一种带有3D打印镶件的注塑模具模仁总成的制作方法
一种带有3d打印镶件的注塑模具模仁总成
技术领域
1.本实用新型涉及注塑模具技术领域,尤其是涉及一种带有3d打印镶件的注塑模具模仁总成。
背景技术:
2.在注塑模具中,为了提高生产效率,降低生产成本,会在一个注塑模具中设置多个模仁总成,也会在一个模仁总成中设置多个模腔来同时成型多个产品,多个模腔同时成型多个产品则需要在进胶系统中设置分支流道,通过分支流道将注塑材料均匀流向每个模腔内,如在进胶系统进入模仁总成后会设置分支流道对接到每个模腔,而该分支流道的设置一般是设置在上模仁和下模仁之间,保证开模后分支流道留下的废料能够与产品一起脱离,为使分支流道顺利脱离,在分支流道位置处还会设置顶出镶件将其顶出。
3.然而,顶出镶件的设置结合分支流道的结构,导致该位置处结构纵横交错,将使得该位置处结构复杂性提高,导致分支流道区域无法合理地设置冷却流道,使模具在成型过程中分支流道位置处的注塑材料冷却成型时间无法缩短,若成型的产品较薄或者成型的产品注塑材料固化耗费的时间小于分支流道注塑材料冷却成型耗费的时间,则将会因分支流道注塑材料的成型耗费一定的时间,从而影响产量;对此,有必要提出一种改进的技术方案以解决上述问题。
技术实现要素:
4.本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
5.一种带有3d打印镶件的注塑模具模仁总成,包括上模仁、下模仁和顶出机构,上模仁和下模仁相互匹配吻合,在上模仁和下模仁的吻合面之间形成有至少一个模腔,顶出机构与下模仁活动配合,还包括进胶系统,进胶系统包括设置在上模仁上的进胶流道和设置在上模仁和下模仁吻合面之间的分支流道,分支流道与模腔相互连通;在下模仁的中部位置处还镶嵌有金属打印镶件,进胶流道和分支流道的对接位置处设置在金属打印镶件上;下模仁上还设置有贯穿于模腔的第一顶出通孔和贯穿于金属打印镶件的第二顶出通孔,顶出机构通过第一顶出通孔和第二顶出通孔来与下模仁活动配合;在下模仁内部还设置有延伸至金属打印镶件内部的冷却流道,且冷却流道与第二顶出通孔让位配合。
6.优选地,分支流道包括设置在金属打印镶件上的第一流道和对接第一流道并延伸至连通模腔的第二流道。
7.优选地,分支流道还包括设置在上模仁上的第三流道,第三流道与进胶流道相互连通,且第三流道分别与第一流道和第二流道密封对接。
8.优选地,且第二流道让位配合于第一流道的中间,第二顶出通孔包括设置在第一流道上的第一通孔和设置在第二流道上的第二通孔,第一通孔和第二通孔的数量根据模腔的数量而设置,第一通孔位于第一流道对接第二流道的位置处。
9.优选地,在金属打印镶件上对应第一流道的中间位置处还设置有胶料缓冲孔,胶
料缓冲孔对应于进胶流道的正下方。
10.优选地,金属打印镶件的表面设置有加工面,金属打印镶件通过加工面与下模仁镶嵌配合。
11.与现有技术相比,本实用新型的有益效果是:
12.通过设置一个金属打印镶件镶嵌在下模仁对接进胶系统的位置处,使冷却流道能够沿着延伸至金属打印镶件内,金属打印镶件内的冷却流道通过3d打印的方式即可实现,相比于传统直接挖孔的方式,通过3d打印的方式能够在金属打印镶件内蜿蜒设置,能够大大提高冷却流道结构设置的灵活度,使位于金属打印镶件内的冷却流道能够与分支流道紧密配合,从而大大提高了分支流道位置处的冷却效果,从而加快了注塑材料在分支流道上的冷却成型数度;相比于传统注塑成型较薄的产品或者成型产品注塑材料的冷却成型时间小于分支流道注塑材料的冷却成型时间,通过本实用新型采用的金属打印镶件的结构设置,能够在一定程度上缩短分支流道上注塑材料的冷却成型时间,从而加快了开模时间,提高生产效率。
13.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
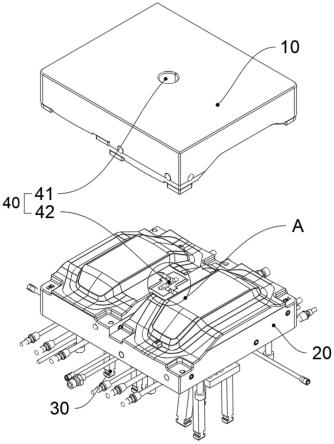
15.图1是本实用新型开模状态下的其中一个视角的结构示意图;
16.图2是本实用新型开模状态下的另外一个视角的结构示意图;
17.图3是本实用新型中下模仁、金属打印镶件和冷却流道的结构示意图;
18.图4是本实用新型图1中a处的结构示意图。
19.图中的附图标记及名称如下:
