一种悬浮芯材料热定型设备的制作方法
1.本实用新型涉及悬浮芯材料热定型技术领域,尤其涉及一种悬浮芯材料热定型设备。
背景技术:
2.现有的悬浮芯材料加工完需要将悬浮芯材料进行热定型的工序,现有的热定型的方式通过将加工完的一批悬浮芯材料放入至加热箱内按照给定的时间和给定的温度进行加热,加热完成后再将该批悬浮芯材料取出,放置在外面进行自然冷却,并将另一批悬浮芯材料放入至加热箱内进行加热。
3.通过上述热定型方式,不仅需要人工反反复复的上下料,还容易使堆放在一起的悬浮芯材料受热不均匀,导致热定型后的悬浮芯材料质量不达标,同时还要使加热后的悬浮芯材料自然冷却,整个过程费时费力,大大降低热定型效率和热定型质量。
技术实现要素:
4.本实用新型所要解决的是现有的悬浮芯材料在热定型加工过程中费时费力,热定型效率低以及热定型质量差的技术问题,提供了一种方便将悬浮芯材料在输送的同时进行加热变形以及冷却定型的加工,大大提升了热定型效率和热定型质量的悬浮芯材料热定型设备。
5.为本实用新型之目的,采用以下技术方案予以实现:
6.一种悬浮芯材料热定型设备,包括输送装置、加热装置和冷却装置;所述输送装置包括输送支架、进料导向组件和输送带组件;所述进料导向组件设置在输送支架的进料端,所述输送带组件呈水平方向设置在输送支架上,且相邻两组输送带组件的收尾衔接设置;所述加热装置设置包裹在输送装置外侧,加热装置用于加热输送带组件上的悬浮芯材料;所述冷却装置衔接在输送装置的出料端,冷却装置用于将加热后的悬浮芯材料冷却定型。该设备通过输送装置能自动将悬浮芯材料进行输送,并且通过加热装置能够使悬浮芯材料在输送时进行加热变形,最后通过输送至冷却装置内,将变形后的悬浮芯材料进行冷却定型,大大提升了热定型效率以及热定型后的悬浮芯材料定型质量。
7.作为优选,所述进料导向组件位于输送带组件的进料端侧,进料导向组件包括第一导向辊和第二导向辊;所述第一导向辊和所述第二导向辊分别转动连接在输送支架的进料端,所述第一导向辊和所述第二导向辊上下对齐,且所述第一导向辊和所述第二导向辊之间设置有用于悬浮芯材料进入的导向间隙;所述第一导向辊和所述第二导向辊中的一个端部连接有导向辊驱动电机。通过将悬浮芯材料放入至导向间隙内,通过导向辊驱动电机带动第一导向辊和所述第二导向辊中的一个进行转动,从而通过第一导向辊、悬浮芯材料和所述第二导向辊三者之间的摩擦力能够将悬浮芯材料输送至输送带组件上,便于更好的将悬浮芯材料进行导向以及输送。
8.作为优选,所述加热装置包括加热支架、加热罩和多个加热风机;所述加热罩设置
在所述加热支架上,所述加热罩的进料端设置有用于悬浮芯材料送入的加热进料口;所述加热罩的出料端设置有用于悬浮芯材料送出的加热出料口;加热罩包裹在所述输送装置外侧,且输送装置的进料端部位于所述加热进料口外侧;输送装置的出料端部位于所述加热出料口的外侧;所述多个所述加热风机间隔排列设置在加热罩的底部,且加热风机将热风送入至加热罩内。通过加热装置上的加热罩便于将输送装置罩住,并通过加热风机进行加热,能够使悬浮芯材料输送至加热罩内进行加热变形,通过多个加热风机和加热罩能够确保加热的均匀性和稳定性,便于在悬浮芯材料输送的同时进行加热,大大提升加热效率,同时也便于加热完后直接输送至冷却装置内进行定型。
9.作为优选,所述加热罩的顶部设置有至少一个加热出风口。通过出风口便于更好的将加热罩内部的热风排出,同时也能够使内部的热风循环起来,使悬浮芯材料受热均匀。
10.作为优选,多个所述加热风机呈两行多列的排列方式且等间距的设置在加热罩底部的前后两侧。通过加热风机以上述的排列方式便于更好的使悬浮芯材料受热均匀以及受热更加全面。
