一种用于玻璃钢模塑格栅成型的自动绕纱系统的制作方法
1.本实用新型涉及复合材料格栅生产技术结构领域,尤其涉及一种用于玻璃钢模塑格栅成型的自动绕纱系统。
背景技术:
2.玻璃钢模塑格栅问世于20世纪40年代,由于其具有轻质高强且耐腐蚀等特点,在制备各类钻井作业平台、航轮甲板、走道阶梯、绝缘设备中具有不可替代的优势。目前,玻璃钢模塑格栅系列产品已广泛应用于石油化工、海陆交通、民用建筑、电力工程等领域,具有广阔的国内市场和海外市场。
3.玻璃钢模塑格栅产品因其模塑成型工艺而得名,具体工艺流程可归纳为:纤维铺设—树脂浇注—压实排气—加热固化—(冷却)—脱模。从组成成分来讲,玻璃钢模塑格栅是以合成树脂为基体、以碳纤或玻纤为增强材料而形成的多相材料;在几何特征上,玻璃钢模塑格栅表现为多孔类矩形板材。由于模塑成型工艺本身的复杂性及格栅产品的多孔特征,实现玻璃钢模塑格栅自动化生产的难度较大。目前,国内玻璃钢模塑格栅产品的各道生产工序均为手工操作,即手动对成捆纤维进行逐层分束铺设、手动对液态树脂进行逐层瓢浇、手动对在制品进行多次压实排气等。该生产方式主要存在三个方面的问题:一是容易出现纤维漏铺或复铺、树脂浇注不均等人为操作误差造成产品整体质量不稳定;二是人工劳动强度大,工作环境差,造成疲劳作业和职业病;三是人力成本高且生产效率低,导致产能下降,经济效益降低,不利于玻璃钢模塑格栅产品的大规模生产。
4.现有专利cn 201810528877.6 提供一种玻璃钢模塑格栅自动绕纱系统,包括一底座支架,且在所述底座支架上设有成型模具;在所述成型模具两侧或两端的底座支架上分别设有沿成型模具长度方向及成型模具宽度方向延伸的经向绕纱滑轨和纬向绕纱滑轨,且在经向绕纱滑轨上设有经向绕纱车,在纬向绕纱滑轨上设有纬向绕纱车;在经向绕纱车与成型模具之间的底座支架的内侧固定连接有沿成型模具宽度方向延伸的经纱夹紧剪断装置,在纬向绕纱车与成型模具之间的底座支架的内侧固定连接有沿成型模具长度方向延伸的纬纱夹紧剪断装置;且所述经向绕纱滑轨和纬向绕纱滑轨均是由一条滚轮式滑轨和一组圆柱直线导轨副组成。本发明的优点在于:通过本发明系统能够有效避免车轮碾压纱线的现象。
5.但是上述专利仍存在以下缺陷:成型模具内的经向铺纱与纬向铺纱,都是采用单条玻璃纤维纱铺成,这就导致后续向成型模具的格栅成型腔内注胶时,格栅成型腔内边角处的玻璃纤维纱易被树脂冲散或产生偏移,最终导致成型玻璃钢模塑格栅的结构强度降低。
技术实现要素:
6.本实用新型要解决的技术问题是提供一种用于玻璃钢模塑格栅成型的自动绕纱系统,解决现有装置生产的玻璃钢模塑格栅的结构强度低的问题。
7.为解决上述技术问题,本实用新型的技术方案为:一种用于玻璃钢模塑格栅成型的自动绕纱系统,包括至少一个成型模具,所述成型模具水平安装在一支撑台上,包括成型框与若干突块,且所述突块呈阵列分布且间隔设置在所述成型框内,使得成型框与突块之间形成格栅成型腔,且该格栅成型腔具有在水平面上相互垂直设置的若干横向槽与纵向槽,且横向槽沿成型模具长度方向延伸,纵向槽则沿成型模具宽度方向延伸,其创新点在于:包括
8.绕纱系统,用于对成型模具的格栅成型腔内进行铺纱,所述绕纱系统包括铺纱组件、摆动组件、整体定心换向机构以及安装机构,且所述铺纱组件、摆动组件和整体定心换向机构安装在所述安装机构上,通过所述安装机构驱动所述铺纱组件、摆动组件和整体定心换向机构同步在竖直方向上移动;
9.绕纱行走机构,所述安装机构设置在绕纱行走机构上,用于驱动绕纱系统在成型模具的长度方向与幅宽方向上的移动;
10.压纱系统,设置在成型模具上方,包括翻转结构和压实板,且所述翻转结构与压实板连接,通过压实板对格栅成型腔内树脂与纱进行压实与排气泡,通过翻转结构将压实板翻转一定角度后进行压纱系统的保养与清洁;
11.压纱行走机构,与所述压纱系统连接,用于驱动压纱系统在成型模具的长度方向上行走;
12.注胶系统,用于对格栅成型腔内灌注树脂;
13.注胶行走结构,与所述注胶系统连接,用于驱动注胶系统在成型模具的长度方向上行走;
14.其中,所述铺纱组件,包括铺纱排,所述铺纱排包括水平设置的连接板和3个竖直设置的铺纱管,且3个铺纱管并列设置在所述连接板上,且3个铺纱管的底部分别置于一横向槽内的相邻3个纵向槽中,或分别置于一纵向槽内的相邻3个横向槽中;
15.所述摆动组件,与铺纱排连接,用于驱动所述铺纱排进行小幅度摆动;
16.所述整体定心换向机构,用于驱动铺纱管在成型模具的格栅成型腔内进行整体90
°
换向,且在换向过程中铺纱管的下端不离开格栅成型腔。
