一种注塑模具的制作方法
1.本实用新型涉及模具领域。更具体地,涉及一种注塑模具。
背景技术:
2.注塑模具是注塑成型中不可缺少的重要工具。注塑成型是将热熔态的塑胶材料注入注塑模具内具有所需形状的密闭型腔中,待塑胶材料冷却固化,打开模具将固化的塑胶产品顶出,以获得成型产品的加工方法。由于注塑成型加工方法具有成型费用低、成型周期短、成型过程简单和易于成型形状复杂的塑胶产品等特点、因此在塑胶产品领域应用极为广泛。
3.目前常见的三板式注塑模具一般包括动模和定模,动模和定模相配合形成多个型腔,可同时注塑多个产品,定模上一般设有进浇口和多个分流道,每个分流道对应一个型腔,熔胶通过分流道和进浇口进入型腔,冷却凝固后成型为产品,模具开模后取出产品。
4.模具开模时除了要顶出产品外,还要将留于分流道和进浇口中的凝料(也就是料头)顶出模具,由于具有多个分流道,因此留于分流道内的凝料也较多,从而导致浪费材料、生产成本增加。
技术实现要素:
5.本实用新型的目的在于提供一种注塑模具,该模具为三板式结构,能够有效缩短分流道内料头长度,降低生产成本。
6.根据本实用新型的一个方面,提供了一种注塑模具,包括层叠设置的上固定板、剥料板、前模板、后模板和下固定板,以及插接至所述固定板和剥料板的浇口套,所述前模板与后模板相配合形成多个型腔,所述前模板内设有多个分别与所述型腔连通的分流道,所述剥料板靠近所述前模板的表面向内凹陷形成上凹槽,所述前模板靠近所述剥料板的表面向内凹陷形成下凹槽,所述上凹槽内固定连接有流道镶件,所述流道镶件的下部位于所述下凹槽内,且所述流道镶件的底面与所述下凹槽的底面之间具有间隙,所述间隙与多个所述分流道连通,所述浇口套插接至所述流道镶件,且所述浇口套的下端口与所述间隙连通。
7.优选地,所述浇口套的下端口与所述流道镶件的底面齐平。
8.优选地,所述上固定板连接有用于分离料头的抓料针,所述抓料针的端部穿过所述剥料板和流道镶件位于所述间隙内。
9.优选地,所述流道镶件的底面与所述下凹槽的底面之间的距离范围为4~6mm。
10.优选地,所述前模板、后模板和流道镶件内分别设有用于流通冷却液的冷却水道。
11.优选地,所述后模板上设有多个公模仁,所述多个公模仁分别与所述前模板相配合形成多个型腔。
12.优选地,所述前模板、后模板、流道镶件和公模仁内分别设有用于流通冷却液的冷却水道。
13.优选地,所述上固定板的顶面设有定位环,所述浇口套的顶部位于所述定位环的
内侧。
14.优选地,所述下固定板设有顶针板,所述顶针板设有多个用于将产品从所述型腔内顶出的顶针。
15.优选地,所述顶针板上还设有多个复位杆,所述复位杆外侧面套接有弹簧,所述弹簧的一端抵接于所述后模板的底面,另一端抵接于所述顶针板的顶面。
16.本实用新型的有益效果如下:
17.本实用新型提供的注塑模具在剥料板上设置流道镶件,使流道镶件的下端部位于前模板的顶部凹槽内,并且流道镶件的底面与前模板凹槽的底面之间形成间隙,所述间隙与前模板内的多个分流道连通,浇口套的下端口穿过剥料板和流道镶件与所述间隙连通,从而塑料熔体通过浇口套内的主流道、间隙和分流道进入型腔。由于流道镶件的下部位于前模板内,因此流道镶件能够降低多个分流道的高度,即减小了分流道的长度。由于分流道的数量较多,因此在注塑成型时,可使分流道内形成的料头减少,由于去除的料头更小,因此,可减少注塑材料的用量,从而可节省注塑材料,减小成本。
附图说明
18.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
19.图1示出本实用新型的结构示意图。
20.图2示出本实用新型的局部剖视图。
21.图3示出本实用新型的局部放大图。
具体实施方式
22.为了更清楚地说明本实用新型,下面结合优选实施例和附图对本实用新型做进一步的说明。附图中相似的部件以相同的附图标记进行表示。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