11.作为优选,所述冷却装置包括冷却支架、冷却输送组件、冷却罩和多个散热风扇;所述冷却输送组件水平设置在冷却支架上,且冷却输送组件的进料端与所述输送带组件的出料端衔接,所述冷却罩设置在冷却支架上,且冷却罩罩在冷却输送组件外侧,冷却罩的进料端设置有冷却进料口;冷却罩的出料端设置有冷却出料口;多个所述散热风扇间隔设置在冷却罩的前后两侧;所述冷却罩的顶部设置有至少一个冷却出风口。通过加热变形后的悬浮芯材料输送至冷却输送组件上,通过冷却输送组件在输送悬浮芯材料的同时通过散热风扇对悬浮芯材料进行吹风,使悬浮芯材料能够快速冷却定型,代替现有的悬浮芯材料直接堆在放在外面进行自然冷却的方式,大大加快了冷却定型的效率,同时也进一步保证悬浮芯材料加热后的定型效果和定型质量。
12.作为优选,所述输送带组件和所述冷却输送组件均包括进料辊、出料辊和输送网、输送电机和输送带;所述进料辊转动连接在输送支架的进料端,所述出料辊转动连接在输送支架的出料端;所述输送网张紧连接在进料辊和出料辊上;所述输送电机设置在输送支架上,输送电机的驱动轴连接有第一导轮,所述出料辊的一端连接有第二导轮,所述输送带张紧连接在第一导轮和第二导轮上。通过输送网能够使悬浮芯材料的底部在加热时起到受热均匀的效果,在冷却时也能够起到冷却均匀的效果,防止出现使悬浮芯材料的底部与热风和冷风不接触导致悬浮芯材料变形不到位的现象,通过输送带组件大大提升了整个生产线的输送效率,无需人工进行上下搬运。
13.作为优选,多个所述散热风扇呈等间距间隔排列设置在冷却罩的前后两侧,且前后两侧的散热风扇对齐设置。通过上述结构进一步使悬浮芯材料加热后冷却均匀,从而起到更好的定型效果。
14.作为优选,还包括送料框,所述送料框内转动连接有多根送料辊,且多根所述送料辊之间的连线呈圆弧形。通过送料框便于将卷起来的圆筒状的悬浮芯材料进行放置,并且通过圆弧形的结构便于更好的与圆筒状的悬浮芯材料相结合,便于悬浮芯材料进行滚动进料。
15.作为优选,还包括收料框和收料架,所述收料框设置在收料架的顶部,所述收料框内转动连接有第一收料辊和第二收料辊;所述第一收料辊和第二收料辊呈水平设置在收料
框的内底面上,所述第二收料辊的一端连接有第一收料导轮;所述收料架的下部设置有收料电机;所述收料电机的驱动轴上连接有第二收料导轮;所述第一收料导轮和第二收料导轮之间张紧连接有收料同步带。收料电机通过收料同步带带动第二收料辊进行转动,从而使热定型后的悬浮芯材料在第二收料辊的滚动下,也在第一收料辊上进行滚动,便于将输送出来的热定型后的悬浮芯材料卷起来收纳呈圆筒状,便于输送至下一道工序进行处理。
16.综上所述,本实用新型的优点是通过输送装置能自动将悬浮芯材料进行输送,并且通过加热装置能够使悬浮芯材料在输送时进行加热变形,最后通过输送至冷却装置内,将变形后的悬浮芯材料进行冷却定型,大大提升了热定型效率以及热定型后的悬浮芯材料定型质量。
附图说明
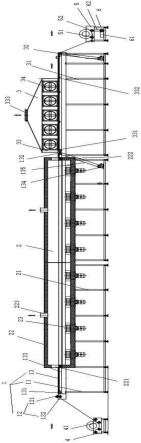
17.图1是本实用新型的悬浮芯材料热定型设备的结构示意图。
18.图2是本实用新型的悬浮芯材料热定型设备的俯视图。
19.图3是本实用新型中加热装置的剖视图。
20.其中:1、输送装置;11、输送支架;12、进料导向组件;121、第一导向辊;122、第二导向辊;13、输送带组件;131、进料辊;132、出料辊;133、输送网;134、输送电机;135、输送带;2、加热装置;21、加热支架;22、加热罩;221、加热进料口;222、加热出料口;223、加热出风口;23、加热风机;3、冷却装置;31、冷却支架;32、冷却输送组件;33、冷却罩;331、冷却进料口;332、冷却出料口;333、冷却出风口;34、散热风扇;4、送料框;41、送料辊;5、收料框;51、第一收料辊;52、第二收料辊;6、收料架;61、收料电机;62、收料同步带。
具体实施方式