17.进一步的,所述安装机构包括一竖向支撑板、一l形支撑板和丝杆升降机;
18.在所述竖向支撑板上设有竖向设置的升降滑轨,所述l形支撑板的竖直部通过升降滑块与升降滑轨滑动连接,且l形支撑板与竖向支撑板之间连接有一丝杆升降机,通过所述丝杆升降机驱动l形支撑板在竖直方向上的上升或下降,从而驱动铺纱组件、摆动组件和整体定心换向机构在竖直方向上的上升或下降;
19.所述l形支撑板的水平部中央还贯通开设有一安装通道。
20.进一步的,所述整体定心换向机构具体包括:
21.旋转机构,包括旋转电机、旋转齿轮、旋转电机支撑座和大齿轮,所述旋转电机通过一旋转电机支撑座安装在l形支撑板的竖直部上,所述旋转齿轮与旋转电机的输出轴连接,所述大齿轮水平设置在所述安装通道处,且大齿轮与l形支撑板之间还设有第一轴承;
22.凸轮靠模,包括一矩形底板,在矩形底板中部留有一圆角正方形结构通道,在矩形底板中部位于圆角正方形结构通道的外侧垂直固定有一圆角正方形结构环,使得矩形底板与圆角正方形结构环形成
⊥
形,且圆角正方形结构环内腔与圆角正方形结构通道同轴且互
相连通,形成一容纳所述铺纱排穿过的方形通槽,即为限位槽,同时铺纱排的中心处的铺纱管与所述限位槽也同轴;
23.通过凸轮靠模使3根铺纱管在旋转换向的过程中,能够始终在格栅成型腔内改变3根铺纱管之间的距离,而不与突块干涉;
24.所述连接板的中部留有容纳铺纱管穿过的铺纱通道,连接板顶面上位于铺纱通道的两侧还设有与其长度方向一致的滑杆,所述3个铺纱管通过滑块滑动连接在两个滑杆之间,且相邻滑块之间还安装有水平设置的弹簧,通过弹簧将另外两个铺纱管外推至其外壁贴紧所述限位槽的内壁;
25.将所述凸轮靠模水平设置,将其圆角正方形结构环自下而上穿过大齿轮至矩形底板的顶面与l形支撑板的水平部底端接触时停止并固定,驱动旋转电机使得旋转齿轮旋转,从而带动大齿轮、铺纱排与摆动组件旋转换向。
26.进一步的,所述成型模具上,位于同一排的相邻四个突块分别为第一、二、三、四突块,所述第一、四突块之间的间距为所述限位槽的边长。
27.进一步的,所述摆动组件采用齿轮传动,包括安装座、第一摆动电机、第一电机基座、扇形齿轮、从动齿轮和第一摆动轴;
28.所述第一摆动电机通过第一电机基座安装在所述大齿轮上,所述扇形齿轮与第一摆动电机的输出轴连接,所述连接板的两端固定连接有所述第一摆动轴,所述第一摆动轴的两侧均通过一安装座固定连接在所述大齿轮的顶面上;
29.所述从动齿轮安装在其中一个第一摆动轴的一端部处,并与扇形齿轮啮合,通过第一摆动电机驱动扇形齿轮旋转,扇形齿轮驱动从动齿轮旋转,从而通过从动齿轮驱动所述铺纱排以第一摆动轴为旋转线进行小幅度摆动。
30.进一步的,所述注胶系统包括带压储胶罐、储胶支撑台以及注胶管;
31.所述储胶支撑台设置在所述成型模具的长度一侧上方,并通过注胶行走结构驱动其沿着成型模具的长度方向行走,所述带压储胶罐安装在所述储胶支撑台顶部,所述注胶管通过注胶支撑杆安装在所述储胶支撑台上靠近成型模具的一侧处,且所述注胶管通过一注胶管与所处带压储胶罐连接。
32.进一步的,所述注胶管水平设置,包括外管与内管,所述外管的顶部中央设有一与外管内部连通的暴露开口,其顶部位于暴露开口的两侧还开设有压紧孔,其底部沿着其长度方向开设有一等长的、与外管内部连通的条状开口,所述内管包括一两端密闭的空心圆柱形结构本体,其顶部中央开设有一与其内部连通的连接开口,其底部中央开设有一与其内部连通的出胶口,其底部位于所述出胶口的两侧还设有卡接在注胶支撑杆上的支撑支杆;
33.将内管穿进外管内部,使得支撑支杆置于条状开口外侧,且连接开口置于暴露开口内,压紧螺钉穿过所述压紧孔至将内管外壁底端与外管内壁底端贴紧时停止,一管道接头的底部通过一垫片穿过所述暴露开口并安装在所述连接开口处,所述管道接头的顶部与带压储胶罐之间安装所述注胶管,且所述管道接头的外壁上设有挂钩翼沿,一快拆抱箍安装在所述外管外部,并将其挂钩搭载在所述挂钩翼沿处。
34.进一步的,所述注胶行走结构包括注胶滑轨以及注胶电机,所述注胶滑轨铺设在支撑台上位于成型模具的宽度两侧处,注胶移动块设置在注胶滑轨上,所述注胶电机的输
出轴与储胶支撑台连接,并通过注胶电机驱动储胶支撑台与注胶管移动;
35.进一步的,所述绕纱行走机构为龙门式,包括绕纱滑轨和龙门式支撑架,所述绕纱滑轨铺设在支撑台上,所述龙门式支撑架设置在所述成型模具长度一侧处,且其底部通过支撑滑块滑动设置在所述绕纱滑轨上,一龙门式驱动电机与所述龙门式支撑架连接,通过龙门式驱动电机驱动龙门式支撑架在绕纱滑轨上移动,从而实现其沿着成型模具的长度方向移动,在龙门式支撑架的顶部设有一幅宽滑轨,幅宽滑轨上设有幅宽滑块,所述安装机构通过幅宽滑块可移动设置在龙门式支撑架上,幅宽驱动电机与所述安装机构连接,通过幅宽驱动电机驱动安装机构沿着成型模具的宽度方向移动。
