一种镜片多穴注塑模具的制作方法
1.本实用新型涉及镜片注塑技术领域,具体涉及一种镜片多穴注塑模具。
背景技术:
2.树脂镜片是一种以树脂为原材料经过精密的化学工艺进行加工合成和打磨后制作而成的一种光学镜片,广泛应用于各种眼镜上,其具有以下几个优点,质轻、耐冲击、不易碎裂安全、佩戴舒适、加工方便,用途广泛、对紫外线吸收能力高于玻璃镜片。现有眼镜的镜片使用时大多是树脂镜片,树脂镜片在生产成型之前呈液体状态,在生产时将液体树脂注入模具当中,冷却成型便形成了树脂镜片。
3.现有技术当中的光学镜片生产过程中,镜片的注塑模具一次注塑成型的数量较少且成型一致性较长,已无法满足日益增长的市场需求,如何在有限的生产时间内,提升镜片的制造产能,同时能够满足光学镜片的成型质量,已经成为镜片业内急需解决的问题。
4.有鉴于此,亟待设计出一种镜片多穴注塑模具,通过在上模体和下模体内径面开设若干模芯槽,利用模芯槽与模芯相配合的原理进行插接,从而使得各模芯连通构成注塑通道,同一注塑源可满足若干型腔注塑。同时模型槽的规格相同,但可以根据设计需要替换模芯的型腔体,从而能够使用同一套模具批量生产各种规格的光学镜片。
技术实现要素:
5.为了解决以上现有技术的不足,本实用新型的目的在于提供一种镜片多穴注塑模具,通过在上模体和下模体内径面开设若干模芯槽,利用模芯槽与模芯相配合的原理进行插接,从而使得各模芯连通构成注塑通道,同一注塑源可满足若干型腔注塑。同时模型槽的规格相同,但可以根据设计需要替换模芯的型腔体,从而能够使用同一套模具批量生产各种规格的光学镜片。
6.为了实现上述目标,本实用新型的技术方案为:一种镜片多穴注塑模具,包括:上模体、下模体、模芯槽、模芯和模芯堵头,所述上模体和所述下模体内分别开设有模芯槽,所述模芯槽沿着竖直方向上连通,所述模芯与所述模芯槽相配合,所述模芯端部固定安装有型腔体,所述型腔体与所述模芯可拆卸连接,所述模芯堵头与所述模芯槽相配合并且可拆卸连接。
7.进一步的,所述上模体包括:注塑头和注塑通道,所述注塑头固定安装在所述上模体顶面中心处,所述注塑通道沿水平方向开设在所述上模体内径面,所述注塑头垂直地连通所述注塑通道。
8.进一步的,所述模芯槽包括:上模芯槽和下模芯槽,所述上模芯槽垂直且贯穿地开设在所述上模体内,所述下模芯槽垂直且贯穿地开设在所述下模体内,所述上模芯槽与所述下模芯槽沿着竖直方向上相对应,所述上模芯槽之间通过注塑通道在水平方向上连通。
9.进一步的,所述所述上模芯槽的顶面以及下模芯槽的底面开设有定位卡槽,所述定位卡槽与所述模芯的端部相配合。
10.进一步的,所述模芯包括:上模芯、下模芯和型腔体,所述上模芯和所述下模芯的端部固定安装有限位卡头,所述限位卡头与所述定位卡槽相配合,所述上模芯和所述下模芯与所述模芯槽之间螺纹连接,所述上模芯的底面开设有竖直连通道,所述竖直连通道两侧设置有水平连通道,所述水平连通道与所述注塑通道配合连通,所述型腔体螺纹连接在所述上模芯底面以及所述下模芯顶面。
11.进一步的,所述模芯堵头与所述上模芯槽相配合并且可螺纹连接,所述模芯堵头两侧开设有所述水平连通道。
12.有益效果:
13.本实用新型提供的一种镜片多穴注塑模具,通过在上模体和下模体内径面开设若干模芯槽,利用模芯槽与模芯相配合的原理进行插接,从而使得各模芯连通构成注塑通道,同一注塑源可满足若干型腔注塑。同时模型槽的规格相同,但可以根据设计需要替换模芯的型腔体,从而能够使用同一套模具批量生产各种规格的光学镜片。
附图说明
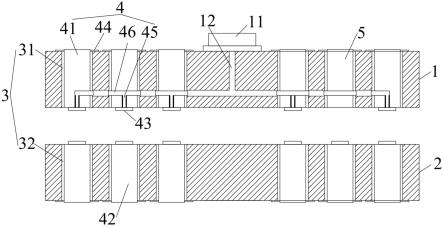
14.图1为本实用新型一种镜片多穴注塑模具上模体结构示意图;
15.图2为本实用新型一种镜片多穴注塑模具截面结构示意图。
16.图中:1-上模体,2-下模体,3-模芯槽,4-模芯,5-模芯堵头,11-注塑头,12-注塑通道,31-上模芯槽,32-下模芯槽,33-定位卡槽,41-上模芯,42-下模芯,43-型腔体,44-限位卡头,45-竖直连通道,46-水平连通道。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型的保护范围。
