一种用于制造塑料颗粒的造粒装置的制作方法
1.本实用新型涉及塑料颗粒生产领域,特别涉及一种用于制造塑料颗粒的造粒装置。
背景技术:
2.塑料颗粒制造工序一般为:将塑料粉末高温熔化形成胶料,之后将胶料塑形成长条状再进行裁切形成塑料颗粒,现有技术中,胶料塑形工序一般为挤压成型,即在一个密闭的空间中挤压胶料使胶料穿过筛板的多个筛孔,形成长条状,筛孔的大小与最终成型的塑料颗粒的大小相关,当塑料颗粒越小时,对应的筛孔也越小,孔径越小则需要对胶料实施的挤压力则越大,导致经常出现因筛孔孔径较小导致挤压力不足而无法正常造粒的问题出现。
技术实现要素:
3.本实用新型的主要目的是提出一种用于制造塑料颗粒的造粒装置,旨在优化造粒装置的筛网结构,避免出现挤压力不足的现象。
4.为实现上述目的,本实用新型提出一种用于制造塑料颗粒的造粒装置,包括:
5.架体;
6.料筒,所述料筒横向架设于架体,料筒上侧设有与料筒内部空间通连的料斗,胶料可经料斗进入料筒中;
7.枢转轴,所述枢转轴可枢转设于料筒内部,并可相对料筒做枢转动作,枢转轴前端固定缠绕有螺旋叶,料筒内部的胶料可通过枢转轴与螺旋叶的配合朝料筒的后端开口移动;
8.多个筛网,多个所述筛网间隔固定于料筒内部对应靠近料筒前端开口的位置,多个筛网上的筛孔的形状不同,枢转轴的后端可活动穿过筛网的中部,且枢转轴对应筛网前侧的位置固定套设有压刀,所述压刀可在随枢转轴枢转的过程中挤压料筒内部的胶料使胶料穿过筛孔;
9.切刀,所述切刀固定套设于枢转轴后端端部,可在随枢转轴枢转的过程中将穿过圆形筛孔的胶料切除形成塑料颗粒,以及
10.驱动机构,所述驱动机构设于所述架体,用于驱动枢转轴做枢转动作。
11.本实用新型技术方案在架体上架设了料筒,料筒上设置有与料筒内部空间通连的料斗,在料筒内部可枢转设置了枢转轴,并可通过驱动机构驱动枢转轴相对料筒做枢转动作,在枢转轴上套设了可随枢转轴枢转的螺旋叶、压刀以及切刀,在料筒内部对应后端开口处设置了多个具有不同形状筛孔的筛网,工作时,将胶料经料斗倒入料筒内部,驱动机构驱动枢转轴做枢转,枢转过程中可配合螺旋叶使料筒内部的胶料朝料筒的后端开口处移动,移动过程中可通过压刀进一步推挤使胶料穿过筛网,最后通过位于筛网后侧的切刀将胶料裁切,形成颗粒,与传统的相比,本实用新型通过多个具有不同形状筛孔的筛网来降低挤压
胶料前行的挤压力,优化了筛网结构,避免了出现挤压力不足的现象发生。
附图说明
12.图1为本实用新型第一立体图;
13.图2为本实用新型第二立体图;
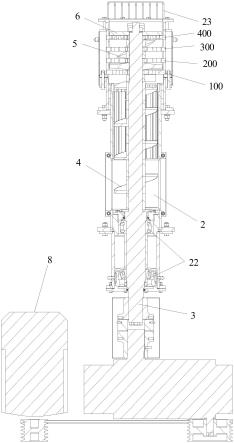
14.图3为本实用新型剖视图。
具体实施方式
15.下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后、顶、底、内、外、垂向、横向、纵向,逆时针、顺时针、周向、径向、轴向
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示) 下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
17.另外,若本实用新型实施例中有涉及“第一”或者“第二”等的描述,则该“第一”或者“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
18.本实用新型提出一种用于制造塑料颗粒的造粒装置。
19.本实用新型实施例中,如图1至3所示,该用于制造塑料颗粒的造粒装置包括架体、料筒、枢转轴、多个筛网、切刀以及驱动机构。