36.进一步的,压纱系统包括压实机构以及翻转机构,并与压纱行走机构连接,由压纱行走机构驱动压纱系统沿着成型模具的长度方向行走;
37.所述压实机构包括压实板、水平横板、升降气缸和固定横梁,所述压实板沿着成型模具的宽度方向水平设置,且压实板的底面上安装有若干所述压实片,其上方水平设置有水平横板,在水平横板上方水平设置有固定横梁,所述升降电机安装在水平横板上,且升降电机的输出轴竖直向上设置并与固定横梁连接,固定横梁与压实板之间通过穿过所述水平横板的活动导向柱连接,且一活动导套套设在所述活动导向柱的外侧并与水平横板固定连接,通过升降气缸驱动压实板上下移动,从而带动压实片上下移动;
38.所述翻转结构与压实板连接,通过翻转结构将压实板翻转一定角度后进行压纱系统的保养与清洁。
39.进一步的,当所述绕纱行走机构为龙门式时,所述翻转机构采用第一翻转结构,包括翻转驱动板、第一固定底板以及第一气缸;
40.所述第一固定底板通过压纱行走机构滑动设置在成型模具宽度两侧,所述翻转驱动板安装在所述水平横板的长度两侧,所述第一固定底板设置在水平横板的长度两侧下方,在第一固定底板上位于水平横板的下方还安装有第一压纱固定架,且水平横板两端的同一侧分别与两个第一压纱固定架的顶部铰接,所述第一气缸倾斜设置在第一固定底板与翻转驱动板之间,且所述第一气缸的底部安装在所述第一固定底板上位于第一压纱固定架的外侧,其顶部的活塞杆与所述翻转驱动板铰连。
41.进一步的,所述绕纱行走机构还可以为悬臂式,包括单滑轨、移动电机、固定柜和一悬臂;
42.所述单滑轨安装在地面上位于所述支撑台的宽度一侧处,所述固定柜可移动安装在所述单滑轨上,所述移动电机的输出轴与固定柜连接,驱动固定柜沿着单滑轨来回移动,实现安装机构沿着成型模具的长度方向移动,所述悬臂垂直于固定柜并安装在固定柜靠近所述支撑台的一侧处,所述悬臂上还安装有等长的第一滑轨,所述安装机构通过悬臂滑块滑动连接在第一滑轨上,一悬臂电机的输出轴与安装机构连接,驱动安装机构沿着悬臂的第一滑轨移动,实现安装机构沿着成型模具的宽度方向移动。
43.进一步的,当所述绕纱行走机构为悬臂式时,所述翻转机构采用第二翻转结构,包括压刀横移机构、翻转驱动架、第二固定底板以及第二气缸;
44.所述压刀横移机构包括一横向驱动气缸、横移滑轨、横移滑块以及横移连接座,所述横移连接座安装在水平横板的顶面上,所述横移滑块与所述横移连接座连接;
45.所述第二固定底板通过压纱行走机构滑动设置在水平横板的两侧下方,在第二固
定底板上位于水平横板的下方还安装有第二压纱固定架,所述第二压纱固定架为π形,在两个第二压纱固定架顶面上位于水平横板的上方设置有翻转驱动架,所述翻转驱动架为匚形结构,包括水平驱动梁以及固定在所述水平驱动梁的底部两侧的竖向驱动柱,且竖向驱动柱的底部设置在第二压纱固定架顶部,翻转驱动架长度两端的同一侧分别与两个第二压纱固定架的顶部铰接,所述横移滑轨固定在水平驱动梁的底面上,且横移滑块设置在横移滑轨上,所述第二气缸倾斜设置,且第二气缸的底部安装在第二固定底板上,其顶部活塞杆穿过与所述第二压纱固定架并与所述水平驱动梁的中部铰连;
46.所述横向驱动气缸铰连在水平横板顶面一侧,其输出端与所述翻转驱动架连接,通过横向驱动气缸驱动水平横板在成型模具的宽度方向上小范围横移,即驱动压实板与压实刀在成型模具的宽度方向上小范围移动。
47.进一步的,所述压纱系统还包括一振动电机,所述振动电机安装在压实板上,利用振动电机驱动压实板振动,从而带动压实片振动。
48.本实用新型的优点在于:
49.1)本实用新型中的绕纱系统,利用绕纱行走机构实现安装机构沿着成型模具的长度方向移动以及实现安装机构沿着成型模具的宽度方向移动,从而实现一个铺纱组件即可在成型模具内完成经向铺纱与纬向铺纱,且在经向铺纱与纬向铺纱之间的换向通过整体定心换向机构实现,使得在整个铺纱过程中不需要剪断玻璃纤维纱,而铺纱管可以在成型模具的格栅成型腔内进行90
°
换向,可以在上行不离开格栅成型腔的情况下实现换向,避免铺纱管上抬造成玻璃纤维纱松散或断裂,避免格栅成型腔内边角处的玻璃纤维纱易被树脂冲散或产生偏移,最终导致成型玻璃钢模塑格栅的结构强度降低的问题,保证提升玻璃钢模塑格栅的结构强度;
