汽车顶棚贴合包边裁切一体成型模具装置的制作方法
1.本实用新型涉及模具领域,具体涉及一种汽车顶棚贴合包边裁切一体成型模具装置。
背景技术:
2.以往汽车顶棚生产加工是先把面料和顶棚骨架进行加热,加热好之后把面料贴合在顶棚骨架上面,再进行切边,然后再进行包边,上述工序目前采用多台设备完成,还要大量人工配合周转,费时费力,设备需要占用大量空间。目前对面料、顶棚骨架加热送入模具贴合是现有技术,但是如何贴合后继续切边包边是目前要解决的一大技术问题,把贴合后冲切好的顶棚半成品进行包边也是现有技术,包边后裁切也是现有技术,但是都需要分开进行操作加工,尤其是顶棚中间带有天窗的结构产品,如何通过一台设备完成贴合包边裁切等操作,是目前重要研究课题。
技术实现要素:
3.为了解决上述技术问题,本实用新型提出了一种汽车顶棚贴合包边裁切一体成型模具装置,设计巧妙,结构合理紧凑,能够实现自动加热、贴合、包边以及裁切一体完成,节省人力,提高效率。
4.本实用新型的技术方案:
5.汽车顶棚贴合包边裁切一体成型模具装置,它包括上模架、上模、下模架、下模、钉框部、贴合加热部、包边加热部、边沿包边部和边沿裁切部,上模上端安装在上模架中间,下模下端安装在下模架中间,上模下端四周安装有钉框部,上模下面左右两侧分别安装有一边沿包边部,下模左右两侧分别安装有包边加热部,下模架后侧安装有贴合加热部,所述钉框部包括钉框、钉子、钉框滑架,钉框设计呈矩形状框架,钉框下面安装有若干钉子,钉框滑架包括两个倾倒u型滑槽、滑动组件,两个倾倒u型滑槽分别通过滑动组件上下滑动安装在下模两侧位置,两个倾倒u型滑槽的槽口相对安装,钉框两侧分别滑动安装两个倾倒u型滑槽内;所述贴合加热部包括支架、伸缩机构、上加热部和下加热部,上加热部两侧下端滑动安装支架上面两侧,下加热部通过气缸控制升降安装在上加热部的下方,伸缩机构安装支架前端两侧位置,伸缩机构控制连接上加热部两侧下方位置;所述边沿裁切部包括顶棚前后沿裁切部和顶棚左右边沿裁切部,顶棚前后沿裁切部安装在下模左右两侧位置且位于包边加热部外侧,顶棚左右边沿裁切部安装在上模的下面前后侧位置。
6.所述的汽车顶棚贴合包边裁切一体成型模具装置还包括中间天窗包边部、中间天窗裁切部、中间天窗包边加热部,中间天窗包边部呈矩形状安装上模下面中间位置,中间天窗包边加热部对应也呈矩形状设计安装下模中间位置,中间天窗裁切部包括天窗废料冲切刀、下矩形刀和上矩形刀槽,上矩形刀槽安装在上模的中间天窗包边部的内侧,下矩形刀对应上矩形刀槽安装在下模的中间天窗包边加热部内侧,下矩形刀与中间天窗包边加热部之间还设计有矩形状的天窗废料冲切刀。
7.所述的滑动组件包括四个竖架、滑轨、滑块、下限板、锁定气缸、倒置l型锁块,上模的左右两侧分别有两个竖架,四个竖架下端安装在上模架上面,四个竖架的内侧分别竖向安装有一滑轨,所述钉框的左右两侧分别通过两个滑块对应滑动安装在滑轨上,竖架下端内侧安装有下限板,锁定气缸设计两组,每组分别安装在上模架下面两侧位置,倒置l型锁块也对应设计有两组,倒置l型锁块下端旋转安装在上模架下面两侧位置且位于锁定气缸的内侧,锁定气缸的伸缩端旋转连接倒置l型锁块的上端外侧,每侧的倒置l型锁块的内侧可倒钩在对应侧的倾倒u型滑槽外侧下面;所述倾倒u型滑槽的后端封堵设计,倾倒u型滑槽的前端设计有l型挡块,l型挡块的一端旋转安装在倾倒u型滑槽前端外侧上面,l型挡块的另一端可阻挡在钉框前端外侧。
