一种双螺杆挤出组件及双螺杆挤出机的制作方法
1.本实用新型涉及挤出机技术领域,具体涉及一种双螺杆挤出组件及双螺杆挤出机。
背景技术:
2.坐便器,属于建筑给排水材料领域的一种卫生器具。随着坐便器的普及,马桶盖和马桶座圈是平常生活中常需要使用到的东西,现有的马桶盖和马桶座圈大多是塑料制品。相关技术中的马桶盖板座圈材料制作成成品后,容易出现材料收缩率大,容易翘曲的问题。
技术实现要素:
3.为了解决上述问题,本实用新型提出一种双螺杆挤出组件。该组件制得的马桶盖板座圈材料在制成成品后,马桶盖板与座圈之间的间隙均匀,平整度高,翘曲变形低。
4.为了实现上述目的,本实用新型的实施例提出了一种双螺杆挤出组件,从加料到挤出的过程,包括依次排布的加料段、输送段、熔融混合段、自然排气段、混炼段、真空排气段和挤出计量段,所述熔融混合段由45
°
捏合块、螺纹块和90
°
捏合块键槽连接而成,所述混炼段由偏心三头捏合块、螺纹块、30
°
捏合块和45
°
捏合块键槽连接而成。
5.根据本实用新型实施例的一种双螺杆挤出组件,该组件的加料段是物料喂入挤出机的区域,熔融混合段通过剪切、摩擦和外部加热,使物料熔融,自然排气段则排出物料中的低分子挥发物和水份,混炼段则将多种组份的物料充分混合均匀;真空排气段依靠外部抽真空,排除绝大部分的挥发物和水份,挤出计量段则在模头前建立足够的、稳定的压力,使挤出稳定、均匀,由此使得挤出机制得的马桶盖板座圈材料在制成成品后,马桶盖板与座圈之间的间隙均匀,平整度高,翘曲变形低。
6.可选地,所述加料段依次由36/36、sk90/90、sk90/90、skn90/45的螺纹块键槽连接。
7.可选地,所述输送段依次由90/90、90/90、56/56的螺纹块键槽连接。
8.可选地,所述自然排气段依次由90/90、90/90、90/90的螺纹块键槽连接。
9.可选地,所述混炼段依次由56/56的螺纹块、2-3a的过渡块、30
°
/5-48ps-a、30
°
/5-48ps-a的偏心三头捏合块、2-3a的过渡块、36/36-cz的螺纹块、30
°
/7-56、30
°
/7-56的捏合块、36/36的螺纹块、30
°
/7-56、45
°
/5-36的捏合块键槽连接。
10.可选地,所述真空排气段依次由56/28-l、90/90、90/90、90/90的螺纹块键槽连接。
11.可选地,所述熔融混合段依次由45
°
/5-56、45
°
/5-56、45
°
/5-56的捏合块、56/56的螺纹块、45
°
/5-56、90
°
/5-56的捏合块、90/90、56/56的螺纹块、45
°
/5-48、60
°
/4-36的捏合块、56/56的螺纹块、60
°
/4-36的捏合块、56/28-l的螺纹块键槽连接。
12.可选地,所述挤出计量段依次由90/45、56/56、36/36、36/36的螺纹块键槽连接。
13.本实用新型在第二方面提出了一种双螺杆挤出机,包括上述的双螺杆挤出组件。
14.根据本实用新型实施例的双螺杆挤出机,通过上述螺杆组件的设置,使得挤出机
制得的马桶盖板座圈材料在制成成品后,马桶盖板与座圈之间的间隙均匀,平整度高,翘曲变形低。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.图1为根据本实用新型实施例的双螺杆挤出机的螺杆组件示意图;
17.图2为图1的a处放大图;
18.图3为图1的b处放大图;
19.图4为图1的c处放大图。
具体实施方式
20.以下通过特定的具体实例说明本实用新型的技术方案。应理解,本实用新型提到的一个或多个方法步骤并不排斥在所述组合步骤前后还存在其他方法步骤或在这些明确提到的步骤之间还可以插入其他方法步骤;还应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。而且,除非另有说明,各方法步骤的编号仅为鉴别各方法步骤的便利工具,而非为限制各方法步骤的排列次序或限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容的情况下,当亦视为本实用新型可实施的范畴。
21.为了更好的理解上述技术方案,下面更详细地描述本实用新型的示例性实施例。虽然显示了本实用新型的示例性实施例,然而应当理解,可以以各种形式实现本实用新型而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本实用新型,并且能够将本实用新型的范围完整的传达给本领域的技术人员。