50.2)本实用新型的压纱系统中,第一气缸倾斜设置,且所述第一气缸的底部安装在所述第一固定底板上,其顶部的活塞杆与所述翻转驱动板铰接,通过第一气缸驱动翻转驱动板上移或下降,从而带动水平横板以其铰接点为旋转线进行翻转上升或下放,从而便于后续进行压纱系统的保养与清洁;
51.3)本实用新型中的注胶系统包括带压储胶罐、储胶支撑台以及注胶管,通过带压储胶罐与注胶管实现树脂的带压注胶,且其浇注压力为0.05mpa时树脂的浇注稳定性能最佳;
52.4)本实用新型中的摆动组件采用齿轮传动时,第一摆动电机通过第一电机基座安装在大齿轮上,扇形齿轮与第一摆动电机的输出轴连接,第一摆动轴与连接板平行且固定连接,从动齿轮安装在第一摆动轴的端部并与扇形齿轮啮合,通过第一摆动电机驱动扇形齿轮旋转,从而通过从动齿轮驱动所述铺纱排以第一摆动轴为旋转线进行小幅度摆动,从而实现铺纱管的倾斜,最终在保护成型模具的成型腔内的下层纱线的同时保护铺纱管的端部,提高其铺纱精度与使用寿命;
53.5)本实用新型中,凸轮靠模水平设置,其限位槽为方形通槽,容纳铺纱排穿过,同时铺纱排的中心处的铺纱管与限位槽也同轴,驱动旋转电机使得旋转齿轮旋转,从而带动大齿轮与铺纱排进行旋转换向,而铺纱管是通过滑块滑动连接在两个滑杆之间,且相邻滑块之间还安装有水平设置的弹簧,利用弹簧的弹力将另外两个铺纱管外推至其外壁贴紧所述限位槽的内壁,同时限位槽的边长为第一、四突块之间的间距长,确保边缘两根铺纱管在
旋转的过程中会被弹簧推送至其不与突块接触,实现通过凸轮靠模使3根铺纱管在旋转换向的过程中,能够始终在格栅成型腔内改变3根铺纱管之间的距离,而不与突块干涉,防止铺纱管在成型模具成型腔内实现换向的过程中发生铺纱管损坏的情况,确保整机运行精准度,省去经向、纬向铺纱切换步骤,降低维护频率,提升加工效率;
54.6)本实用新型中,先采用绕纱系统对成型模具的格栅成型腔内进行铺纱,然后利用注胶系统对格栅成型腔中灌注树脂,最后通过压纱系统的压实板对格栅成型腔内树脂与纱进行压实与排气泡,增加振动电机以确保成型的玻璃钢模塑格栅中不会存在气泡,确保其结构强度。
附图说明
55.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
56.图1为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的绕纱系统结构图一。
57.图2为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的绕纱系统结构图二。
58.图3为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的绕纱系统结构图三。
59.图4为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的绕纱系统结构图四。
60.图5为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的连杆传动结构示意图。
61.图6为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的注胶系统结构图。
62.图7为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的注胶系统的部分结构示意图。
63.图8为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的龙门式结构示意图一。
64.图9为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的龙门式结构示意图二。
65.图10为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的龙门式结构示意图三。
66.图11为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的悬臂式结构示意图一。
67.图12为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的悬臂式结构示意图二。
68.图13为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的凸轮换向机构主视图。
69.图14为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的凸轮换向机构俯视图。