23.三板式的注塑模具通常包括上固定板、剥料板、前模板、后模板、下固定板和浇口套,其中前模板和后模板型配合形成多个密闭的型腔,前模板内开设有多个与型腔一一对应的分流道,浇口套与分流道连通,注塑机射口喷射的塑料溶体通过浇口套流出后,能够沿各个分流道进入型腔内。由于型腔的数量为多个,与型腔对应的分流道也为多个,在注塑成型结束后,留于分流道内的材料也较多,从而造成了材料浪费。
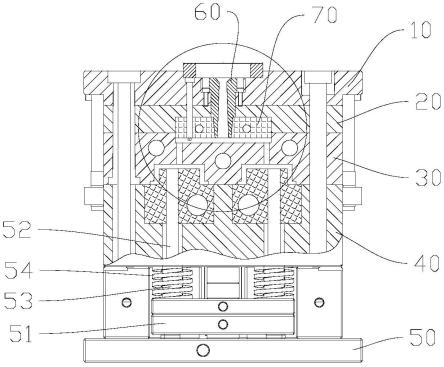
24.针对上述问题,本公开实施例提供了一种注塑模具,如图1~3所示,该注塑模具为三板式结构,包括层叠设置的上固定板10、剥料板20、前模板30、后模板40和下固定板50,以及浇口套60和流道镶件70,其中前模板30与后模板40想配合形成对个密闭的型腔100,前模板30开设有多个分流道200,每个型腔100均对应于一个分流道200。上固定板10和下固定板50用于将模具固定在注塑机上,浇口套60的顶部与上固定板10连接,剥料板20用于开模时将流道中的冷凝料从流道中剥落分离。
25.剥料板20的下表面向内凹陷形成上凹槽,前模板30的上表面向内凹陷形成下凹槽,即剥料板20靠近前模板30的表面上设有所述上凹槽,前模板30靠近剥料板20的表面上设有所述下凹槽,所述上凹槽与下凹槽的开设位置相对应,即上凹槽与下凹槽共同形成一个用于收容流道镶件70的容纳空间,流道镶件70嵌设在剥料板20和前模板30内。流道镶件
70的上部位于所述上凹槽内,流道镶件70的下部位于所述下凹槽内,也就是说流道镶件70的下部侵入前模板30内。流道镶件70与剥料板20固定连接,即流道镶件70能够与剥料板20一同运动。流道镶件70的底面与所述下凹槽的底面之间具有间隙300,每个分流道200的顶口均与间隙300连通。
26.在一些实施例中,间隙300的横截面的形状为半圆形,便于塑料熔体在其中流动,也就是说,流道镶件70的底面为平面,下凹槽的底面为向内凹陷的半圆形,从而形成截面为半圆形的间隙300。
27.在开模时,上固定板10带动剥料板20和流道镶件70共同向上方移动,以使流道镶件70的下部能够与前模板30的下凹槽中滑出。
28.浇口套60穿过上固定板10、剥料板20和流道镶件70,以使浇口套60内的主流道400与间隙300连通,即浇口套60的下端口穿过流道镶件70与间隙300连通,也就是说通过延长浇口套60的长度,使其下端口延伸至流道镶件70底面与间隙300连通。注塑机射口(图中未示出)与浇口套60连通,塑料溶体通过浇口套60内的主流道400进入间隙300,并通过分流道最终进入型腔内。
29.由于流道镶件70的底面位于前模板30的下凹槽内,即流道镶件70的底面低于前模板30的顶面,因而降低了前模板30内的多个分流道200的高度,即缩短了分流道200的长度。由于分流道200的数量为多个,远大于浇口套60内主流道的数量。通过缩短分流道200的长度,能够大幅减少留存于其内的注塑材料,较延长浇口套60所耗费的材料,仍能够达到节省材料、降低生产成本的效果。
30.可以理解的是,流道镶件70的下部进入前模板30的距离越大,则分流道200的高度越低,本领域技术人员可以根据实际情况设计流道镶件70的大小形状。
31.本实施例中,浇口套60的下端口与流道镶件70的底面齐平,也就是说浇口套60的底端穿过流道镶件70位于间隙300的顶面,使得浇口套60内的主流道刚好与间隙300连通。浇口套60的下端口没有进入间隙300内,能够避免浇口套60的侧壁阻挡塑料熔体在间隙300内流动,防止发生塑料熔体无法流入分流道200的问题。
