一种连线并激光切割塑胶件的装置的制作方法
1.本实用新型涉及塑胶件技术领域,具体涉及一种连线并激光切割塑胶件的装置。
背景技术:
2.塑胶件即为通过注塑机注塑成型的塑料工件,应用广泛,在塑胶件注塑时通常是多个工件批量注塑,每个工件之间通常由水口进行连接,水口是指工厂在浇制模型时形成的框架与零件的结合部位,亦称为“汤口”或“浇口”,意思就是热化液态的塑料流动的进出口,在将工件取下时通常由人工通过工具进行切除,但是人工切除效率低下且容易因人工操作不当导致工件损伤的情况,降低了良品率。
3.在公开号为cn215320364u的专利文件中,提供了一种塑胶件水口切除装置。该装置包括切水口模座、上切刀、放置待裁切产品的水口支撑台、气缸,上切刀连接在切水口模座的上端,水口支撑台设置在切水口模座的下端,气缸连接水口支撑台,上切刀的刀刃边与水口支撑台的裁切侧面相错开,裁切时气缸驱动水口支撑台向上切刀处移动,且上切刀的刀刃侧面与水口支撑台的裁切侧面贴合。该装置利用上切刀与水口支撑台错开裁切的方式,避免了切除过程中的碰撞带来的震动,通过气缸带动裁切来实现自动切除,消除传统切水口存在毛边和设备不稳定,保证了产品切除的一致性,节省了人力,降低劳动强度。但是该方案依然存在以下问题,该方案采用切刀上下移动进行切割的方式较为死板,当遇到特殊形状的水口时,容易出现切除不彻底的情况,需要二次人工处理,降低处理效率。
技术实现要素:
4.本技术实施例所要解决的技术问题是在进行塑胶件的水口切除时,采用人工切除使得工作效率低下和人工手动操作容易出错导致产品受损的情况。
5.为了解决上述技术问题,本技术实施例提供一种连线并激光切割塑胶件的装置,包括工作台、激光设备、输送机构和塑胶件,所述输送机构包括输送带,所述输送带卡合在工作台上,所述输送带位于激光设备的正下方,所述输送带上卡合设有固定组件,所述塑胶件卡合在固定组件的内侧。
6.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述工作台的顶面固定设有操作框,所述操作框的内侧底面固定设有支撑板,所述输送带位于支撑板的正上方,所述操作框的内壁上对称固定设有导向板,所述导向板位于输送带的两侧。
7.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述导向板的侧壁上开设有导向槽,所述输送带与导向槽卡合。
8.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述激光设备包括控制箱,所述控制箱固定在操作框的外壁上,所述控制箱的一侧设有移动轴,所述移动轴固定在操作框的内侧顶面,所述移动轴上设有加工端,所述加工端电性连接控制箱,所述加工端位于输送带的正上方。
9.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述输送带
上开设有插槽,所述插槽的一侧内壁上固定设有一号限位板,所述插槽的另一侧内壁上开设有一号限位槽。
10.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述固定组件包括卡座,所述卡座卡合在插槽内,所述卡座的顶面卡合设有压板,所述塑胶件位于卡座与压板之间。
11.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述卡座的一端开设有二号限位槽,所述一号限位板卡合在二号限位槽内,所述卡座的另一端固定设有二号限位板,所述二号限位板卡合在一号限位槽的内侧,所述卡座的顶面开设有三号限位槽,所述压板与三号限位槽卡合,所述卡座的顶面固定设有连接块,所述连接块上开设有转动槽,所述转动槽的内侧固定设有连接轴,所述压板与连接轴卡合。
12.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述压板的一端开设有通孔,所述连接轴卡合在通孔的内侧,所述压板的底面固定设有橡胶板,所述压板的底面开设有三号限位板,所述三号限位板卡合在三号限位槽的内侧,所述压板的另一端开设有操作槽。
13.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述塑胶件包括承压杆,所述承压杆上固定设有连接杆,所述橡胶板位于连接杆的上方,所述连接杆的末端固定设有塑胶圈,所述塑胶圈位于压板的外侧。