70.图15为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的凸轮换向机构侧视图。
71.图16为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的凸轮换向机构换向第一位置示意图。
72.图17为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的凸轮换向机构换向第二位置示意图。
73.图18为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的凸轮换向机构换向第三位置示意图。
74.图19为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的悬臂式压纱系统结构示意图一。
75.图20为本实用新型的一种用于玻璃钢模塑格栅成型的自动绕纱系统的悬臂式压纱系统结构示意图二。
具体实施方式
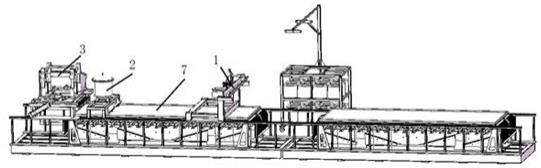
76.一种用于玻璃钢模塑格栅成型的自动绕纱系统1,包括成型模具7、绕纱系统1、注胶系统2、压纱系统3、绕纱行走机构4、注胶行走结构5和压纱行走机构6。
77.成型模具7水平安装在一支撑台9上,包括成型框与若干突块,且突块呈阵列分布且等距间隔设置在成型框内,使得成型框与突块之间形成格栅成型腔,且该格栅成型腔具有在水平面上相互垂直设置的若干横向槽与纵向槽,且横向槽沿成型模具7长度方向延伸,纵向槽则沿成型模具7宽度方向延伸。
78.如图1~4所示,绕纱系统1,设置在成型模具7的上方一侧处,包括安装在绕纱行走机构4上的铺纱组件11、摆动组件12、整体定心换向机构13以及安装机构14,用于对成型模具7的格栅成型腔内进行铺纱。
79.其中,铺纱组件11,设置在成型模具7的上方,包括铺纱排,铺纱排包括水平设置的连接板112和3个竖向设置的铺纱管111,且3个铺纱管111并列设置在连接板112上,且3个铺纱管111的底部分别置于一横向槽内的相邻3个纵向槽中,或分别置于一纵向槽内的相邻3个横向槽中,且储纱件与铺纱管111均连接。
80.摆动组件12,与铺纱排连接,驱动铺纱排进行小幅度摆动。
81.摆动组件12采用齿轮传动,包括第一摆动电机121、扇形齿轮122、从动齿轮123和第一摆动轴124。
82.第一摆动电机121通过第一电机基座125安装在大齿轮1313上,扇形齿轮122与第一摆动电机121的输出轴连接;
83.连接板112的中部留有容纳铺纱管111穿过的铺纱通道,连接板112的两端均固定连接有第一摆动轴124,第一摆动轴124的两侧均安装一安装座125,从动齿轮123安装在第一摆动轴124的端部位于一安装座125的外侧,并与扇形齿轮122啮合,通过第一摆动电机121驱动扇形齿轮122旋转,从而通过从动齿轮123驱动铺纱排以第一摆动轴124为旋转线进行小幅度摆动。
84.整体定心换向机构13,用于驱动铺纱管111在成型模具7的格栅成型腔内进行90
°
换向。
85.如图13所示,图中显示的为将设置在横向槽内的相邻3个纵向槽中的3个铺纱管111,如图16所示,换向成置于纵向槽内的相邻3个横向槽中的3个铺纱管111,如图18所示,换向过程如图17所示。
86.整体定心换向机构13采用凸轮换向机构,具体包括:
87.旋转机构131,包括旋转电机1311、旋转齿轮1312和大齿轮1313,旋转电机1311通过一旋转电机1311支撑座安装在l形支撑板142的竖直部上,旋转齿轮1312与旋转电机1311的输出轴连接,大齿轮1313水平设置在安装通道处,且大齿轮1313与l形支撑板142之间还设有第一轴承。
88.两个安装座125的底部均固定连接在大齿轮1313的顶面上。
89.如图13~15所示的凸轮靠模132,包括一矩形底板1321,在矩形底板1321中部留有一圆角正方形结构通道,在矩形底板1321中部位于圆角正方形结构通道的外侧垂直固定有一圆角正方形结构环1322,使得矩形底板1321与圆角正方形结构环1322形成
⊥
形,且圆角正方形结构环1322内腔与圆角正方形结构通道同轴且互相连通,形成一容纳铺纱排穿过的方形通槽,即为限位槽1323,同时铺纱排的中心处的铺纱管111与限位槽1323也同轴。
90.连接板112顶面上位于铺纱通道的两侧还设有与其长度方向一致的滑杆113。
