吸塑机冷却机构的制作方法
1.本实用新型涉及吸塑领域,尤其涉及吸塑机冷却机构。
背景技术:
2.在吸塑产品生产制造中,塑料产品在模具塑形后需要对其表面进行冷却,现有技术中常常通过喷水进行水冷,在冷却过程中会由于模具冷却不均造成吸塑产品表面产生冷料痕及条纹,在吸塑前,片材加热温度太高也会造成吸塑产品表面产生冷料痕及条纹,有时需要对片材提前进行冷却处理,现有机器受结构影响很难做到这一点,同时吸塑机中飘荡的灰尘也会影响成品质量,因此急需一种吸塑机构冷却设备解决上述问题。
技术实现要素:
3.针对现有技术的不足,本实用新型提出一种吸塑机冷却机构,包括支撑架,所述支撑架上设置有支撑板,所述支撑板上设置有支撑外壳,还包括
4.吸塑机构,所述吸塑机构在所述支撑外壳内,用于对吸塑板材进行吸附塑形;
5.喷雾机构,所述喷雾机构包括设置在所述支撑外壳上方的储水仓,所述储水仓连通有喷洒管道,所述喷洒管道设置在所述支撑外壳内,所述喷雾机构用于产生水雾;
6.吹风机构,所述吹风机构吹风端指向所述支撑外壳,用于推动空气流动;
7.以及回水机构,所述回水机构设置在所述支撑架上,用于收集多余水流。
8.优选的,所述吸塑机构包括设置在所述支撑外壳上的动力元件,所述动力元件传动端连接有吸塑上模具,所述吸塑上模具下方设置有吸塑下模具,所述吸塑上模具及吸塑下模具之间设置有运输机构。
9.优选的,所述支撑外壳呈倒c字形设置在所述支撑板上。
10.优选的,所述运输机构包括对称设置在所述吸塑下模具两侧的运输块,所述运输块上设置有定位凸起,所述定位凸起靠近所述吸塑下模具的一侧设置有滑动轮,所述滑动轮沿所述支撑外壳c字延伸方向设置。
11.优选的,所述喷洒管道设置形状为四边形,所述喷洒管道通过设置在所述支撑外壳侧壁的若干连接架固定在所述支撑外壳内,所述喷洒管道上均匀分布有若干雾化喷嘴。
12.优选的,所述吹风机构包括对称设置在所述支撑板上的散热风扇,所述散热风扇设置在所述支撑外壳外侧并通过匀风板指向所述支撑外壳。
13.优选的,所述匀风板上设置有若干疏风孔。
14.优选的,所述回水机构包括若干设置在所述支撑板上的回水孔,所述回水孔下方设置有回水槽,所述回水槽通过水泵与所述储水仓相连通,所述回水槽内部上方设置有过滤仓,所述过滤仓下部设置有透水材料,所述过滤仓上设置有出风口。
15.相较于现有技术,本实用新型具有以下有益效果:
16.本吸塑机冷却机构通过设置所述喷雾机构以及所述吹风机构,将水流雾化后进行喷洒,雾化后的水溶液容易与周围环境空气结合,气化蒸发,气化蒸发能快速吸收周围环境
热量,同时吸附空中的灰尘,在去除灰尘的同时,增加吸塑产品冷却的均匀度,减少产品表面产生的冷料痕及条纹,增加产品质量。
17.本吸塑机冷却机构通过设置所述喷雾机构以及所述吹风机构,在板材进行加工前即可对板材进行降温,防止加热温度过高,致使成平表面出现缺陷,增加了产品加工质量。
18.本吸塑机冷却机构通过设置所述回水机构,加强水的循环利用,减少了水资源的浪费。
附图说明
19.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
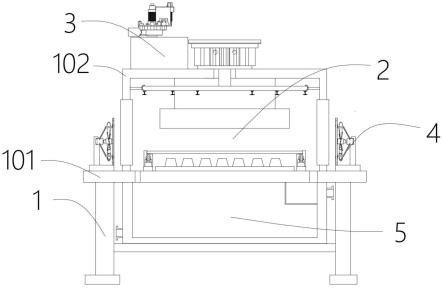
20.图1为本实用新型的整体结构示意图;
21.图2为本实用上部正视示意图;
22.图3为本实用新型图2的a处放大图;
23.图4为本实用新型匀风板示意图;
24.图5为本实用新型下部正视示意图;
25.图6为本实用新型喷洒管道排布示意图;
26.其中,1、支撑架;101、支撑板;102、支撑外壳;2、吸塑机构;201、动力元件;202、吸塑上模具;203、吸塑下模具;204、运输机构;205、运输块; 206、定位凸起;207、滑动轮;3、喷雾机构;301、储水仓;302、喷洒管道;303、连接架;304、雾化喷嘴;4、吹风机构;401、散热风扇;402、匀风板; 403、疏风孔;5、回水机构;501、回水孔;502、回水槽;503、水泵;504、透水材料;505、出风口;506、过滤仓。
具体实施方式