8.所述上加热部包括上矩形框架,上矩形框架中间均匀安装有若干加热灯管,矩形框架左右两侧下端通过支撑分别安装有一横架,横架下端内侧安装有滑轨,所述伸缩机构包括齿轮、齿条、皮带、同步转轴和驱动电机,横架下端外侧安装有齿条,支架上端两侧分别安装有滑块,每侧的滑轨对应滑动安装在对应侧的滑块内,支架前端靠近上面旋转安装有同步转轴,同步转轴两端伸出支架一段长度且端部分别安装有主动带轮,支架两侧上端分别旋转安装有一齿轮且齿轮外侧同轴安装有从动带轮,同一侧的主动带轮和从动带轮通过皮带环绕连接,齿轮与齿条啮合配合,驱动电机安装在支架的内部前侧靠近上端位置且驱动电机驱动连接同步转轴中间位置;所述下加热部包括升降气缸、下矩形框架,上矩形框架前后两端分别通过升降气缸连接在下矩形框架的前后两端,下矩形框架左右两侧位于支撑内侧,下矩形框架中间安装有若干加热灯管。
9.所述的下模两侧还分别设计安装有两个支撑导轮组,两个支撑导轮组上面可滚动支撑在上加热部的横架下面齿条和滑轨之间,所述支撑导轮组包括两个导轮、导轮座、支撑丝杆、固定底座,固定底座安装在下模外侧的下模架上,固定底座上面安装有横板,横板两端分别通过支撑丝杆连接在导轮座下端,导轮座上面设计有u型槽,u型槽内旋转安装有两个导轮,导轮座两端分别开有丝孔,横板两端分别开有通孔,支撑丝杆上端旋转在导轮座的丝孔内且通过螺母锁定压紧导轮座下面,支撑丝杆下端穿过横板的通孔且通孔两侧通过螺母旋在支撑丝杆上进行锁紧固定。
10.所述汽车顶棚贴合包边裁切一体成型模具装置还包括面料压紧机构,面料压紧机构包括左夹紧机构、右夹紧机构、前夹紧机构和后夹紧机构,左夹紧机构、右夹紧机构、前夹紧机构和后夹紧机构分别对应安装在模具的左侧、右侧、前侧和后侧位置,所述左夹紧机构包括左上气缸、左上夹板、左下气缸和左下夹板,左上气缸设计两个,两个左上气缸安装在上模架上端,两个左上气缸的伸缩端贯穿上模架后分别对应连接左上夹板上端两侧位置,左下气缸也分别设计两个,两个左下气缸下端分别固定在下模架上面,两个左下气缸上端驱动连接左下夹板的下端靠近两侧位置,左下夹板对应位于左上夹板下方;所述右夹紧机构和左夹紧机构对称设计安装;所述前夹紧机构包括前上夹板、前上气缸、前下夹板,前上气缸设计两个,两个前上气缸分别安装在上模架前端靠近两侧位置,两个前上气缸的伸缩端分别连接前上夹板的两端,前下夹板位于前上夹板下方且固定安装在下模的前端位置;所述后夹紧机构与前夹紧机构对称设计。
11.所述左上夹板的下端和左下夹板的上端分别设计有l型台阶,左上夹板的l型台阶与左下夹板的l型台阶相互卡合配合;所述前上夹板的下端和前下夹板的上端也分别设计
有l型台阶,前上夹板的l型台阶与前下夹板的l型台阶相互卡合配合。