91.3个铺纱管111通过滑块114滑动连接在两个滑杆113之间,且相邻滑块之间还安装有水平设置的弹簧115,通过弹簧115将另外两个铺纱管111外推至其外壁贴紧限位槽1323的内壁。
92.将凸轮靠模132水平设置,将其圆角正方形结构环1322自下而上穿过大齿轮1313至矩形底板1321的顶面与l形支撑板142的水平部底端接触时停止并固定,驱动旋转电机1311使得旋转齿轮1312旋转,从而带动大齿轮1313与铺纱排旋转换向。
93.成型模具7上,位于同一排的相邻四个突块分别为第一、二、三、四突块,第一、四突块之间的间距为限位槽1323的边长。
94.安装机构14,设置在绕纱行走机构4上位于成型模具7的上方,用于安装铺纱组件11、摆动组件12以及整体定心换向机构13。
95.安装机构14包括一竖向支撑板141、一l形支撑板142和丝杆升降机143。
96.在竖向支撑板141上设有竖向设置的升降滑轨,l形支撑板142的竖直部通过升降滑块与升降滑轨滑动连接,且l形支撑板142与竖向支撑板141通过一丝杆升降机143连接,通过丝杆升降机143驱动l形支撑板142在竖直方向上的上升或下降。
97.l形支撑板142的水平部中央还贯通开设有一安装通道。
98.如图5所示,摆动组件12还可以采用连杆、链或者带传动,实用性高,这里为采用连杆传动,包括第二摆动电机126、第一摆臂127、第二摆臂和连杆128,且第一、二摆臂竖直设置,连杆128水平设置,且连杆128为腰型板,且在其长度两侧分别开设有连杆的连接孔。
99.连接板112的两端固定连接有第二摆动轴,第二摆动电机126通过第二电机基座125安装在大齿轮1313上,且第二摆动电机126与第二摆动轴互相平行。
100.在第一摆臂127底部开设有第一安装孔,在第一安装孔内壁、第一电机轴套129内壁与第一摆动电机121的输出轴外壁上均设有第一键槽,将第一电机轴套129设置在第一摆臂127与第一摆动电机121之间,且三个第一键槽内插接有第一键,从而将第一摆臂127的底部通过第一电机轴套129安装在第一摆动电机121的输出轴处;
101.第二摆臂的底部与第二摆动轴靠近第一摆臂127的一端处固定连接,第一摆臂127与第二摆臂的顶部通过销轴轴套130与第二轴承转动连接有连杆128。
102.销轴轴套130上位于第一、二摆臂的两侧均通过连杆的连接孔安装有一连杆128,以提高整体结构的运行稳定性能。
103.注胶系统2,设置在成型模具7上方位于绕纱系统1与压纱系统3之间 ,用于对格栅成型腔中灌注树脂。
104.注胶系统2包括带压储胶罐21、储胶支撑台22以及注胶管23。
105.储胶支撑台22设置在成型模具7的长度一侧上方,并通过注胶行走结构5驱动其沿着成型模具7的长度方向行走,带压储胶罐21安装在储胶支撑台22顶部,注胶管23通过注胶支撑杆安装在储胶支撑台22上靠近成型模具7的一侧处,且注胶管23通过一注胶管与所处带压储胶罐21连接。
106.具体如图6-7所示,注胶管23水平设置,包括外管231与内管232。
107.外管231的顶部中央设有一与外管231内部连通的暴露开口233,其顶部位于暴露开口233的两侧还开设有压紧孔,其底部沿着其长度方向开设有一等长的、与外管231内部连通的条状开口。
108.内管232包括一两端密闭的空心圆柱形结构本体,其顶部中央开设有一与其内部连通的连接开口235,其底部中央开设有一与其内部连通的出胶口,其底部位于出胶口的两侧还设有卡接在注胶支撑杆上的支撑支杆234。
109.将内管232穿进外管231内部,使得支撑支杆234置于条状开口外侧,且连接开口235置于暴露开口233内,压紧螺钉236穿过压紧孔至将内管232外壁底端与外管231内壁底端贴紧时停止,一管道接头238的底部通过一垫片穿过暴露开口233并安装在连接开口235处,管道接头238的顶部与带压储胶罐21之间安装注胶管23,且管道接头238的外壁上设有挂钩翼沿,一快拆抱箍237安装在外管231外部,并将其挂钩搭载在挂钩翼沿处。
110.如图8-10所示,压纱系统3设置在成型模具7的另一侧上方,压纱系统3包括压实机构以及翻转机构,并与压纱行走机构6连接,通过压纱行走机构6驱动压纱系统3沿着成型模具7的长度方向行走,通过压实板32对格栅成型腔内树脂与纱进行压实与排气泡,通过翻转结构31将压实板32翻转至暴露出压实片,进行压纱系统3的保养与清洁。
111.压实机构包括压实板32、水平横板35、升降气缸38和固定横梁37,压实板32沿着成型模具7的宽度方向水平设置,且压实板32的底面上安装有若干压实片34,其上方水平设置有水平横板35。
