的注塑原料从主流道管4中分别向第一分支流道管
51和第二分支流道管52注入,注塑原料经过第一分支流道管51注入到第一注塑腔室31中,注塑原料经过第二分支流道管52注入到第二注塑腔室32中;
27.设第一注塑腔室31的容积为v1,第二注塑腔室32的容积为v2,第一分支流道管51的横截面积为s1,第二分支流道管52的横截面积为s2,熔融状态的注塑原料注入的流速为恒定的值v时,第一注塑腔室31注满的时间为t1,t1=v1/s2v,第一注塑腔室31注满的时间为t2,t2=v2/s2v,第一分支流道管51和第二分支流道管52的长度相同,第一注塑腔室31的容积与第一分支流道管51的横截面积的比值,跟第二注塑腔室32的容积与第二分支流道管52的横截面积的比值相同,所以第一注塑腔室31注满的时间与第二注塑腔室32注满的时间相同;
28.本实用新型多注塑腔室的加工模具,通过将第一注塑腔室31与第一分支流道管51的比值、第二注塑腔室32与第二分支流道管52的比值设置为相同时,使第一注塑腔室31和第二注塑腔室32实现同步注满,使注塑原料的注入效果更加的可控,使第一注塑腔室31和第二注塑腔室32的产品都能很好的注塑完整,并很方便的实现同步截止,避免了产品凹陷、产品溢边、尺寸不准以及飞边等注塑加工问题。
29.本实用新型实施例中,主流道管4的横截面积分别大于第一分支流道管51和第二分支流道管52的横截面积;
30.在注塑过程中,主流道管4的横截面积分别大于第一分支流道管51和第二分支流道管52的横截面积,使注塑原料能充分填充在第一分支流道管51和第二分支流道管52内,使第一注塑腔室31和第二注塑腔室32内的注塑原料填充更加的充分,提高了良率。
31.本实用新型实施例中,主流道管4包括竖向设于前模仁1上的竖向流道管41和横向设于成型腔室3内的横向流道管42,横向流道管42沿成型腔室3的轴线设置,第一分支流道管51和第二分支流道管52分别与横向流道管42的端部连通;
32.通过将横向流道管42沿成型腔室3的轴线设置,使第一分支流道管51和第二分支流道管52的设置更加的方便。
33.本实用新型实施例中,第一分支流道管51和第二分支流道管52平行设置;
34.通过将第一分支流道管51和第二分支流道管52平行设置,使注塑原料的注塑不受第一分支流道管51和第二分支流道管52的角度的影响,使第一分支流道管51和第二分支流道管52的注射更加的相对平衡,使第一注塑腔室31和第二注塑腔室32内的注塑原料填充更加的平衡。
35.本实用新型实施例中,前模仁1和后模仁2上分别开设有用以容纳横向流道管42、第一分支流道管51和第二分支流道管52的容纳槽6,容纳槽6分别与第一注塑腔室31和第二注塑腔室32连通;
36.通过设置容纳槽6,使前模仁1和后模仁2更好的贴合。
37.本实用新型实施例中,第一分支流道管51包括以横向流道管42为中心相互对称设置的左流道管511和右流道管512,左流道管511与右流道管512的横截面积相同,左流道管511的一端与横向流道管42连通,左流道管511的另一端与第一注塑腔室31的左侧连通,右流道管512的一端与横向流道管42连通,右流道管512的另一端与第一注塑腔室31的右侧连通;
38.通过设置左流道管511和右流道管512,使注塑原料分别从左侧和右侧向第一注塑
腔室31内的填充,使填充的更加均匀,填充效果更好。
39.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1