半透膜组装机构的制作方法
1.本实用新型涉及马达自动化组装领域技术,尤其是指一种半透膜组装机构。
背景技术:
2.马达在汽车领域中有着广泛的应用,马达可被用于汽车车窗玻璃的调节、座椅的调节等,随着对马达的高标准要求,对于马达的自动化组装设备也提出了越来越高的要求;马达之牙箱具有气孔,在马达组装过程中,需要将半透膜组装到马达之牙箱气孔位置;现有技术中的半透膜组装机构,在对半透膜料带供料时,存在易缠绕打结或由于张紧度过大将半透膜料带拉断的技术问题;另一方面,现有技术中对于半透膜的组装通常存在组装精准度差的技术问题;不能满足精准组装的要求,次品率高;因此,针对此现状,迫切开发一种半透膜组装机构,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种半透膜组装机构,其通过采用供料组件和组装组件自动化的实现了对半透膜的供料和组装,提高了组装精准度,降低了次品率。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.一种半透膜组装机构,其包括支架、用于对半透膜供料的供料组件和用于将半透膜组装到牙箱中的组装组件,该供料组件和组装组件从上至下的安装于支架上;该供料组件包括用于对半透膜料带放料的放料装置、用于向上顶升半透膜料带并冲切得到单个半透膜的冲切装置、用于对冲切后的半透膜料带调节张紧程度的调节装置和用于对冲切后的半透膜料带回收的收卷装置;该半透膜料带依次通过放料装置、冲切装置、调节装置和收卷装置;该组装组件包括横向驱动装置、竖向驱动装置和取料焊接头,该横向驱动装置横向的安装于支架的上侧;该竖向驱动装置安装于横向驱动装置的输出端;该取料焊接头安装于竖向驱动装置的输出端。
6.作为一种优选方案:所述放料装置包括用于缠绕半透膜料带的料盘、绕料轮、放料驱动电机和放料轮,该料盘可转动式安装于支架上,该绕料轮安装于料盘侧旁;该放料轮安装于放料驱动电机的轴端;该料盘上拉拽出的半透膜料带通过绕料轮和放料轮。
7.作为一种优选方案:所述放料装置还包括第一张紧轮和第二张紧轮,该第一张紧轮和第二张紧轮分布于放料轮的两侧;该半透膜料带依次通过绕料轮、第一张紧轮、放料轮和第二张紧轮。
8.作为一种优选方案:所述冲切装置包括用于供半透膜料带通过的料带座、顶升驱动气缸、顶升滑座、冲切驱动气缸和冲切头,该顶升驱动气缸竖向的安装于支架上,该顶升滑座安装于顶升驱动气缸的轴端;该冲切驱动气缸安装于顶升滑座上;该冲切头安装于冲切驱动气缸的轴端;该冲切头可上升式冲切料带座中的半透膜料带。
9.作为一种优选方案:所述料带座上设置有用于供单个半透膜通过的通孔,该冲切
头前端具有用于吸附单个半透膜的吸附件。
10.作为一种优选方案:所述调节装置包括竖向导轨、调节轮、第一过料轮和第二过料轮,该竖向导轨竖向的安装于支架上,该调节轮与竖向导轨滑动配合,该第一过料轮和第二过料轮位于调节轮的两侧;该竖向导轨的下端设置有是否有半透膜料带的物料传感器。
11.作为一种优选方案:所述收卷装置包括收卷驱动电机和收卷轮,该收卷轮安装于收卷驱动电机的轴端。
12.作为一种优选方案:所述放料轮侧旁设置有用于感应半透膜料带之接头位置的颜色传感器;所述取料焊接头采用取料超声波焊接头。
13.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用供料组件和组装组件自动化的实现了对半透膜的供料和组装,提高了组装精准度,降低了次品率;采用放料装置和冲切装置实现了对半透膜料带的放料和冲切,得到单个半透膜;采用调节装置和收卷装置实现了对半透膜料带的张紧调节和自动化收卷,防止半透膜料带缠绕打结,避免了由于张紧度过大而拉断半透膜料带的现象;采用横向驱动装置和竖向驱动装置满足了取料焊接头位置移动要求。
14.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
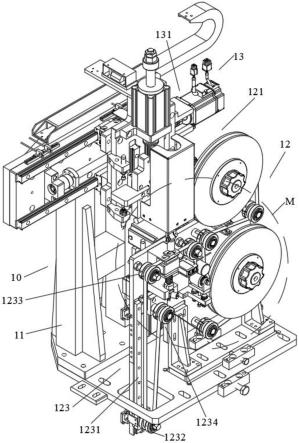
15.图1为本实用新型之半透膜组装机构第一视角立体结构示意图;
16.图2为本实用新型之半透膜组装机构第二视角立体结构示意图;