112.在水平横板35上方水平设置有固定横梁37,升降气缸38安装在水平横板上,且升降气缸38的输出轴竖直向上设置并与固定横梁37连接,固定横梁37与压实板32之间通过穿过水平横板35的活动导向柱连接,且一活动导套套设在活动导向柱的外侧并与水平横板35固定连接,通过升降气缸38驱动压实板32上下移动,从而带动压实片34上下移动;
113.振动电机安装在压实板32上,利用振动电机驱动压实板32振动,同时带动压实片34振动。
114.翻转结构与压实板32连接,通过翻转结构将压实板32翻转一定角度后进行压纱系统的保养与清洁。
115.注胶行走结构5包括注胶滑轨。
116.绕纱行走机构4可以为龙门式,较悬臂式绕纱行走机构的结构稳定性更高,后续铺纱加工精准度更高,包括绕纱滑轨41和龙门式支撑架42。
117.在实际安装使用时,注胶行走结构5与绕纱行走机构4可以共用一个滑轨,也可以不共用,在本实施例中为公用滑轨,也就是说,绕纱滑轨41即为注胶滑轨,即储胶支撑台22也通过注胶滑块滑动设置在绕纱滑轨41上。
118.压纱行走机构6也与绕纱行走机构4共用一个滑轨,也就是说,绕纱滑轨41即为压纱滑轨,即压纱系统3也通过压纱滑块滑动设置在绕纱滑轨41上,且压纱系统3采用第一翻转结构31。
119.绕纱滑轨41铺设在支撑台9上位于成型模具7的宽度两侧处,龙门式支撑架42设置在绕纱滑轨41上位于成型模具7的长度一侧处,龙门式支撑架42为一l形结构,包括水平且对称设置在绕纱滑轨41位于成型模具7宽度两侧的龙门式支撑底板,且龙门式支撑底板通过支撑滑块滑动设置在绕纱滑轨41上。
120.每个龙门式支撑底板上均相邻安装有一长支柱以及一矮支柱,且长支柱与矮支柱之间连接有短水平梁,且两个龙门式支撑底板上的矮支柱之间与长支柱之间均连接有长水平梁,且长水平梁与成型模具7的顶部之间留有间隙。
121.在龙门式支撑架42的顶部位于两个长支柱之间还设有一幅宽滑轨43,幅宽滑轨43上设有幅宽滑块。
122.一龙门式驱动电机与龙门式支撑架42连接,通过龙门式驱动电机驱动龙门式支撑架42在绕纱滑轨41上移动,从而实现其沿着成型模具7的长度方向移动。
123.安装机构14与幅宽滑块固定连接,通过幅宽滑块可移动设置在龙门式支撑架42上,幅宽驱动电机与安装机构14连接,通过幅宽驱动电机驱动安装机构14沿着成型模具7的宽度方向移动。
124.储胶支撑台22也与龙门式驱动电机连接,通过龙门式驱动电机驱动储胶支撑台22与注胶管23在绕纱滑轨41上移动。
125.第一翻转机构31包括翻转驱动板311、第一固定底板312以及第一气缸313;
126.第一固定底板312通过压纱滑块滑动设置在绕纱滑轨41上位于成型模具1宽度两侧,翻转驱动板311为z形板,其一侧安装在水平横板35的长度两侧,另一侧向外延伸。
127.第一固定底板312设置在水平横板35的长度两侧下方,在第一固定底板312上位于水平横板35的下方还安装有第一压纱固定架314,且水平横板35两端的同一侧分别与两个第一压纱固定架314的顶部铰接,第一气缸313倾斜设置在第一固定底板312与翻转驱动板311之间,且第一气缸313的底部安装在第一固定底板312上位于第一压纱固定架314的外侧,其顶部的活塞杆与翻转驱动板311的另一侧底部铰连,通过第一气缸313驱动翻转驱动板311上移或下降,从而带动水平横板35以其铰接点为旋转线进行翻转。
128.如图11-12所示,绕纱行走机构4也可以为悬臂式,包括单滑轨'、移动电机42'、固定柜43'和一悬臂44'。
129.单滑轨'安装在地面上位于支撑台9的宽度一侧处,固定柜43'为一矩形结构柜,并可移动安装在单滑轨'上,移动电机42'的输出轴与固定柜43'连接,驱动固定柜43'沿着单滑轨'来回移动,实现安装机构14沿着成型模具7的长度方向移动。
130.悬臂44'垂直于固定柜43'并安装在固定柜43'靠近支撑台9的一侧处,悬臂44'上
还安装有等长的第一滑轨,安装机构14通过悬臂44'滑块滑动连接在第一滑轨上,一悬臂44'电机的输出轴与安装机构14连接,驱动安装机构14沿着悬臂44'的第一滑轨移动,实现安装机构14沿着成型模具7的宽度方向移动。
131.在固定柜43'的顶部还安装有一支架,在支架上安装有导纱杆,用于将筒纱上缠绕的玻璃纤维纱进行导纱输送进铺纱管内。
132.此时,压纱行走机构包括压纱滑轨6'以及压纱电机,压纱滑轨6'铺设在地面上位于支撑台9的宽度两侧处,压纱滑块设置在压纱滑轨6'上,压纱电机的输出轴与第一压纱固定架8连接,并通过压纱电机驱动第一压纱固定架8与压实板32移动。