21.为使本实用新型的上述目的、特征和优点能够更为明显易懂,下面结合附图对本实用新型的具体实施例做详细的说明。
22.如图1至图3所示,一种悬浮芯材料热定型设备,包括输送装置1、加热装置2和冷却装置3;输送装置1包括输送支架11、进料导向组件12和输送带组件13;进料导向组件12设置在输送支架11的进料端,输送带组件13呈水平方向设置在输送支架11上,且相邻两组输送带组件13的收尾衔接设置;加热装置2设置包裹在输送装置1外侧,加热装置2用于加热输送带组件13上的悬浮芯材料;冷却装置3衔接在输送装置1的出料端,冷却装置3用于将加热后的悬浮芯材料冷却定型。该设备通过输送装置1能自动将悬浮芯材料进行输送,并且通过加热装置2能够使悬浮芯材料在输送时进行加热变形,最后通过输送至冷却装置3内,将变形后的悬浮芯材料进行冷却定型,大大提升了热定型效率以及热定型后的悬浮芯材料定型质量。
23.如图1所示,进料导向组件12位于输送带组件13的进料端侧,进料导向组件12包括第一导向辊121和第二导向辊122;第一导向辊121和第二导向辊122分别转动连接在输送支架11的进料端,第一导向辊121和第二导向辊122上下对齐,且第一导向辊121和第二导向辊122之间设置有用于悬浮芯材料进入的导向间隙;第一导向辊121和第二导向辊122中的一个端部连接有导向辊驱动电机。通过将悬浮芯材料放入至导向间隙内,通过导向辊驱动电机带动第一导向辊121和第二导向辊122中的一个进行转动,从而通过第一导向辊121、悬浮
芯材料和第二导向辊122三者之间的摩擦力能够将悬浮芯材料输送至输送带组件13上,便于更好的将悬浮芯材料进行导向以及输送。
24.如图1至图3所示,加热装置2包括加热支架21、加热罩22和多个加热风机23;加热罩22设置在加热支架21上,加热罩22的进料端设置有用于悬浮芯材料进入的加热进料口221;加热罩22的出料端设置有用于悬浮芯材料送出的加热出料口222;加热罩22包裹在输送装置1外侧,且输送装置1的进料端部位于加热进料口221外侧;输送装置1的出料端部位于加热出料口222的外侧;多个加热风机23间隔排列设置在加热罩22的底部,且加热风机23将热风送入至加热罩22内。通过加热装置2上的加热罩22便于将输送装置1罩住,并通过加热风机23进行加热,能够使悬浮芯材料输送至加热罩22内进行加热变形,通过多个加热风机23和加热罩22能够确保加热的均匀性和稳定性,便于在悬浮芯材料输送的同时进行加热,大大提升加热效率,同时也便于加热完后直接输送至冷却装置3内进行定型。加热罩22的顶部设置有两个加热出风口223。通过加热出风口223便于更好的将加热罩22内部的热风排出,同时也能够使内部的热风循环起来,使悬浮芯材料受热均匀。多个加热风机23呈两行多列的排列方式且等间距的设置在加热罩22底部的前后两侧。通过加热风机23以上述的排列方式便于更好的使悬浮芯材料受热均匀以及受热更加全面。
25.如图1和图2所示,冷却装置3包括冷却支架31、冷却输送组件32、冷却罩33和多个散热风扇34;冷却输送组件32水平设置在冷却支架31上,且冷却输送组件32的进料端与输送带组件13的出料端衔接,冷却罩33设置在冷却支架31上,且冷却罩33罩在冷却输送组件32外侧,冷却罩33的进料端设置有冷却进料口331;冷却罩33的出料端设置有冷却出料口332;多个散热风扇34间隔设置在冷却罩33的前后两侧;冷却罩33的顶部设置有至少一个冷却出风口333。通过加热变形后的悬浮芯材料输送至冷却输送组件32上,通过冷却输送组件32在输送悬浮芯材料的同时通过散热风扇34对悬浮芯材料进行吹风,使悬浮芯材料能够快速冷却定型,代替现有的悬浮芯材料直接堆在放在外面进行自然冷却的方式,大大加快了冷却定型的效率,同时也进一步保证悬浮芯材料加热后的定型效果和定型质量。多个散热风扇34呈等间距间隔排列设置在冷却罩33的前后两侧,且前后两侧的散热风扇34对齐设置。通过上述结构进一步使悬浮芯材料加热后冷却均匀,从而起到更好的定型效果。