18.如图1-2所示,本实用新型公开一种镜片多穴注塑模具,包括:上模体1、下模体2、模芯槽3、模芯4和模芯堵头5,所述上模体1和所述下模体2内分别开设有模芯槽3,所述模芯槽3沿着竖直方向上连通,所述模芯4与所述模芯槽3相配合,所述模芯4端部固定安装有型腔体43,所述型腔体43与所述模芯4可拆卸连接,所述模芯堵头5与所述模芯槽3相配合并且可拆卸连接。
19.本实施例中,所述上模体1包括:注塑头11和注塑通道12,所述注塑头11固定安装在所述上模体1顶面中心处,所述注塑通道12沿水平方向开设在所述上模体1内径面,所述注塑头11垂直地连通所述注塑通道12。
20.本实施例中,所述模芯槽3包括:上模芯槽31和下模芯槽32,所述上模芯槽31垂直且贯穿地开设在所述上模体1内,所述下模芯槽32垂直且贯穿地开设在所述下模体2内,所述上模芯槽31与所述下模芯槽32沿着竖直方向上相对应,所述上模芯槽31之间通过注塑通道12在水平方向上连通。
21.本实施例中,所述所述上模芯槽31的顶面以及下模芯槽32的底面开设有定位卡槽33,所述定位卡槽33与所述模芯4的端部相配合。
22.本实施例中,所述模芯4包括:上模芯41、下模芯42和型腔体43,所述上模芯41和所述下模芯42的端部固定安装有限位卡头44,所述限位卡头44与所述定位卡槽33相配合,所述上模芯41和所述下模芯42与所述模芯槽3之间螺纹连接,所述上模芯41的底面开设有竖直连通道45,所述竖直连通道45两侧设置有水平连通道46,所述水平连通道46与所述注塑通道12配合连通,所述型腔体43螺纹连接在所述上模芯41底面以及所述下模芯42顶面。
23.本实施例中,所述模芯堵头5与所述上模芯槽31相配合并且可螺纹连接,所述模芯堵头5两侧开设有所述水平连通道46。
24.工作原理:
25.首先,由于上模体1上垂直地开设有上模芯槽31,上模芯槽31的水平面开设有注塑通道12,注塑通道12将上模芯槽31在水平面上相互连通,而上模芯槽31可等间距地开设若干个在上模体1内。由于上模芯41与上模芯槽31相配合,上模芯41螺纹连接在上模芯槽31当中,随着转动,上模芯41递进地在上模芯槽31内推进,当推进到位后,由于上模芯41的端部设置有限位卡头44,而上模芯槽31的顶面设置有定位卡槽33,限位卡头44嵌合在定位卡槽33当中,此时,上模芯41底部两侧设置有水平连通道46与注塑连通道相互连通。
26.由于上模芯41底部设置有竖直连通道45,竖直连通道45两侧开设有水平连通道46,而型腔体43螺纹连接在上模芯41底面,型腔体43与竖直连通道45连通。注塑头11向上模体1内注入塑料,塑料沿着注塑通道12流入水平连通道46内,经过水平连通道46从竖直连通道45注入型腔体43处。
27.其中,由于下模体2垂直地开设有下模芯槽32,下模芯槽32与下模芯42相配合,而下模芯42顶面螺纹连接有型腔体43。上模芯槽31的型腔体43和下模芯槽32的型腔体43对接合模,塑料流入型腔体43内后冷却成型。
28.其中,由于型腔体43与上模芯41以及下模芯42之间可螺纹连接,型腔体43可更改规格型号。
29.其中,设置有模芯堵头5备用,模芯堵头5与上模芯槽31可螺纹连接,根据使用者选择适宜的注塑模芯槽3,利用模芯堵头5将上模芯槽31堵设后,模芯堵头5两侧开设有水平连通道46,仅在竖直方向上堵塞塑料,在水平方向上可连通注塑通道12。
30.本实用新型提供的一种镜片多穴注塑模具,通过在上模体1和下模体2内径面开设若干模芯槽3,利用模芯槽3与模芯4相配合的原理进行插接,从而使得各模芯4连通构成注塑通道12,同一注塑源可满足若干型腔注塑。同时模型槽的规格相同,但可以根据设计需要替换模芯4的型腔体43,从而能够使用同一套模具批量生产各种规格的光学镜片。
31.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所有的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1