12.所述顶棚前后沿裁切部包括边沿裁切刀、边沿裁切油缸,边沿裁切油缸设计有两个,边沿裁切油缸下端安装在下模左侧或右侧的下模架上面,两个边沿裁切油缸上端连接在边沿裁切刀的下端两侧位置;所述边沿包边部包括边沿包边气缸组和边沿包边块,边沿包边气缸组和边沿包边块分别设计有若干个,若干边沿包边块拼接成顶棚边沿形状,若干边沿包边块上端对应通过若干边沿包边气缸组安装在上模架上面;所述边沿包边气缸组包括边沿水平伸缩气缸和边沿上下伸缩气缸,边沿水平伸缩气缸的伸缩端前端连接边沿上下伸缩气缸的下端,边沿上下伸缩气缸的上端伸缩端连接边沿包边块;所述顶棚左右边沿裁切部包括顶棚左边沿裁切刀、顶棚右边沿裁切刀,顶棚左边沿裁切刀和顶棚右边沿裁切刀是分别仿顶棚左右边沿型线设计成型的切刀,顶棚左边沿裁切刀和顶棚右边沿裁切刀设计安装在上模下面靠近前后两侧位置。
13.所述中间天窗包边部包括若干天窗包边块、若干天窗水平伸缩气缸和天窗上下伸缩油缸和升降托板,若干天窗包边块拼接成顶棚天窗形状,若干天窗包边块对应通过若干天窗水平伸缩气缸安装在升降托板上面;升降托板上端中间连接天窗上下伸缩油缸的下端,天窗上下伸缩油缸上端安装在上模架上面;天窗水平伸缩气缸伸缩控制相连接的天窗包边块水平移动,天窗上下伸缩油缸则控制升降托板带着若干天窗包边块以及若干天窗水平伸缩气缸整体升降动作;所述中间天窗裁切部还包括天窗裁切油缸和矩形板,矩形板下端靠近四角位置分别安装有一天窗裁切油缸,天窗裁切油缸下端安装下模架上面,天窗裁切油缸上端伸缩端连接在矩形板下面,矩形板上面一周安装有天窗废料冲切刀,下矩形刀下端四周通过固定柱贯穿矩形板后安装在下模架上面;下矩形刀的上方刀刃设计成锯齿状刀刃。
14.本实用新型的优点是设计巧妙,结构合理紧凑,通过贴合加热部对面料和顶棚骨架同时加热,再进行合模贴合,并冲切无需包边位置的废料,并且对要包边的位置进行加热,然后进行包边,整个过程一个设备完成,无需更换设备,节省时间,提高生产效率。
附图说明
15.图1是本实用新型的整体示意图。
16.图2是本实用新型的上模处的前视示意图。
17.图3是本实用新型的上模处的立体示意图。
18.图4是本实用新型的上模处的仰视示意图。
19.图5是本实用新型的下模处的立体示意图。
20.图6是本实用新型的下模处的俯视示意图。
21.图7是本实用新型的贴合加热部的立体示意图一。
22.图8是本实用新型的贴合加热部的立体示意图二。
23.图9是本实用新型的贴合加热部的伸缩机构处局部放大示意图。
24.图10是本实用新型的边沿裁切部、中间天窗裁切部以及包边加热部的示意图。
25.图11是本实用新型的边沿包边部和中间天窗包边部的简化示意图。
26.图12是本实用新型的左夹紧机构的示意图。
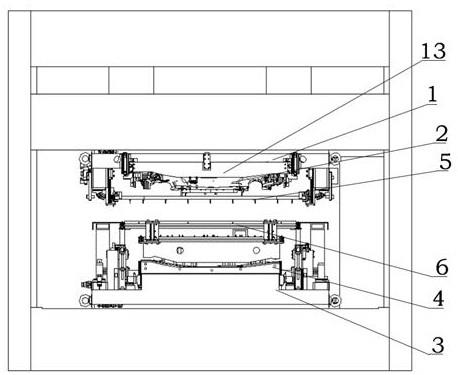
27.图13是图1的立体示意图(贴合加热部伸入模具内进行加热状态示意图)。
具体实施方式