22.本实用新型采用的试材皆为普通市售品,皆可于市场购得。
23.下面参考具体实施例,对本实用新型进行描述,需要说明的是,这些实施例仅仅是描述性的,而不以任何方式限制本实用新型。
24.根据本实用新型实施例的一种双螺杆挤出组件,其用于双螺杆挤出机,可用于智能马桶盖板座圈材料的挤出造粒。
25.具体地,双螺杆挤出组件从加料到挤出的过程,包括依次排布的加料段、输送段、熔融混合段、自然排气段、混炼段、真空排气段和挤出计量段,其中,熔融混合段由45
°
捏合块、螺纹块和90
°
捏合块键槽连接而成,混炼段由偏心三头捏合块、螺纹块、30
°
捏合块和45
°
捏合块键槽连接而成。
26.其中,加料段是物料喂入挤出机的区域,熔融混合段通过剪切、摩擦和外部加热,使物料熔融,自然排气段则排出物料中的低分子挥发物和水份,混炼段则将多种组份的物料充分混合均匀;真空排气段依靠外部抽真空,排除绝大部分的挥发物和水份,挤出计量段则在模头前建立足够的、稳定的压力,使挤出稳定、均匀,由此使得挤出机制得的马桶盖板座圈材料在制成成品后,马桶盖板与座圈之间的间隙均匀,平整度高,翘曲变形低。
27.具体而言,加料段依次由36/36(螺距36/长度36)、sk90/90、sk90/90(深槽输送元件、导程90,长度90)、skn90/45的螺纹块键槽连接;输送段依次由90/90、90/90、56/56的螺
纹块键槽连接;熔融混合段依次由45
°
/5-56(45
°
角、5片、长度56的捏合块)、45
°
/5-56、45
°
/5-56的捏合块、56/56的螺纹块、45
°
/5-56、90
°
/5-56的捏合块、90/90、56/56的螺纹块、45
°
/5-48、60
°
/4-36的捏合块、56/56的螺纹块、60
°
/4-36的捏合块、56/28-l的螺纹块键槽连接;自然排气段依次由90/90、90/90、90/90的螺纹块键槽连接;混炼段依次由56/56的螺纹块、2-3a的过渡块、30
°
/5-48ps-a、30
°
/5-48ps-a的偏心三头捏合块、2-3a的过渡块、36/36-cz的螺纹块、30
°
/7-56、30
°
/7-56的捏合块、36/36的螺纹块、30
°
/7-56、45
°
/5-36的捏合块键槽连接;真空排气段依次由56/28-l、90/90、90/90、90/90的螺纹块键槽连接;挤出计量段依次由90/45、56/56、36/36、36/36的螺纹块键槽连接。
28.对于另一根螺杆在混炼段是依次由2-3b的过渡块、30
°
/5-48ps-b、30
°
/5-48ps-b的偏心三头捏合块、2-3b的过渡块、36/36-cz的螺纹块、30
°
/7-56、30
°
/7-56的捏合块、36/36的螺纹块、30
°
/7-56、45
°
/5-36的捏合块键槽连接,其他段与上述的螺杆相同;所述双螺杆挤出机的转速为:350
±
50转,真空度≥0.8mpa,模头添加80/200目两层网目。
29.将该双螺杆组件用于双螺杆挤出机并且制造马桶盖板座圈材料时,具体过程为:
30.按照重量百分比计,原料包括聚丙烯76.9%、2000目硫酸钡20%、抗氧剂168 0.2%、抗氧剂1010 0.2%、硬脂酸锌0.4%、钛白粉2%、乙烯基双硬脂酸酰胺(ebs)0.3%。
31.马桶盖板座圈材料的制备包括以下步骤:
32.(1)向混料锅中加入上述聚丙烯、抗氧剂1010、抗氧剂168、硬脂酸锌和钛白粉,搅拌混合5min后,加入硫酸钡,继续混合5min,得到预混料;
33.(2)将所述预混料从主喂料斗加入双螺杆挤出机进行挤出造粒,得到马桶盖板座圈材料。
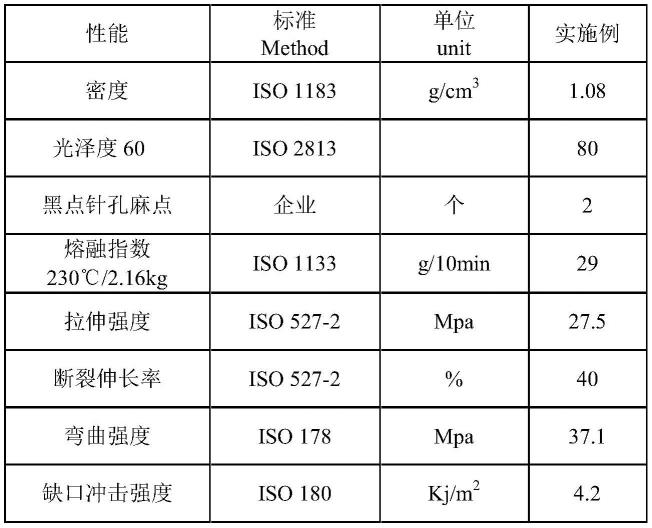
34.制得的材料的性能如表1、表2和表3所示:
35.表1
[0036][0037]
表2
[0038][0039]
表3
[0040][0041]
综上,根据本实用新型实施例的双螺杆挤出组件挤出的马桶盖板座圈材料制造的成品(马桶盖板和马桶座圈)间隙均匀、平整度高、翘曲变形低、可一步成型,无需整形步骤,避免客户因整形引起碰刮伤的不良,高光泽陶瓷质感。
[0042]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
[0043]
尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1