一种高速粒子载带成型机成型机构高度可调装置的制作方法
1.本实用新型涉及载带成型机技术领域,具体为一种高速粒子载带成型机成型机构高度可调装置。
背景技术:
2.现有高速粒子载带成型机成型机构模具高度均为不可调节,模具中心水平高度与挤出机出料口水平位置为固定高度,更换不同直径的模具时,模具的中心水平高度与挤出机出料口水平位置需要调节,且现有技术中,载带成型机构一般固定在水平平面上,而且只有x轴与y轴方向可以调节,要调整模具与挤出机出料口的高度差只能调节挤出机的高度,挤出机体积笨重,同时调节时还需要注意挤出机的水平,否则会影响产品的质量,调节相对麻烦、而且调节时间过长。
3.而在公开号为cn210679612u的申请文件中就提及到一种高速粒子载带成型机成型机构高度可调装置,且该装置调节装置在调节高度时仅需要松开成型电机与主轴之间的同步轮,然后通过环形手柄转动丝杆调节成型面板的高度,从而实现调节模具高度的目的,节省了大量的调节时间,提升了产品的良率,但是该装置的高度调节手段为手动调节,存在不够便利、稳定可靠以及精确度低的缺陷,需要得到优化。
4.因此,需要设计一种高速粒子载带成型机成型机构高度可调装置来解决上述背景技术中的问题。
技术实现要素:
5.本实用新型的目的在于提供一种高速粒子载带成型机成型机构高度可调装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种高速粒子载带成型机成型机构高度可调装置,包括活动安装在高速粒子载带成型机箱前侧面的载带成型模具和活动安装在高速粒子载带成型机箱内部的自动调高台,所述自动调高台的顶部设置有驱动载带成型模具作业的模具传动组件,且自动调高台四周贯穿设置有调高台传动组件,同时调高台传动组件主要由传动丝杆和滑杆组合而成,与此同时传动丝杆的顶端通过联轴器固定连接有伺服电机,且传动丝杆的底端套装有活动底座。
8.作为本实用新型优选的方案,所述伺服电机的顶部固定安装有安装机架,且安装机架、活动底座和高速粒子载带成型机箱通过第一螺栓固定连接。
9.作为本实用新型优选的方案,所述滑杆包括有第一滑杆本体、第二滑杆本体、第三滑杆本体和第四滑杆本体,且第一滑杆本体、第二滑杆本体、第三滑杆本体和第四滑杆本体的顶端、底端均分别固定安装有上安装座、下安装座,同时上安装座、下安装座和高速粒子载带成型机箱通过第二螺栓固定连接。
10.作为本实用新型优选的方案,所述模具传动组件包括有固定安装在自动调高台顶
部的驱动电机和减速机,且驱动电机和减速机通过传动轴转动连接,同时减速机和载带成型模具通过成型轴转动连接。
11.作为本实用新型优选的方案,所述驱动电机的顶部、底部分别固定安装有接线盒、电机座,且成型轴的外表面套装有固定轴承座、活动轴承座,同时固定轴承座、活动轴承座分别固定安装在自动调高台的顶面、高速粒子载带成型机箱的前侧面。
12.作为本实用新型优选的方案,所述自动调高台的内部贯穿开设有丝杆螺孔、第一限位滑孔、第二限位滑孔、第三限位滑孔和第四限位滑孔,且第一限位滑孔、第二限位滑孔、第三限位滑孔、第四限位滑孔分别位于自动调高台靠近四角处,同时第一滑杆本体、第二滑杆本体、第三滑杆本体、第四滑杆本体分别贯穿第一限位滑孔、第二限位滑孔、第三限位滑孔、第四限位滑孔的内部。
13.作为本实用新型优选的方案,所述载带成型模具主要由模具本体、外端盖和轴端盖组合而成,且外端盖、轴端盖分别位于模具本体 的两端面,在模具本体、外端盖靠近四周沿口处分别贯穿开设有第一穿孔、第二穿孔,且轴端盖靠近模具本体一端面四周沿口处固定安装有安装轴杆,同时安装轴杆贯穿第一穿孔和第二穿孔的内部,与此同时安装轴杆远离轴端盖一端螺旋安装有限位螺母。
14.与现有技术相比,本实用新型的有益效果是:
15.1.本实用新型中,对载带成型模具进行调高时,启动伺服电机,且伺服电机通过联轴器带动传动丝杆进行转动,从而可利用丝杆传动的原理带动自动调高台在滑杆的外表面上下滑动,由于自动调高台的顶部设置有驱动载带成型模具作业的模具传动组件,那么在自动调高台升降的同时载带成型模具也随之上下升降,进而实现载带成型模具的自动高度调节,较于手动调高其更为便利、稳定可靠、精确度高。
附图说明
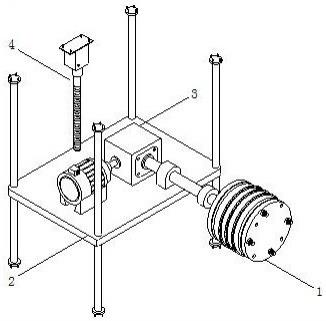
16.图1为本实用新型的整体俯视立体外部结构示意图;
17.图2为本实用新型中的调高台传动组件俯视立体放大结构示意图;
18.图3为本实用新型中的自动调高台俯视立体放大结构示意图;
19.图4为本实用新型中的模具传动组件俯视立体放大结构示意图;
20.图5为本实用新型中的载带成型模具俯视立体拆解结构示意图;
21.图中:1、载带成型模具;11、模具本体;111、第一穿孔;12、外端盖;121、第二穿孔;13、轴端盖;131、安装轴杆;132、限位螺母;2、自动调高台;21、丝杆螺孔;22、第一限位滑孔;23、第二限位滑孔;24、第三限位滑孔;25、第四限位滑孔;3、模具传动组件;31、驱动电机;311、接线盒;312、电机座;32、减速机;33、传动轴;34、成型轴;341、固定轴承座;342、活动轴承座;4、调高台传动组件;41、传动丝杆;411、联轴器;412、伺服电机;4121、安装机架;4122、第一螺栓;413、活动底座;42、滑杆;421、第一滑杆本体;422、第二滑杆本体;423、第三滑杆本体;424、第四滑杆本体;425、上安装座;426、下安装座;427、第二螺栓。
