海洋踏板冷却定型装置的制作方法
1.本实用新型涉及海洋踏板加工技术领域,具体为海洋踏板冷却定型装置。
背景技术:
2.海洋踏板是以高密度聚乙烯主要原料,通过挤出工艺加工而成,可根据实际需求或工程设计,在其他金属或塑胶配件的辅助下进行连接、固定、组合、安装成各式形状,用于码头、浮桥、平台等场所进行水陆连接的漂浮于水面上的产品。
3.海洋踏板被广泛应用于海洋养殖网箱中,作为辅助人们在网箱上方行走的部件,海洋踏板生产时通常采用塑料挤出成型技术,一般是将塑料原料在挤出机上加热熔融塑化,熔体在模头上初步形成类似于产品的融坯,进入定型模具和水箱,通过真空吸附和定型模间接冷却和水箱冷却水直接冷却,达到冷却定型目的,该方式只直接冷却了海洋踏板的外表面,内部自然冷却,冷却速度比较慢,对于海洋踏板产品壁厚很厚、内部多筋、多腔冷却速度更慢,导致海洋踏板生产的产能难以提高。
技术实现要素:
4.本实用新型的目的在于提供海洋踏板冷却定型装置,以解决上述背景技术中提出的冷却效果不佳的问题。
5.为实现上述目的,本实用新型提供如下技术方案:海洋踏板冷却定型装置,包括模具主体、吹气板、芯棒和气室,所述模具主体的中央位置处设置有成型腔,且所述成型腔的内部均匀分布有芯棒,所述芯棒上均设置有吹气板,且所述吹气板的内部设置有气室,所述气室的顶端设置有第一吹气孔,且所述气室的底端设置有第二吹气孔。
6.优选的,所述成型腔的内部均匀分布有副型腔,所述芯棒分别设置于副型腔内。
7.优选的,所述芯棒上均设置有支架,所述吹气板均通过支架与芯棒固定连接。
8.优选的,所述支架上均设置有冷却出风气道,且所述冷却出风气道与副型腔相连通。
9.优选的,所述吹气板上均匀设置有狭缝,且所述狭缝与冷却出风气道相对应。
10.优选的,所述第一吹气孔和第二吹气孔的内部分别设置有第一进气管和第二进气管,所述支架上分别开设有通孔,所述第一进气管和第二进气管均穿过通孔。
11.优选的,所述第一进气管和第二进气管均采用聚四氟乙烯管。
12.优选的,所述第一进气管和第二进气管的一侧设置有吹气总成,且所述第一进气管和第二进气管与吹气总成相连通,所述吹气总成上设置有气量调节阀。
13.与现有技术相比,本实用新型的有益效果是:
14.(1)该海洋踏板冷却定型装置通过安装有模具主体、成型腔、副腔室、芯棒、吹气板、第一吹气孔、第二吹气孔、第一进气管、第二进气管以及冷却出风气道,副型腔内的芯棒上安装吹气板,在生产过程中通过第一进气管和第二进气管中通入适量压力的空气,吹气板上有狭缝,气通过狭缝均匀地吹在海洋踏板型坯的内表面和内筋表面上,从而加速海洋
踏板生产过程中冷却定型,通过在芯棒上直接冷却刚从模口上挤出来的型坯,内外同时比较快速的冷却定型,从而达到提高生产速度,也节约了生产成本。
15.(2)该海洋踏板冷却定型装置通过安装有支架、吹气总成以及气量调节阀,通过在支架上钻孔,使得第一进气管与第二进气管伸出模头外部,与吹气总成相连,吹气总成上安装气量调节阀,可调节风量大小,使得气量可根据实际生产产品效果进行调整,从而达到快速的冷却定型效果,减少产品的残留内应力,提高产品的生产速度。
附图说明
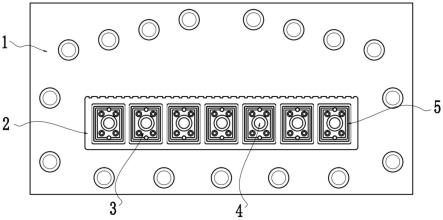
16.图1为本实用新型的正视结构示意图;
17.图2为本实用新型的成型腔结构示意图;
18.图3为本实用新型的吹气板结构示意图;
19.图4为本实用新型的吹气板剖面结构示意图;
20.图5为本实用新型的吹气板侧视结构示意图。