133.此时注胶行走结构5与压纱行走机构6不合用,压纱行走机构6与绕纱行走机构4不合用。
134.压纱行走机构6包括压纱滑轨、压纱滑块以及压纱电机,且压纱滑轨设置在地面上位于成型模具的宽度两侧,压纱滑块设置在压纱滑轨上,压纱电机的输出轴与第二固定底板332连接,并通过压纱电机驱动第二固定底板332与压实板32移动。
135.此时翻转机构采用第二翻转结构33,如图19-20所示,包括压刀横移机构、翻转驱动架331、第二固定底板332以及第二气缸333;
136.压刀横移机构包括一横向驱动气缸334、横移滑轨335、横移滑块336以及横移连接座338,横移连接座338安装在水平横板35的顶面上,横移滑块336与横移连接座338连接;
137.第二固定底板332设置在压纱滑块上并处于水平横板35的两侧下方,在第二固定底板332上位于水平横板35的下方还安装有第二压纱固定架337,第二压纱固定架337为π形;
138.在两个第二压纱固定架337顶面上位于水平横板35的上方设置有翻转驱动架331;
139.翻转驱动架331为匚形结构,包括水平驱动梁以及固定在水平驱动梁的底部两侧的竖向驱动柱,且竖向驱动柱的底部设置在第二压纱固定架顶部;
140.翻转驱动架331长度两端的同一侧分别与两个第二压纱固定架337的顶部铰接,横移滑轨335固定在水平驱动梁的底面上,且横移滑块336设置在横移滑轨335上,第二气缸333倾斜设置,且第二气缸333的底部安装在第二固定底板332上,其顶部活塞杆穿过与第二压纱固定架337并与水平驱动梁的中部铰连;
141.横向驱动气缸334铰连在水平横板35顶面一侧,其输出端与翻转驱动架331连接,通过横向驱动气缸334驱动水平横板35在成型模具1的宽度方向上小范围横移,即驱动压实板34与压实刀32在成型模具1的宽度方向上小范围移动。
142.本专利的工作原理:
143.工作时,首先绕纱:通过龙门式驱动电机驱动龙门式支撑架42沿着成型模具7的长度方向移动,通过幅宽驱动电机驱动安装机构14沿着成型模具7的宽度方向移动,驱动铺纱排进入成型模具7的格栅成型腔上方,利用丝杆升降机143驱动l形支撑板142下降至铺纱排的铺纱管111到达格栅成型腔内导纱位置,将铺纱管111利用丝杆升降机143与龙门式驱动电机同时再次下降并朝向行走方向移动,并且同时通过摆动组件12将铺纱管111向行走方向倾斜30~60
°
,防止铺纱管111刮到纱线,然后通过幅宽驱动电机驱动铺纱排实现铺纱管111在成型腔内的一宽度方向上的一列铺纱,通过丝杆升降机143驱动铺纱管111上抬,同时驱动摆动组件12,将铺纱管111在不离开格栅成型腔的情况下摆动至竖直状态,然后通过龙
门式驱动电机驱动铺纱排沿着成型模具7的长度方向移动至下一列,再次将铺纱管111利用丝杆升降机143与龙门式驱动电机同时再次下降并朝向行走方向移动,并且同时通过摆动组件12将铺纱管111向行走方向倾斜30~60
°
,通过幅宽驱动电机驱动铺纱排实现铺纱管111在成型腔内的下一列铺纱,以此类推直至格栅成型腔内所有列均被铺纱,此时利用整体定心换向机构13使得铺纱管111在成型模具7的格栅成型腔内进行整体90
°
换向,且在换向过程中铺纱管111的下端始终不离开格栅成型腔,利用与幅宽方向铺纱一致的操作实现铺纱管111的倾斜,并利用龙门式驱动电机驱动铺纱管111沿着成型模具7的长度方向移动,从而实现一排铺纱,将铺纱管111上抬并摆动至竖直状态,通过幅宽驱动电机驱动铺纱排沿着成型模具7的宽度方向移动至下一排,通过摆动组件12向行走方向倾斜30~60
°
,重复上述步骤直至完成格栅成型腔内所有排的铺纱,铺纱结束。
144.其次注胶:通过注胶电机驱动注胶系统2在绕纱滑轨41上沿着成型模具7的长度方向移动,同时,带压储胶罐21内的树脂自注胶管23的出胶口处流出并注入成型模具7的格栅成型腔内,直至格栅成型腔内的树脂量符合要求时停止,浇注压力为0.05mpa时树脂的浇注稳定性能最佳。
145.最后压纱:通过压纱电机驱动压纱系统3在压纱导轨上沿着成型模具7的长度方向移动,至压实板32完全置于格栅成型腔的上方时停止, 通过升降气缸38驱动压实板32向下移动至压实片34与玻璃钢格栅纱接触时停止,并打开振动电机,对玻璃钢格栅纱进行振动压实与排出树脂中的气泡。
146.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1