具体实施方式
22.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,
基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1-5本实用新型提供一种技术方案:
24.一种高速粒子载带成型机成型机构高度可调装置,包括活动安装在高速粒子载带成型机箱前侧面的载带成型模具1和活动安装在高速粒子载带成型机箱内部的自动调高台2,自动调高台2的顶部设置有驱动载带成型模具1作业的模具传动组件3,且自动调高台2四周贯穿设置有调高台传动组件4,同时调高台传动组件4主要由传动丝杆41和滑杆42组合而成,与此同时传动丝杆41的顶端通过联轴器411固定连接有伺服电机412,且传动丝杆41的底端套装有活动底座413。
25.其中,伺服电机412的顶部固定安装有安装机架4121,且安装机架4121、活动底座413和高速粒子载带成型机箱通过第一螺栓4122固定连接;滑杆42包括有第一滑杆本体421、第二滑杆本体422、第三滑杆本体423和第四滑杆本体424,且第一滑杆本体421、第二滑杆本体422、第三滑杆本体423和第四滑杆本体424的顶端、底端均分别固定安装有上安装座425、下安装座426,同时上安装座425、下安装座426和高速粒子载带成型机箱通过第二螺栓427固定连接,对载带成型模具1进行调高时,启动伺服电机412,且伺服电机412通过联轴器411带动传动丝杆41进行转动,从而可利用丝杆传动的原理带动自动调高台2在滑杆42的外表面上下滑动,由于自动调高台2的顶部设置有驱动载带成型模具1作业的模具传动组件3,那么在自动调高台2升降的同时载带成型模具1也随之上下升降,进而实现载带成型模具1的自动高度调节,较于手动调高其更为便利、稳定可靠、精确度高,而对载带成型模具1的高度进行调节后,驱动电机31启动,利用传动轴33带动减速机32运行,同时减速机32通过成型轴34带动载带成型模具1进行转动,并对挤出机导出的载带物料进行挤压成型,以此完成载带的成型加工生产。
26.在该实施例中,请参照图3,自动调高台2的内部贯穿开设有丝杆螺孔21、第一限位滑孔22、第二限位滑孔23、第三限位滑孔24和第四限位滑孔25,且第一限位滑孔22、第二限位滑孔23、第三限位滑孔24、第四限位滑孔25分别位于自动调高台2靠近四角处,同时第一滑杆本体421、第二滑杆本体422、第三滑杆本体423、第四滑杆本体424分别贯穿第一限位滑孔22、第二限位滑孔23、第三限位滑孔24、第四限位滑孔25的内部,且将通过设置的第一滑杆本体421、第二滑杆本体422、第三滑杆本体423、第四滑杆本体424分别贯穿第一限位滑孔22、第二限位滑孔23、第三限位滑孔24、第四限位滑孔25的内部,可在自动调高台2升降过程中对其进行限位,可保障自动调高台2升降过程中的平稳性。
27.在该实施例中,请参照图4,模具传动组件3包括有固定安装在自动调高台2顶部的驱动电机31和减速机32,且驱动电机31和减速机32通过传动轴33转动连接,同时减速机32和载带成型模具1通过成型轴34转动连接;驱动电机31的顶部、底部分别固定安装有接线盒311、电机座312,且成型轴34的外表面套装有固定轴承座341、活动轴承座342,同时固定轴承座341、活动轴承座342分别固定安装在自动调高台2的顶面、高速粒子载带成型机箱的前侧面,且通过设置的减速机32可使得模具传动组件3具备调速的功能。
28.在该实施例中,请参照图5,载带成型模具1主要由模具本体11、外端盖12和轴端盖13组合而成,且外端盖12、轴端盖13分别位于模具本体11 的两端面,在模具本体11、外端盖12靠近四周沿口处分别贯穿开设有第一穿孔111、第二穿孔121,且轴端盖13靠近模具本体
11一端面四周沿口处固定安装有安装轴杆131,同时安装轴杆131贯穿第一穿孔111和第二穿孔121的内部,与此同时安装轴杆131远离轴端盖13一端螺旋安装有限位螺母132,且通过设置的第一穿孔111和第二穿孔121、安装轴杆131和限位螺母132可使得模具本体1的拆装更为方便快捷。
29.工作原理:对载带成型模具1进行调高时,启动伺服电机412,且伺服电机412通过联轴器411带动传动丝杆41进行转动,从而可利用丝杆传动的原理带动自动调高台2在滑杆42的外表面上下滑动,由于自动调高台2的顶部设置有驱动载带成型模具1作业的模具传动组件3,那么在自动调高台2升降的同时载带成型模具1也随之上下升降,进而实现载带成型模具1的自动高度调节,而对载带成型模具1的高度进行调节后,驱动电机31启动,利用传动轴33带动减速机32运行,同时减速机32通过成型轴34带动载带成型模具1进行转动,并对挤出机导出的载带物料进行挤压成型,以此完成载带的成型加工生产,有一定的推广价值。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1