一种塑料3D激光焊接设备的制作方法
一种塑料3d激光焊接设备
技术领域
1.本实用新型涉及焊接技术领域,尤其涉及一种塑料3d激光焊接设备。
背景技术:
2.叶轮是空调中的重要部件,叶轮的结构主要包括轮毂、风圈和多片叶片,轮毂、风圈和多片叶片均为塑料件,多片叶片固定在轮毂和风圈之间。其中,叶片的上端与轮毂的接触位为平面,叶片的下端与风圈的接触位为曲面,所以叶片的上下两端分别与轮毂、风圈焊接固定。目前,叶片与轮毂、风圈的焊接方式多为超声波焊接,焊接时需要将轮毂、风圈和多片叶片精准定位,超声波焊接头压紧轮毂端面,焊接时将超声波能量传递到熔接线上,使熔接线融化进而将轮毂、风圈和多片斜流叶片焊接在一起。但是超声波焊接时要求轮毂、风圈和多片叶片压的很紧,且超声波焊接过程中容易产生抖动,如此会导致焊接损伤,风叶易被压变形,且叶片与轮毂、风圈焊接处容易出现溢胶,影响产品美观和平衡性。
技术实现要素:
3.本实用新型的目的在于提供一种塑料3d激光焊接设备,其可以解决背景技术中提及的技术问题。
4.为了实现上述目的,本实用新型的技术方案如下:一种塑料3d激光焊接设备,包括:
5.工件定位台,该工件定位台用于对工件进行支撑及定位,该工件定位台由第一驱动机构驱动而转动;
6.工件压紧板,该工件压紧板位于所述工件定位台的正上方并用于对工件进行压紧,该工件定位板由第二驱动机构带动而与所述工件定位台同步转动;
7.升降台,该升降台由升降机构带动而上下运动,所述第二驱动机构和工件压紧板安装于所述升降台上;
8.第一激光头,该第一激光头用于对工件的上侧进行激光焊接,该第一激光头安装于所述升降台上;
9.第二激光头,该第二激光头用于对管件的下侧或侧面进行激光焊接,该第二激光头安装于所述工件定位台的旁边;
10.控制系统,该控制系统用于控制所述第一驱动机构和第二驱动机构分别带动工件定位台和工件压紧板同步转动,用于控制所述升降机构带动升降台上下运动,并用于控制所述第一激光头和第二激光头分别对工件进行多处焊接。
11.作为优选,所述工件定位台的中心处设有定位轴,所述工件定位台上设有一圈围在所述定位轴外的定位槽,该定位槽的两侧侧壁上凹设有多个定位凹陷,所述工件定位台的外周设有多个用于激光通过激光缺口,所述第二激光头对准其中一个所述激光缺口。
12.作为优选,所述第一驱动机构为伺服电机,该伺服电机的输出端连接有竖直设置的第一转轴,该第一转轴上安装有所述工件定位台。
13.作为优选,所述工件压紧板上均布有多个用于激光通过的激光孔,所述第一激光头对准其中一个所述激光孔。
14.作为优选,所述第二驱动机构为伺服电机,该伺服电机的输出端连接有竖直设置的第二转轴,该第二转轴上安装有所述工件压紧板。
15.作为优选,所述升降机构包括升降架和设于该升降架上的升降气缸,该升降气缸的输出端连接所述升降台。
16.作为优选,所述第二激光头倾斜设置。
17.作为优选,所述第一激光头和第二激光头均为激光振镜头,该激光振镜头通过光纤连接激光器。
18.与现有技术相比,本实用新型的有益效果在于:本实用新型通过工件定位台对整个叶轮进行支撑定位,再通过工件压紧板对叶轮进行压紧,然后通过第一激光头将一个叶片的上端与轮毂焊接,同时通过第二激光头将一个叶片的下端与风圈焊接,每焊接一个叶片,通过第一驱动机构和第二驱动机构分别控制工件定位台和工件压紧板同步旋转一个角度,再继续焊接下一个叶片,直至多个叶片的两端均焊接至对应的轮毂和风圈的对应位置上。采用本实用新型的3d激光焊接设备,打破传统超声波焊接无法实现的焊接工艺,只需将将轮毂、风圈和多片叶片压紧,不需要很紧,叶片不会被压变形,第一激光头和第二激光头不与叶轮直接接触即可焊接,不会产生抖动,不会导致焊接损伤,焊接处也没有溢胶,产品外形美观。
附图说明
19.图1是叶轮的立体图。
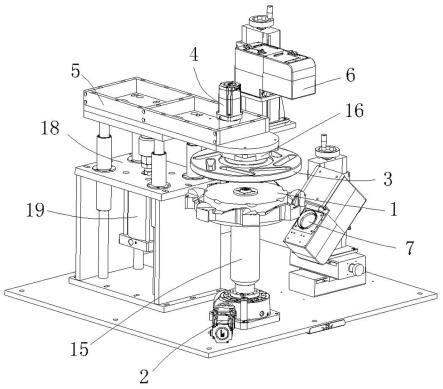
20.图2是本实用新型的立体图。
21.图3是本实用新型的装有叶轮的立体图。
22.图4是本实用新型的工件定位台的立体图。
23.图5是本实用新型的装有叶轮的工件定位台的一个角度的立体图。
24.图6是本实用新型的装有叶轮的工件定位台的另一个角度的立体图。
25.图7是的本实用新型的工件压紧板的立体图。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
27.如图1-图7所示,本实用新型提供了一种塑料3d激光焊接设备,包括:
28.工件定位台1,该工件定位台1用于对工件进行支撑及定位,该工件定位台1由第一驱动机构2驱动而转动;
