医用复合膜的吹膜机构的制作方法
1.本公开涉及吹膜机构技术领域,具体涉及一种医用复合膜的吹膜机构。
背景技术:
2.吹膜是一种复合膜加工方法,是指经挤出机机筒塑化的熔融料通过成型磨具支撑圆筒状膜坯挤出,然后向筒内吹入有一定压力的空气,把圆筒状膜坯塑料吹胀,达到生产要求的膜筒直径和厚度,经冷却定型为复合膜制品。这种吹塑成型复合膜一般多用聚乙烯、聚丙烯和聚氯乙烯树脂的生产,吹膜成型的复合膜色泽均匀、干净、成品拉伸好,吹膜加工使用的设备便是吹膜机。
3.医用的复合膜相比较其他行业所需的复合膜,卫生要求更高,而现有的复合膜在拉伸和卷绕的过程中大多仅通过导向架和导向辊进行导向,缺少一种除尘、防尘结构,若具有一种除尘结构,即可进一步提高整洁度。
4.因此针对这一现状,迫切需要设计和生产医用复合膜的吹膜机构,以满足实际使用的需要。
技术实现要素:
5.鉴于现有技术中的上述缺陷或不足,期望提供一种医用复合膜的吹膜机构。
6.第一方面,本技术提供了一种医用复合膜的吹膜机构,包括:
7.进溶料部,其顶部设置进料口,且其右侧设置吹塑部,所述进溶料部和所述吹塑部相连通,所述吹塑部右侧设置收卷部,所述吹塑部顶部设置出料口,所述收卷部上设置有收卷辊;
8.吹塑防尘筒,其设置在所述吹塑部顶部,所述吹塑防尘筒的顶部为开口结构,开口处通过合页转动连接有防尘盖,所述吹塑防尘筒右侧壁上端开设有穿料口;
9.方框,其设置在所述吹塑防尘筒右侧壁下端,其内部设置有往复丝杆,所述往复丝杆两端分别和所述方框前后两内壁转动连接,所述往复丝杆外壁螺纹套设有螺母套,所述螺母套侧壁和所述方框内壁滑动抵接,所述螺母套顶部设置有连接杆,所述连接杆顶端设置有风机,所述方框侧壁设置有往复电机,所述往复电机具有驱动端,所述驱动端贯穿所述方框侧壁和所述往复丝杆同轴连接。
10.根据本技术实施例提供的技术方案,所述吹塑防尘筒左右两内壁上均设置有压泡板。
11.根据本技术实施例提供的技术方案,所述吹塑防尘筒内部对称设置有两个压泡辊,所述压泡辊位于所述压泡板上方,所述压泡辊两端分别和所述吹塑防尘筒前后内壁转动连接。
12.根据本技术实施例提供的技术方案,所述吹塑防尘筒右侧壁上端前后两端均设置有延接块,两个所述延接块之间转动设置有导向辊。
13.根据本技术实施例提供的技术方案,所述吹塑防尘筒左侧壁设置有放置板,所述
放置板的顶部设置有冷气壳,所述冷气壳左侧壁开设进风口,所述进风口内设置有滤网板,所述冷气壳内设置有排风扇。
14.根据本技术实施例提供的技术方案,所述所述冷气壳的顶部设置有制冷设备,所述制冷设备具有制冷端,所述制冷端贯穿所述冷气壳和所述冷气壳内部相连通。
15.根据本技术实施例提供的技术方案,所述吹塑防尘筒周向内壁设置有气框,所述气框位于所述压泡板和所述压泡辊之间,所述气框远离所述吹塑防尘筒内壁的侧壁上均匀开设有多个出气管口。
16.根据本技术实施例提供的技术方案,所述冷气壳右侧壁设置有导冷管,所述导冷管右端贯穿所述吹塑防尘筒左侧壁延伸至所述气框内部,所述导冷管两端分别和所述气框内部与所述冷气壳内部相连通。
17.综上所述,本技术方案具体公开了一种医用复合膜的吹膜机构,包括依次相连的进溶料部、吹塑部和收卷部,进溶料部和吹塑部相连通,进溶料部顶部设置进料口,吹塑部顶部设置出料口,收卷部上设置有收卷辊,吹塑部顶部设置有吹塑防尘筒,其顶部为开口结构,且开口处通过合页转动连接有防尘盖,吹塑防尘筒右侧壁上端开设有穿料口,吹塑防尘筒右侧壁下端设置有方框,方框内转动设置有往复丝杆,方框侧壁设置有往复电机,往复电机具有驱动端,驱动端贯穿方框和往复丝杆同轴连接,往复丝杆外壁螺纹套设有螺母套,螺母套顶部设置连接杆,连接杆顶部设置风机,复合膜自出料口吹出后穿过穿料口被收卷辊进行收卷,在吹膜的过程中,由于吹塑防尘筒为封闭结构,能够大大的减少灰尘的沾染,同时启动往复电机,驱动端带动往复丝杆转动,使螺母套带动风机往复移动,对复合膜表面进行往复吹风,可对复合膜上的灰尘进行吹除,同时形成风道,阻挡外部灰尘的靠近,进一步提高除灰防灰的作用。
附图说明
18.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