27.针对现有技术的不足,本实用新型提出一种吸塑机冷却机构,参考图1,包括支撑架1,所述支撑架1上设置有支撑板101,所述支撑板101上设置有支撑外壳102,所述支撑外壳102呈倒c字形连接在所述支撑板101上,所述支撑板 101上设置有吸塑机构2、喷雾机构3、吹风机构4以及回水机构5;
28.参考图2,所述吸塑机构2在所述支撑外壳102内,对吸塑板材进行吸附塑形,所述吸塑机构2,所述吸塑机构2属于现有技术不再详细赘述,所述吸塑机构2包括设置在所述支撑外壳102上的动力元件201,作为一种实施例所述动力元件201选用液压缸,所述动力元件201传动端连接有吸塑上模具202,所述吸塑上模具202下方设置有吸塑下模具203,吸塑板材加热后通过运输机构204运动至所述吸塑上模具202及吸塑下模具203之间,通过所述动力元件201带动所述吸塑上模具202将吸塑板材压至所述吸塑下模具203上,之后通过外部真空机进行吸附使板材吸塑成型,之后上模具复位,成型件留在下模具上等待冷却脱模。
29.参考图3,所述吸塑上模具202及吸塑下模具203之间设置有运输机构204,所述运输机构204包括对称设置在所述吸塑下模具203两侧的运输块205,所述运输块205上设置有定位凸起206,所述定位凸起206靠近所述吸塑下模具203 的一侧设置有滑动轮207,所述滑动轮207沿所述支撑外壳102的c字延伸方向设置,吸塑板材设置在所述运输块205上,两侧的所述定位凸起206之间,通过外部电机拉动板材进行滑动,所述滑动轮207用于减小板材
与运输块205之间的摩擦力。
30.参考图2及图6,所述喷雾机构3包括设置在所述支撑外壳102上的储水仓 301,所述储水仓301连通有喷洒管道302,所述喷洒管道302设置在所述支撑外壳102内部顶面上,所述喷洒管道302设置形状为四边形,所述喷洒管道302 通过设置在所述支撑外壳102侧壁的连接架303固定在所述支撑外壳102内,所述喷洒管道302上均匀分布有若干雾化喷嘴304,所述喷雾机构3用于产生水雾,水流通过储水仓301进入至所述喷洒管道302内,经由喷洒管道302进入至雾化喷嘴304中,由雾化喷嘴304使液体冲击反弹后构成直径15-60微米左右的雾化颗粒进而喷洒至下方,所述喷洒管道302设置形状为四边形,从板材四周上方同时进行水雾喷洒,经由吹风机构4吹动水雾流向,将水雾均匀的吹至板材表面,水雾较小不会留下水滴痕迹,之后水雾进行汽化蒸发,快速吸收板材的热量,使板材降温凝固,完成对板材的冷却;
31.参考图2及图4,所述吹风机构4吹风端指向所述支撑外壳102,用于推动空气流动,所述吹风机构4包括对称设置在所述支撑板101上的散热风扇401,所述散热风扇401设置在所述支撑外壳102外侧并通过匀风板402指向所述支撑外壳102,所述匀风板402上设置有若干疏风孔403,在板材进行压制前,所述散热风扇401及通过加速空气流动对板材进行预降温,减少产品表面产生的冷料痕及条纹,压制加工进行后,所述散热风扇401推动空气流动,使得所述支撑外壳102内空气均匀分布,带动漂浮在所述支撑外壳102内的水雾均匀分布,增加冷却的均匀度,所述匀风板402通过其上的疏风孔403使得输入的空气流动更加均匀。
32.参考图5,所述回水机构5设置在所述支撑架1上,收集多余水流,所述回水机构5包括若干设置在所述支撑板101上的回水孔501,所述回水孔501下方设置有回水槽502,所述回水槽502通过水泵503与所述储水仓301连通,所述回水槽502内部上方设置有过滤仓506,所述过滤仓506下部设置有透水材料 504,所述过滤仓506上设置有出风口505,多余水雾在落下后通过所述回水孔 501最终流入所述回水槽502内,之后通过所述水泵503流入所述储水仓301中,所述回水槽502内气流经过所述透水材料504后通过出风口505排出水分被所述透水材料504吸附,之后落入所述回水槽502中。
33.具体实施时,吸塑板材加热后运输至所述吸塑机构2中,由所述吹风机构4 对吸塑板材进行预冷却后由吸塑机构2进行吸塑,吸塑后所述喷雾机构3进行喷雾,通过所述吹风机构4推动空气流动,使水雾均匀的分布在吸塑产品上,待水雾蒸发完成对其的冷却,与此同时多余的水雾通过所述回水机构5进行收集再次利用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1