29.工件压紧板3,该工件压紧板3位于所述工件定位台1的正上方并用于对工件进行压紧,该工件定位板3由第二驱动机构4带动而与所述工件定位台1同步转动;
30.升降台5,该升降台5由升降机构带动而上下运动,所述第二驱动机构4和工件压紧板3安装于所述升降台5上;
31.第一激光头6,该第一激光头6用于对工件的上侧进行激光焊接,该第一激光头6安
装于所述升降台5上;
32.第二激光头7,该第二激光头7用于对管件的下侧或侧面进行激光焊接,该第二激光头7安装于所述工件定位台1的旁边;
33.控制系统,该控制系统用于控制所述第一驱动机构2和第二驱动机构4分别带动工件定位台1和工件压紧板3同步转动,用于控制所述升降机构带动升降台5上下运动,并用于控制所述第一激光头6和第二激光头7分别对工件进行多处焊接。
34.本实用新型在工作时,将组装好的叶轮置于工件定位台1上,工件定位台1对叶轮进行支撑及定位,然后升降机构带动升降台5下移,工件压紧板3随之下移并压在叶轮的轮毂8上,不需要压得很紧,第一激光头6亦随之下移,然后第一激光头6将一个叶片9的上端与轮毂8焊接,焊接位为平面,与此同时,第二激光头7将一个叶片9的下端与风圈10焊接,焊接位为曲面,实现一个叶片9与轮毂8和风圈10的焊接,然后第一驱动机构2和第二驱动机构4同时工作,分别控制工件定位台1和工件压紧板3同步旋转一个角度,然后再通过第一激光头6和第二激光头7焊接下一个叶片,直至多个叶片9的两端均焊接至对应的轮毂8和风圈10的对应位置上,然后升降机构带动升降台5上升回位,工件压紧板3及第一激光头6随之上升回位,即可取下叶轮。控制系统一般采用plc,可以控制第一驱动机构2、第二驱动机构4、升降机构、第一激光头6和第二激光头7有序的工作。采用本实用新型的3d激光焊接设备,打破传统超声波焊接无法实现的焊接工艺,只需将轮毂8、风圈10和多片叶片9压紧,不需要很紧,叶片9不会被压变形,第一激光头6和第二激光头7不与叶轮直接接触即可焊接,不会产生抖动,不会导致焊接损伤,焊接处也没有溢胶,产品外形美观。控制系统可以为一个总的控制系统,可以同时控制第一驱动机构、第二驱动机构、第一激光头和第二激光头协调运动,控制系统还可以为多个独立的控制系统,第一驱动机构、第二驱动机构、第一激光头和第二激光头由各自独立的控制系统独立控制运动。
35.作为优选,所述工件定位台1的中心处设有定位轴11,所述工件定位台1上设有一圈围在所述定位轴11外的定位槽12,该定位槽12的两侧侧壁上凹设有多个定位凹陷13,所述工件定位台1的外周设有多个用于激光通过激光缺口14,所述第二激光头7对准其中一个所述激光缺口14。轮毂8的中心处的通孔套装于定位轴11外进行定位,风圈10的内侧卡于定位槽12中进行定位,每个叶片9的内侧卡在内侧的定位凹陷13中进行定位,风圈10的底面凸起卡在外侧的定位凹陷13中进行定位,从而完成叶轮的定位。第二激光头7可通过激光缺口14对叶片9和风圈10进行激光焊接。
36.作为优选,所述第一驱动机构2为伺服电机,该伺服电机的输出端连接有竖直设置的第一转轴15,该第一转轴15上安装有所述工件定位台1,伺服电机通过带动第一转轴15转动,进而带动工件定位台1转动。所述第二驱动机4构为伺服电机,该伺服电机的输出端连接有竖直设置的第二转轴16,该第二转轴16上安装有所述工件压紧板3,伺服电机通过带动第二转轴16转动,进而带动工件压紧板3转动。第一驱动机构2和第二驱动机构4均选用伺服电机,可保证工件定位台1和工件压紧板3的转动的同步性。
37.作为优选,所述工件压紧板3上均布有多个用于激光通过的激光孔17,所述第一激光头6对准其中一个所述激光孔17,第一激光头6可通过激光孔17对叶片9和轮毂8进行激光焊接。
38.作为优选,所述升降机构包括升降架18和设于该升降架18上的升降气缸19,该升
降气缸19的输出端连接所述升降台5,升降气缸19驱动升降台5上升和下降运动。
39.作为优选,所述第二激光头7倾斜设置,第二激光头7刚好正对叶片9与风圈10的焊接曲面。
40.作为优选,所述第一激光头6和第二激光头7均为激光振镜头,该激光振镜头通过光纤连接激光器。激光振镜头利用振镜实现激光的快速扫描和偏转,来控制激光的走向,形成圆、方等图案,提高了激光焊接的生产效率,增加了激光的可达性,焊接效果好。
41.尽管本实用新型的实施方案已公开如上,但并不仅仅限于说明书和实施方案中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里所示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1