17.图3为本实用新型之半透膜组装机构第三视角立体结构示意图;
18.图4为本实用新型之图1中m处放大图。
19.附图标识说明:
20.图中:10、半透膜组装机构;11、支架;12、供料组件;121、放料装置;1211、料盘;1212、绕料轮;1213、放料驱动电机;1214、放料轮;1215、第一张紧轮;1216、第二张紧轮;122、冲切装置;1221、料带座;1222、顶升驱动气缸;1223、顶升滑座;1224、冲切驱动气缸;1225、冲切头;123、调节装置;1231、竖向导轨;1232、调节轮;1233、第一过料轮;1234、第二过料轮;124、收卷装置;1241、收卷驱动电机;1242、收卷轮;13、组装组件;131、横向驱动装置;1311、横向驱动电机;1312、横向滑座;132、竖向驱动装置;1321、竖向驱动气缸;1322、竖向滑座;
21.133、取料焊接头。
具体实施方式
22.本实用新型如图1至图4所示,一种半透膜组装机构10,包括有支架11、用于对半透膜供料的供料组件12和用于将半透膜组装到牙箱中的组装组件13,其中:
23.该供料组件12和组装组件13从上至下的安装于支架11上;该供料组件12包括用于对半透膜料带放料的放料装置121、用于向上顶升半透膜料带并冲切得到单个半透膜的冲切装置122、用于对冲切后的半透膜料带调节张紧程度的调节装置123和用于对冲切后的半透膜料带回收的收卷装置124;该半透膜料带依次通过放料装置121、冲切装置122、调节装
置123和收卷装置124;该组装组件13包括横向驱动装置131、竖向驱动装置132和取料焊接头133,该横向驱动装置131横向的安装于支架11的上侧;该竖向驱动装置132安装于横向驱动装置131的输出端;该取料焊接头133安装于竖向驱动装置132的输出端。
24.横向驱动装置131包括横向驱动电机1311、丝杆和横向滑座1312,该丝杆安装于横向驱动电机1311的轴端,该丝杆与横向滑座1312转动配合;该竖向驱动装置132包括竖向驱动气缸1321和竖向滑座1322,该竖向驱动气缸1321安装于横向滑座1312上,该竖向滑座1322安装于竖向驱动气缸1321的轴端,该取料焊接头133安装于竖向滑座1322上;该取料焊接头133对半透膜取料时采用吸附取料。
25.半透膜料带为连续状,放料后冲切得到单个半透膜料带,再放料进行下一个单个半透膜料带的取料,取料后的半透膜料带为连续状的空料带。
26.半透膜料带依次通过放料装置121、冲切装置122、调节装置123和收卷装置124,放料装置121驱动半透膜料带放料,采用冲切装置122对半透膜料带冲切得到单个半透膜,采用调节装置123调节半透膜放料后的张紧程度,采用收卷装置124将冲切后的半透膜料带进行回收;横向驱动装置131和竖向驱动装置132驱动取料焊接头133进行横向和竖向移动,取料焊接头133将冲切装置122上得到的单个半透膜转移并焊接到牙箱之气孔位置。
27.通过采用供料组件12和组装组件13自动化的实现了对半透膜的供料和组装,提高了组装精准度,降低了生产成本;采用放料装置121和冲切装置122实现了对半透膜料带的放料和冲切,得到单个半透膜;采用调节装置123和收卷装置124实现了对半透膜料带的张紧调节和自动化收卷,防止半透膜料带缠绕打结,避免了由于张紧度过大而拉断半透膜料带的现象;采用横向驱动装置131和竖向驱动装置132满足了取料焊接头133位置移动要求。
28.该放料装置121包括用于缠绕半透膜料带的料盘1211、绕料轮1212、放料驱动电机1213和放料轮1214,该料盘1211可转动式安装于支架11上,该绕料轮1212安装于料盘1211侧旁;该放料轮1214安装于放料驱动电机1213的轴端;该料盘1211上拉拽出的半透膜料带通过绕料轮1212和放料轮1214。
29.放料驱动电机1213驱动放料轮1214转动,放料轮1214转动带动半透膜料带移动而实现放料。
30.该放料装置121还包括第一张紧轮1215和第二张紧轮1216,该第一张紧轮1215和第二张紧轮1216分布于放料轮1214的两侧;该半透膜料带依次通过绕料轮1212、第一张紧轮1215、放料轮1214和第二张紧轮1216。