32.本实施例中,上固定板10还设有抓料针11,抓料针11的一端与上固定板10连接,另一端穿过上固定板10、剥料板20和流道镶件70位于间隙300内,该侧端部的直径小于抓料针11杆体的直径。间隙300内的塑料熔体能够包裹抓料针11的另一端,冷却开模后,抓料针11可将间隙300和主流道400,以及分流道200内的料头分离取出。
33.间隙300由流道镶件70的底面与前模板30的下凹槽形成,流道70的底面与所述下凹槽的底面的距离范围为4~6mm,本实施例中间隙300的高度为6mm,便于塑料熔体在间隙30内流动。在一些实施例中,间隙300的高度可等于或大于分流道200的直径,以使塑料熔体能够顺畅的从间隙300流进分流道200。可以理解的是,间隙300的高度越小,留存于其中的料头越少,因此在实际生产中,间隙300的高度仅保留塑料熔体能够在其中流动的最小高度。
34.分流道200的设计要求是塑料熔体在流动中热量和压力损失最小,同时分流道200中的塑料量最小,因此,分流道200的截面形状可以有圆形等形状,本实施例中采用圆形截面形状的分流道200。
35.本实施例中前模板30、后模板40和流道镶件70上还分别设有冷却水道500,冷却水
道能够与外部管路连通,冷却液通过外部管路流经冷却水道500,从而提高冷却系统的效率,以及使型腔表面温度分布均匀。流道镶件70上开设冷却水道500能够提高主流道400和间隙300内塑料熔体的降温速度,提高冷却效率。
36.冷却水道的直径与间距直接影响模温的分布,如果冷却水道500直径太小,间距太大,则型腔表面温度变化较大。冷却水道500与型腔壁的距离太大,会使冷却效果下降,而距离太小,又会造成冷却不均。
37.具体地,冷却水道500的中心线与型腔壁的距离为冷却水道500直径的1~2倍,冷却水道500的中心距约为其直径的3~5倍,并尽量使冷却水道500分别到各处型腔表面的距离相等。此外,还应减小冷却水道500进出水的温度差,冷却水道500两端进出水的温差小,则有利于型腔表面温度分布。
38.本实施例中后模板40上设有多个公模仁41,每个公模仁41均与前模板30配合共同形成型腔100,也就是说多个公模仁41与前模板30形成多个型腔100,形成一模多腔结构。进一步的,每一个公模仁41上设有一冷却水道500,有利于型腔100表面温度分布均匀。
39.进一步地,上固定板10的顶面设有定位环12,定位环12为环形结构,浇口套60位于定位环12的中心,即浇口套60位于定位环12的内侧。注塑机射口可通过定位环12与浇口套60准确对位,确保注塑机射口喷射的塑料熔体全部进入浇口套60内的主流道400内。
40.进一步地,下固定板50的顶面设有顶针板51,即顶针板51位于下固定板50与后模板40之间。顶针板51上设有多个顶针52,每个顶针52与一个型腔100对应设置,用于将该型腔100内的产品顶出。具体地,每个顶针52的顶端插入公模仁41内,顶针52的顶面与公模仁41的顶面齐平。开模后,顶针板51在驱动部件的带动下向上方移动,同时带动顶针52向上移动,顶针52的顶端与型腔100内的产品接触,从而将产品从型腔100内顶出。
41.进一步地,顶针板51的顶端还设有多个复位杆53,复位杆53的外侧套接有弹簧54,弹簧54的顶端抵接于后模板40的底面,弹簧54的底端抵接于顶针板51的顶面。弹簧54用于复位顶针板51,使顶针板51能够向下方移动与上固定板50接触,从而带动顶针52复位。
42.在本实用新型的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
43.还需要说明的是,在本发明的描述中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
44.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而
并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1