26.如图1和图2所示,输送带组件13和冷却输送组件32均包括进料辊131、出料辊132和输送网133、输送电机134和输送带135;进料辊131转动连接在输送支架11的进料端,出料辊132转动连接在输送支架11的出料端;输送网133张紧连接在进料辊131和出料辊132上;输送电机134设置在输送支架11上,输送电机134的驱动轴连接有第一导轮,出料辊132的一端连接有第二导轮,输送带135张紧连接在第一导轮和第二导轮上。通过输送网133能够使悬浮芯材料的底部在加热时起到受热均匀的效果,在冷却时也能够起到冷却均匀的效果,防止出现使悬浮芯材料的底部与热风和冷风不接触导致悬浮芯材料变形不到位的现象,通过输送带组件13大大提升了整个生产线的输送效率,无需人工进行上下搬运。
27.如图1所示,还包括送料框4,送料框4内转动连接有多根送料辊41,且多根送料辊41之间的连线呈圆弧形。通过送料框4便于将卷起来的圆筒状的悬浮芯材料进行放置,并且通过圆弧形的结构便于更好的与圆筒状的悬浮芯材料相结合,便于悬浮芯材料进行滚动进料。
28.如图1和图2所示,还包括收料框5和收料架6,收料框5设置在收料架6的顶部,收料
框5内转动连接有第一收料辊51和第二收料辊52;第一收料辊51和第二收料辊52呈水平设置在收料框5的内底面上,第二收料辊52的一端连接有第一收料导轮;收料架6的下部设置有收料电机61;收料电机61的驱动轴上连接有第二收料导轮;第一收料导轮和第二收料导轮之间张紧连接有收料同步带62。收料电机61通过收料同步带62带动第二收料辊52进行转动,从而使热定型后的悬浮芯材料在第二收料辊52的滚动下,也在第一收料辊51上进行滚动,便于将输送出来的热定型后的悬浮芯材料卷起来收纳呈圆筒状,便于输送至下一道工序进行处理。
29.热定型时,通过将加工完的悬浮芯材料卷起来放入至送料框4内,使卷起来的圆筒状的悬浮芯材料的一端人工送入至进料导向组件12的第一导向辊121和第二导向辊122之间的导向间隙内,并且通过导向辊驱动电机驱动第一导向辊121旋转,通过第一导向辊121、悬浮芯材料和第二导向辊122之间的摩擦力,能够使悬浮芯材料输送至输送装置1的输送带组件13上的输送网133上,通过输送电机134驱动输送网133进行水平输送,同时打开加热装置2上的加热风机23,使加热风机23底部的热风穿过输送网133上的网孔对悬浮芯材料进行加热,并且使热空气上升,能够更加全面,更加均匀的对悬浮芯材料进行加热变形,按照给定的温度和给定的时间变形后,通过输送网133将变形后的悬浮芯材料水平输送至冷却装置3上的冷却输送组件32,通过冷却输送组件32带动悬浮芯材料进行水平输送,通过启动散热风扇34对悬浮芯材料进行冷却定型,按照给定的温度和给定的时间定型后,将悬浮芯材料出料端收入至收料框5内,通过人工将悬浮芯材料卷起一部分,后续通过收料电机61驱动第二收料辊52旋转,通过第二收料辊52与悬浮芯材料之间的摩擦力能够带动悬浮芯材料自动卷料,便于后续输送至下一道工序。
30.综上所述,本实用新型的优点是该设备通过输送装置1能自动将悬浮芯材料进行输送,并且通过加热装置2能够使悬浮芯材料在输送时进行加热变形,最后通过输送至冷却装置3内,将变形后的悬浮芯材料进行冷却定型,大大提升了热定型效率以及热定型后的悬浮芯材料定型质量。
31.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员,在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1