31.通过采用第一张紧轮1215和第二张紧轮1216能够对半透膜料带的张紧程度调节,防止半透膜料带被拉断。
32.该冲切装置122包括用于供半透膜料带通过的料带座1221、顶升驱动气缸1222、顶升滑座1223、冲切驱动气缸1224和冲切头1225,该顶升驱动气缸1222竖向的安装于支架11上,该顶升滑座1223安装于顶升驱动气缸1222的轴端;该冲切驱动气缸1224安装于顶升滑座1223上;该冲切头1225安装于冲切驱动气缸1224的轴端;该冲切头1225可上升式冲切料带座1221中的半透膜料带。
33.从放料装置121之第二张紧轮1216缠绕出来的半透膜料带通过料带座1221,顶升驱动气缸1222驱动顶升滑座1223上升,顶升滑座1223上升带动冲切驱动气缸1224和冲切头1225上升;冲压驱动气缸驱动冲切头1225对半透膜料带冲切得到单个半透膜。
34.该料带座1221上设置有用于供单个半透膜通过的通孔,该冲切头1225前端具有用于吸附单个半透膜的吸附件。
35.冲切头1225位于通孔下方,冲切头1225将单个半透膜顶升至通孔上方;便于组装组件13之取料焊接头133取料;通过采用吸附件将单个半透膜吸附,防止半透膜位置偏移,提高了组装精准度。
36.该调节装置123包括竖向导轨1231、调节轮1232、第一过料轮1233和第二过料轮1234,该竖向导轨1231竖向的安装于支架11上,该调节轮1232与竖向导轨1231滑动配合,该第一过料轮1233和第二过料轮1234位于调节轮1232的两侧;该竖向导轨1231的下端设置有是否有半透膜料带的物料传感器。
37.从料带座1221穿过的半透膜料带再依次经过第一过料轮1233、调节轮1232和第二过料轮1234,调节轮1232滑动式位于竖向导轨1231上,当有放料多余的半透膜料带时,调节轮1232在竖向导轨1231上下降,将半透膜料带拉紧,防止半透膜料带缠绕打结;当半透膜料带过紧时,调节轮1232沿竖向导轨1231上升,防止半透膜料带过紧而断裂;采用物料传感器感应是否有半透膜料带达到一定位置,便于收卷装置124进行收卷。
38.该收卷装置124包括收卷驱动电机1241和收卷轮1242,该收卷轮1242安装于收卷驱动电机1241的轴端;收卷驱动电机1241驱动收卷轮1242转动,收卷轮1242转动将冲切后的半透膜料带进行收卷。
39.该放料轮1214侧旁设置有用于感应半透膜料带之接头位置的颜色传感器;所述取料焊接头133采用取料超声波焊接头。
40.半透膜料带具有接头位置,在接头位置会有粘胶,通过颜色传感器感应接头位置,然后人工将粘胶取走,防止了对于冲切时的干扰;取料焊接头133将单个半透膜转移至牙箱之气孔位置;取料超声波焊接头具有吸附力,对半透膜吸附取料;通过控制调压阀和功率,使得取料焊接头133产生瞬间高温,将半透膜紧固焊接到牙箱之气孔位置;通过调压阀保证了焊接时的压力,如果压力过大则会对半透膜造成损坏,不能保证焊接精准度;若压力过小则不能将半透膜紧固焊接到气孔位置。
41.该半透膜组装机构的使用方法及原理如下:
42.半透膜料带依次通过放料装置、冲切装置、调节装置和收卷装置,放料装置驱动半透膜料带放料,采用冲切装置对半透膜料带冲切得到单个半透膜,采用调节装置调节半透膜放料后的张紧程度,采用收卷装置将冲切后的半透膜料带进行回收;横向驱动装置和竖向驱动装置驱动取料焊接头进行横向和竖向移动,取料焊接头将冲切装置上得到的单个半透膜转移并焊接到牙箱之气孔位置。
43.本实用新型的设计重点在于,通过采用供料组件和组装组件自动化的实现了对半透膜的供料和组装,提高了组装精准度,降低了生产成本;采用放料装置和冲切装置实现了对半透膜料带的放料和冲切,得到单个半透膜;采用调节装置和收卷装置实现了对半透膜料带的张紧调节和自动化收卷,防止半透膜料带缠绕打结,避免了由于张紧度过大而拉断半透膜料带的现象;采用横向驱动装置和竖向驱动装置满足了取料焊接头位置移动要求。
44.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1