14.作为本技术提供的一种连线并激光切割塑胶件的装置优选改进方式,所述承压杆、连接杆与塑胶圈均为塑胶材质。
15.与现有技术相比,本技术实施例主要有以下有益效果:
16.1、本实用新型在使用的过程中,通过设置有激光设备与输送机构,基于一般的人工切除塑胶件水口的情况,采用激光设备进行切割,激光设备为现有技术中的激光机设备,通过数控操控进行切割,切割精准,本方案通过输送机构将多个塑胶件输送到激光设备下方进行激光切割,形成切割流水线,在提高切割效率的同时,通过切割精度高的激光设备进行切割,避免人工手动切割产生误差导致产品受损的情况,提高良品率。
17.2、本实用新型在使用的过程中,通过设置有导向板与固定组件,在进行切割前在输送带上开设插槽,将固定组件的卡座卡合在插槽内,随后将塑胶件卡合在卡座上,通过转动压板使得三号限位板卡合在三号限位槽内,从而对塑胶件进行卡紧固定,避免塑胶件在移动或加工过程中产生位移导致加工切除失败的情况,通过导向板的设置,将输送带的两侧边卡合在导向板上的导向槽内,使得输送带在移动到操作框内的加工区域时,通过导向槽对输送带进行限位,避免输送带歪斜导致固定的塑胶件歪斜从而影响激光设备切割的情况。
附图说明
18.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
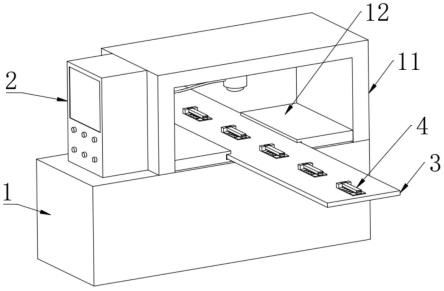
19.图1为本实用新型提供的一种连线并激光切割塑胶件的装置的整体结构示意图;
20.图2为本实用新型提供的一种连线并激光切割塑胶件的装置的侧视图;
21.图3为本实用新型提供的一种连线并激光切割塑胶件的装置的输送机构与塑胶件
连接示意图;
22.图4为本实用新型提供的一种连线并激光切割塑胶件的装置的输送机构立体剖视图;
23.图5为本实用新型提供的一种连线并激光切割塑胶件的装置的塑胶件立体示意图。
24.附图标记:1、工作台;11、操作框;12、支撑板;13、导向板;131、导向槽;2、激光设备;21、控制箱;22、移动轴;23、加工端;3、输送机构;31、输送带;311、插槽;312、一号限位板;313、一号限位槽;32、固定组件;321、卡座;3211、二号限位槽;3212、二号限位板;3213、三号限位槽;3214、连接块;3215、转动槽;3216、连接轴;322、压板;3221、通孔;3222、橡胶板;3223、三号限位板;3224、操作槽;4、塑胶件;41、承压杆;42、连接杆;43、塑胶圈。
具体实施方式
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术技术领域的技术人员通常理解的含义相同;本文中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
26.本技术一种连线并激光切割塑胶件的装置的实施例
27.本实用新型提供以下技术方案:一种连线并激光切割塑胶件的装置,包括工作台1、激光设备2、输送机构3和塑胶件4,输送机构3包括输送带31,输送带31卡合在工作台1上,输送带31位于激光设备2的正下方,输送带31上卡合设有固定组件32,塑胶件4卡合在固定组件32的内侧。
28.实施例一,其中,参照图1、图2与图3所示,具体的,工作台1的顶面固定设有操作框11,操作框11的内侧底面固定设有支撑板12,输送带31位于支撑板12的正上方,操作框11的内壁上对称固定设有导向板13,导向板13位于输送带31的两侧;导向板13的侧壁上开设有导向槽131,输送带31与导向槽131卡合;激光设备2包括控制箱21,控制箱21固定在操作框11的外壁上,控制箱21的一侧设有移动轴22,移动轴22固定在操作框11的内侧顶面,移动轴22上设有加工端23,加工端23电性连接控制箱21,加工端23位于输送带31的正上方;输送带31上开设有插槽311,插槽311的一侧内壁上固定设有一号限位板312,插槽311的另一侧内壁上开设有一号限位槽313。