20.上模仁10、模腔11、下模仁20、第一顶出通孔21、第二顶出通孔22、第一通孔221、第二通孔222、顶出机构30、进胶系统40、进胶流道41、分支流道42、第一流道421、第二流道422、第三流道423、金属打印镶件50、胶料缓冲孔51、冷却流道60。
具体实施方式
21.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1-4,本实用新型实施例中,一种带有3d打印镶件的注塑模具模仁总成,包括上模仁10、下模仁20和顶出机构30,上模仁10和下模仁20相互匹配吻合,在上模仁10和下模仁20的吻合面之间形成有至少一个模腔11,模腔11用于成型产品,顶出机构30与下模仁20活动配合,用于将成型的产品和废料顶出,还包括进胶系统40,进胶系统40用于将注塑
材料注入到模腔11内,进胶系统40包括设置在上模仁10上的进胶流道41和设置在上模仁10和下模仁20吻合面之间的分支流道42,分支流道42与模腔11相互连通;在下模仁20的中部位置处还镶嵌有金属打印镶件50,进胶流道41和分支流道42的对接位置处设置在金属打印镶件50上;下模仁20上还设置有贯穿于模腔11的第一顶出通孔21和贯穿于金属打印镶件50的第二顶出通孔22,顶出机构30通过第一顶出通孔21和第二顶出通孔22来与下模仁20活动配合;在下模仁20内部还设置有延伸至金属打印镶件50内部的冷却流道60,且冷却流道60与第二顶出通孔22让位配合。
23.在上述技术方案中,通过设置一个金属打印镶件50镶嵌在下模仁20对接进胶系统40的位置处,使冷却流道60能够沿着延伸至金属打印镶件50内,金属打印镶件50内的冷却流道60通过3d打印的方式即可实现,相比于传统直接挖孔的方式,通过3d打印的方式能够在金属打印镶件50内蜿蜒设置,能够大大提高冷却流道60结构设置的灵活度,使位于金属打印镶件50内的冷却流道60能够与分支流道42紧密配合,从而大大提高了分支流道42位置处的冷却效果,从而加快了注塑材料在分支流道42上的冷却成型数度;相比于传统注塑成型较薄的产品或者成型产品注塑材料的冷却成型时间小于分支流道42注塑材料的冷却成型时间,通过本实用新型采用的金属打印镶件50的结构设置,能够在一定程度上缩短分支流道42上注塑材料的冷却成型时间,从而加快了开模时间,提高生产效率。
24.请参照图2和图4,分支流道42包括设置在金属打印镶件50上的第一流道421和对接第一流道421并延伸至连通模腔11的第二流道422,第一流道421用于对接进胶流道41,第二流道422用于对接模腔11;分支流道42还包括设置在上模仁10上的第三流道423,第三流道423与进胶流道41相互连通,且第三流道423分别与第一流道421和第二流道422密封对接,第三流道423用于使分支流道42形成截面为圆形结构,以降低满胶状态下胶料沿着上模仁10和下模仁20之间的吻合面溢出。
25.请参照图3-4,第二流道422让位配合于第一流道421的中间,第二顶出通孔22包括设置在第一流道421上的第一通孔221和设置在第二流道422上的第二通孔222,第一通孔221和第二通孔222的数量根据模腔11的数量而设置,第一通孔221位于第一流道421对接第二流道422的位置处;通过这一设置,使金属打印镶件50对应第一流道421中间以下的部位能够被设置冷却流道60,使冷却流道60能够沿着该位置绕至第一流道421和第二流道422的两旁,从而大大提高对分支流道42的冷却效果;此外,为了降低进胶流道41射入分支流道42的胶料的冲击力,在金属打印镶件50上对应第一流道421的中间位置处还设置有胶料缓冲孔51,胶料缓冲孔51对应于进胶流道41的正下方,即便该胶料缓冲孔51的设置正好位于第一流道421的中间位置处,由于冷却流道60设置的灵活度,使冷却流道60也能够从胶料缓冲孔51下方的位置处绕过。
26.优选地,金属打印镶件50的表面设置有加工面,金属打印镶件50通过加工面与下模仁20镶嵌配合,金属打印镶件50在打印完成后,都还需要进行精加工,保证其精度,从而达到与下模仁20镶嵌配合的效果,金属打印镶件50是金属件,其强度跟材料特性与传统刚才相同,不会有融化的问题。
27.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新
型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1