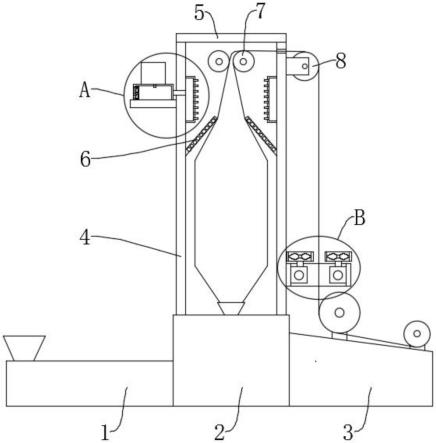
19.图1为医用复合膜的吹膜机构结构示意图。
20.图2为图1中a处放大图。
21.图3为图1中b处放大图。
22.图4为方框内部结构示意图。
23.图中标号:1、进溶料部;2、吹塑部;3、收卷部;4、吹塑防尘筒;5、防尘盖;6、压泡板;7、压泡辊;8、导向辊;9、方框;10、风机;11、连接杆;12、放置板;13、气框;14、导冷管;201、往复丝杆;202、螺母套;203、往复电机;301、冷气壳;302、制冷设备; 303、排风扇。
具体实施方式
24.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
25.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
26.实施例一
27.请参考图1所示的医用复合膜的吹膜机构结构示意图,包括从左至右依次设置的进溶料部1、吹塑部2和收卷部3,进溶料部1顶部设置进料口,吹塑部2顶部设置出料口,进溶料部1和吹塑部2内部相连通,收卷部3上设置有收卷辊,吹塑防尘筒4设置在吹塑部2的顶部,且吹塑防尘筒4顶部为开口结构,开口处通过合页转动连接有防尘盖5。
28.如图1至图4所示两个压泡板6分别设置在吹塑防尘筒4左右内壁上,两个压泡板6对称设置,其顶端至吹塑防尘筒4内壁的距离大于其底端至吹塑防尘筒4内壁的距离,两个压泡辊7设置在吹塑防尘筒4内部,且位于两个压泡板6的上方,压泡辊7两端分别和压泡辊 7前后两内壁转动连接。
29.两个延接块分别设置在吹塑防尘筒4右侧壁上端的前后两端,两个延接块之间转动设置有导向辊8,且吹塑防尘筒4右侧壁开设有穿料口。
30.放置板12设置在吹塑防尘筒4左侧壁上,冷气壳301设置在放置板12顶部,制冷设备302设置在冷气壳301的顶部,制冷设备302 可选为半导体制冷片,制冷设备302具有制冷端,制冷端贯穿冷气壳 301顶部和冷气壳301内部相连通,进风口开设在冷气壳301左侧壁,滤网板设置在进风口内,排风扇303设置在冷气壳301内部;
31.气框13设置在吹塑防尘筒4周向内壁上,且位于压泡板6和压泡辊7之间,气框13远离吹塑防尘筒4内壁的侧壁上均匀开设有多个出气管口,导冷管14设置在冷气壳301右侧壁,且和冷气壳301内部相连通,导冷管14右端贯穿吹塑防尘筒4左侧壁延伸至气框13内,且和气框13相连通。
32.方框9设置在吹塑防尘筒4右侧壁下端,方框9内左右两侧均设置有往复丝杆201,往复丝杆201两端分别和方框9前后两内壁转动连接,往复电机203设置在方框9侧壁上,往复电机203具有驱动端,驱动端贯穿方框9和往复丝杆201同轴连接,往复丝杆201外壁开设有螺纹,往复丝杆201外壁螺纹套设有螺母套202,且螺母套202侧壁和方框9内壁滑动抵接,连接杆11设置在螺母套202的顶部,风机10设置在连接杆11的顶端。
33.工作原理:在使用时,将物料输入进溶料部1的进料口处,启动吹塑部2,即可将物料自出料口吹出为直筒状,打开防尘盖5,将直筒状的复合膜依次穿过压泡板6、压泡辊7、穿料口和方框9,并与收卷部3的收卷辊卷绕连接,之后可对物料进行吹塑;
34.吹塑的过程中,由于吹塑防尘筒4的密闭设计,能够大大的减少灰尘的沾染,启动制冷设备302和排风扇303,外部空气自进风口进入冷气壳301内部,被制冷端快速降温,而外部空气中的灰尘等杂质被滤网板阻挡,之后冷气通过导冷管14输入气框13,并通过出气管口对复合膜进行快速降温;
35.在复合膜出料过程中,启动往复电机203,带动往复丝杆201旋转,螺母套202和方框9内壁抵接滑动,避免螺母套202发生转动,螺母套202可往复移动,使连接杆11带动风机10往复移动,同时启动风机10,由于风机10设置于复合膜的两侧,即可对复合膜上的灰尘进行吹除,同时形成风道,阻挡外部灰尘的靠近,进一步提高除灰防灰的作用。
36.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于) 具有类似
功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1