29.实施例二,基于一般的人工切除塑胶件4水口的情况,采用激光设备2进行切割,本方案中的激光设备2为现有技术中的激光机设备,通过数控操控进行切割,切割精准,本方案通过输送机构3将多个塑胶件4输送到激光设备2下方进行激光切割,形成切割流水线,在提高切割效率的同时,通过切割精度高的激光设备2进行切割,避免人工手动切割产生误差导致产品受损的情况,提高良品率;另外通过导向板13的设置,将输送带31的两侧边卡合在导向板13上的导向槽131内,使得输送带31在移动到操作框11内的加工区域时,通过导向槽131对输送带31进行限位,避免输送带31歪斜导致固定的塑胶件4歪斜从而影响激光设备2
切割的情况。
30.实施例三,其中,参照图3、图4与图5所示,具体的,固定组件32包括卡座321,卡座321卡合在插槽311内,卡座321的顶面卡合设有压板322,塑胶件4位于卡座321与压板322之间;卡座321的一端开设有二号限位槽3211,一号限位板312卡合在二号限位槽3211内,卡座321的另一端固定设有二号限位板3212,二号限位板3212卡合在一号限位槽313的内侧,卡座321的顶面开设有三号限位槽3213,压板322与三号限位槽3213卡合,卡座321的顶面固定设有连接块3214,连接块3214上开设有转动槽3215,转动槽3215的内侧固定设有连接轴3216,压板322与连接轴3216卡合;压板322的一端开设有通孔3221,连接轴3216卡合在通孔3221的内侧,压板322的底面固定设有橡胶板3222,压板322的底面开设有三号限位板3223,三号限位板3223卡合在三号限位槽3213的内侧,压板322的另一端开设有操作槽3224;塑胶件4包括承压杆41,承压杆41上固定设有连接杆42,橡胶板3222位于连接杆42的上方,连接杆42的末端固定设有塑胶圈43,塑胶圈43位于压板322的外侧;承压杆41、连接杆42与塑胶圈43均为塑胶材质;本方案在进行切割前在输送带31上开设插槽311,将固定组件32的卡座321卡合在插槽311内,随后将塑胶件4卡合在卡座321上,通过转动压板322使得三号限位板3223卡合在三号限位槽3213内,从而对塑胶件4进行卡紧固定,避免塑胶件4在移动或加工过程中产生位移导致加工切除失败的情况。
31.综上,本实用新型的完整工作过程及使用原理如下:
32.在使用时,首先,在使用时基于一般的人工切除塑胶件4水口的方式,采用激光设备2进行切割,本方案中的激光设备2为现有技术中的激光机设备,通过数控操控进行切割,切割精准,本方案通过输送机构3将多个塑胶件4输送到激光设备2下方,通过控制箱21提前设置好切割线路,随后通过加工端23进行激光切割,在进行切割前在输送带31上开设插槽311,将固定组件32的卡座321卡合在插槽311内,随后将塑胶件4卡合在卡座321上,通过转动压板322使得三号限位板3223卡合在三号限位槽3213内,从而对塑胶件4进行卡紧固定,使得塑胶件4的塑胶圈43位于压板322外侧,方便激光设备2切割,通过固定组件32的设置避免塑胶件4在移动或加工过程中产生位移导致加工切除失败的情况,当塑胶件4移动到操作框11内时,通过导向板13的设置,将输送带31的两侧边卡合在导向板13上的导向槽131内,使得输送带31在移动到操作框11内的加工区域时,通过导向槽131对输送带31进行限位,避免输送带31歪斜导致固定的塑胶件4歪斜从而影响激光设备2切割的情况,本方案通过输送机构3形成切割流水线,在提高切割效率的同时,通过切割精度高的激光设备2进行切割,避免人工手动切割产生误差导致产品受损的情况,提高良品率。
33.显然,以上所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,附图中给出了本技术的较佳实施例,但并不限制本技术的专利范围。本技术可以以许多不同的形式来实现,相反地,提供这些实施例的目的是使对本技术的公开内容的理解更加透彻全面。尽管参照前述实施例对本技术进行了详细的说明,对于本领域的技术人员来而言,其依然可以对前述各具体实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等效替换。凡是利用本技术说明书及附图内容所做的等效结构,直接或间接运用在其他相关的技术领域,均同理在本技术专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1