21.图中:1、模具主体;2、成型腔;3、吹气板;4、芯棒;5、支架;6、副型腔;7、第一吹气孔;8、第二吹气孔;9、气室;10、冷却出风气道;11、狭缝;12、第一进气管;13、吹气总成;14、第二进气管;15、气量调节阀。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1-5,本实用新型提供的一种实施例:海洋踏板冷却定型装置,包括模具主体1、吹气板3、芯棒4和气室9,模具主体1的中央位置处设置有成型腔2,海洋踏板生产用熔融原料注入到模具主体1的成型腔2内,且成型腔2的内部均匀分布有芯棒4;
24.成型腔2的内部均匀分布有副型腔6,芯棒4分别设置于副型腔6内,芯棒4上均设置有支架5,吹气板3均通过支架5与芯棒4固定连接,使得吹气板3与芯棒4固定连接;
25.芯棒4上均设置有吹气板3,且吹气板3的内部设置有气室9,气室9的顶端设置有第一吹气孔7,且气室9的底端设置有第二吹气孔8;
26.第一吹气孔7和第二吹气孔8的内部分别设置有第一进气管12和第二进气管14,第一进气管12和第二进气管14均采用聚四氟乙烯管;
27.在生产过程中通过第一进气管12和第二进气管14中通入适量压力的空气到吹气板3内的气室9中;
28.支架5上均设置有冷却出风气道10,且冷却出风气道10与副型腔6相连通;
29.吹气板3上均匀设置有狭缝11,且狭缝11与冷却出风气道10相对应;
30.气通过狭缝11和冷却出风气道10均匀地吹在海洋踏板型坯的内表面和内筋表面上,从而加速海洋踏板生产过程中冷却定型;
31.通过在芯棒4上直接冷却刚从模口上挤出来的型坯,内外同时比较快速的冷却定型,从而达到提高生产速度,也节约了生产成本,解决原来只冷却外表面未冷却内部的问题,减少产品的残留内应力;
32.解决了普通的冷却定型装置只冷却了海洋踏板的外表面,内部依靠自然冷却或间接依靠外壁降温冷却传导冷却内部,冷却效率非常低的问题;
33.支架5上分别开设有通孔16,第一进气管12和第二进气管14均穿过通孔16;
34.第一进气管12和第二进气管14的一侧设置有吹气总成13,且第一进气管12和第二进气管14与吹气总成13相连通;
35.使得第一进气管12与第二进气管14可穿过通孔16伸出模具主体1外部,与吹气总成13相连;
36.吹气总成13上设置有气量调节阀15,可调节风量大小,使得气量可根据实际生产产品效果进行调整,从而达到快速的冷却定型效果;
37.气量调节阀15的具体型号规格需根据该装置的规格参数等选型计算确定,其选型计算方法为现有技术,故不再详细赘述。
38.工作原理:本技术实施例在使用时,熔融原料注入到模具主体1的成型腔2内,吹气板3固定在芯棒4上的支架5上,吹气板3上有气室9,气室9与第一进气管12以及第二进气管14相通,在支架5上设有通孔16,第一进气管12与第二进气管14伸出模具主体1外部,与吹气总成13相连,吹气总成13上安装气量调节阀15,可调节风量大小,在生产过程中通过第一进气管12和第二进气管14中通入适量压力的空气到吹气板3内的气室9中,吹气板3上有狭缝11,支架5上设有冷却出风气道10,气通过狭缝11和冷却出风气道10均匀地吹在海洋踏板型坯的内表面和内筋表面上,从而加速海洋踏板生产过程中冷却定型,通过在芯棒4上直接冷却刚从模口上挤出来的型坯,内外同时比较快速的冷却定型,从而达到提高生产速度,也节约了生产成本,解决原来只冷却外表面未冷却内部的问题,减少产品的残留内应力,吹气总成13上安装气量调节阀15,可调节风量大小,使得气量可根据实际生产产品效果进行调整,从而达到快速的冷却定型效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1