20.其中,所述料筒2横向架设于架体1,料筒2上侧设有与料筒2内部空间通连的料斗21,胶料可经料斗21进入料筒2中;所述枢转轴3可枢转设于料筒2内部,并可相对料筒2做枢转动作,枢转轴3前端固定缠绕有螺旋叶4,料筒2内部的胶料可通过枢转轴3与螺旋叶4的配合朝料筒2的后端开口移动;多个所述筛网间隔固定于料筒2内部对应靠近料筒2前端开口的位置,多个筛网上的筛孔的形状不同,枢转轴3的后端可活动穿过筛网的中部,且枢转轴3 对应筛网前侧的位置固定套设有压刀5,所述压刀5可在随枢转轴3枢转的过程中挤压料筒2内部的胶料使胶料穿过筛孔;所述切刀6固定套设于枢转轴3 后端端部,可在随枢转轴3枢转的过程中将穿过圆形筛孔的胶料切除形成塑料颗粒;所述驱动机构8设于所述架体1,用于驱动枢转轴3做枢转动作。
21.本实用新型技术方案在架体上架设了料筒,料筒上设置有与料筒内部空间通连的料斗,在料筒内部可枢转设置了枢转轴,并可通过驱动机构驱动枢转轴相对料筒做枢转动作,在枢转轴上套设了可随枢转轴枢转的螺旋叶、压刀以及切刀,在料筒内部对应后端开口处设置了多个具有不同形状筛孔的筛网,工作时,将胶料经料斗倒入料筒内部,驱动机构驱动枢转轴做枢转,枢转过程中可配合螺旋叶使料筒内部的胶料朝料筒的后端开口处移动,
移动过程中可通过压刀进一步推挤使胶料穿过筛网,最后通过位于筛网后侧的切刀将胶料裁切,形成颗粒,与传统的相比,本实用新型通过多个具有不同形状筛孔的筛网来降低挤压胶料前行的挤压力,优化了筛网结构,避免了出现挤压力不足的现象发生。
22.具体的,所述筛网与所述料筒2为一体成型结构或者为可拆卸连接结构,为可拆卸连接结构时,所述筛网通过螺钉锁定或者通过第一卡扣结构固定于料筒2内。
23.具体的,所述螺旋叶4与枢转轴3为一体成型结构或者为可拆卸连接结构,为可拆卸连接结构时,螺旋叶4通过螺钉锁定或者通过第二卡扣机构固定在枢转轴3上。
24.具体的,所述压刀5与枢转轴3为一体成型结构或者为可拆卸连接结构,为可拆卸连接结构时,压刀5通过螺钉锁定或者通过第三卡扣结构固定在枢转轴3上。
25.具体的,所述切刀6与所述枢转轴3为一体成型结构或者为可拆卸连接结构,为可拆卸连接结构时,切刀6通过螺钉锁定或者通过第四卡扣结构固定在枢转轴3上。
26.具体的,所述筛网整体呈圆形板状,包括第一筛网100、第二筛网200、第三筛网300、以及第四筛网400,依次间隔分布,第一筛网100位于最前侧,第四筛网400位于最后侧,第一筛网100、第二筛网200以及第三筛网300的筛孔形状为具有弧度的长条状,第四筛网400的筛孔为圆形。
27.具体的,第一筛网100、第二筛网200以及第三筛网300的筛孔的大小依次递减,即第一筛网100的筛孔大于第二筛网200的筛孔,第二筛网200的筛孔大于第三筛网300的筛孔。
28.具体的,枢转轴3通过多个轴承22可枢转安装于料筒2内部,所述轴承 22活动套设于枢转轴3前端,轴承22的外侧与料筒2的内侧壁固定连接。
29.具体的,所述枢转轴3的前端端部穿过料筒2的前端裸露在外,所述驱动机构8为伺服电机,伺服电机的旋转端与枢转轴3的前端端部固定连接,或者伺服电机的旋转端通过传动皮带以及传动件的配合与枢转轴3的前端实现传动连接。
30.具体的,料筒2的后端开口设有保护网23,以避免切刀6对人体造成损伤。
31.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1