28.参照附图1-13,汽车顶棚贴合包边裁切一体成型模具装置,它包括上模架1、上模2、下模架3、下模4、钉框部5、贴合加热部6、包边加热部7、边沿包边部8和边沿裁切部9,上模2上端安装在上模架1中间,下模4下端安装在下模架3中间,上模2下端四周安装有钉框部5,上模2下面左右两侧分别安装有一边沿包边部8,下模4左右两侧分别安装有包边加热部7,下模架3后侧安装有贴合加热部6,所述钉框部5包括钉框51、钉子52、钉框滑架53,钉框51设计呈矩形状框架,钉框51下面安装有若干钉子52,钉框滑架53包括两个倾倒u型滑槽531、滑动组件532,两个倾倒u型滑槽531分别通过滑动组件532上下滑动安装在下模4两侧位置,两个倾倒u型滑槽531的槽口相对安装,钉框51两侧分别滑动安装两个倾倒u型滑槽531内;所述贴合加热部6包括支架62、伸缩机构61、上加热部63和下加热部64,上加热部63两侧下端滑动安装支架62上面两侧,下加热部64通过气缸控制升降安装在上加热部63的下方,伸缩机构61安装支架62前端两侧位置,伸缩机构61控制连接上加热部63两侧下方位置;所述边沿裁切部9包括顶棚前后沿裁切部91和顶棚左右边沿裁切部92,顶棚前后沿裁切部91安装在下模4左右两侧位置且位于包边加热部7外侧,顶棚左右边沿裁切部92安装在上模2的下面前后侧位置。
29.所述的汽车顶棚贴合包边裁切一体成型模具装置还包括中间天窗包边部10、中间天窗裁切部11、中间天窗包边加热部12,中间天窗包边部10呈矩形状安装上模2下面中间位置,中间天窗包边加热部12对应也呈矩形状设计安装下模4中间位置,中间天窗裁切部11包括天窗废料冲切刀111、下矩形刀112和上矩形刀槽113,上矩形刀槽113安装在上模2的中间天窗包边部10的内侧,下矩形刀112对应上矩形刀槽113安装在下模4的中间天窗包边加热部12内侧,下矩形刀112与中间天窗包边加热部12之间还设计有矩形状的天窗废料冲切刀111。
30.所述的滑动组件532包括四个竖架5321、滑轨、滑块、下限板5322、锁定气缸5323、倒置l型锁块5324,上模2的左右两侧分别有两个竖架5321,四个竖架5321下端安装在上模架1上面,四个竖架5321的内侧分别竖向安装有一滑轨,所述钉框51的左右两侧分别通过两个滑块对应滑动安装在滑轨上,竖架5321下端内侧安装有下限板5322,锁定气缸5323设计两组,每组分别安装在上模架1下面两侧位置,倒置l型锁块5324也对应设计有两组,倒置l型锁块5324下端旋转安装在上模架1下面两侧位置且位于锁定气缸5323的内侧,锁定气缸5323的伸缩端旋转连接倒置l型锁块5324的上端外侧,每侧的倒置l型锁块5324的内侧可倒钩在对应侧的倾倒u型滑槽531外侧下面;所述倾倒u型滑槽531的后端封堵设计,倾倒u型滑槽531的前端设计有l型挡块533,l型挡块533的一端旋转安装在倾倒u型滑槽531前端外侧上面,l型挡块533的另一端可阻挡在钉框51前端外侧。
31.所述上加热部63包括上矩形框架631,上矩形框架631中间均匀安装有若干加热灯管632,上矩形框架631左右两侧下端通过支撑633分别安装有一横架634,横架634下端内侧安装有滑轨,横架可以设计为一个整体,也可以分段设计成若干段,所述伸缩机构61包括齿轮611、齿条612、皮带613、同步转轴614和驱动电机615,横架634下端外侧安装有齿条612,支架62上端两侧分别安装有滑块,每侧的滑轨对应滑动安装在对应侧的滑块内,支架62前端靠近上面旋转安装有同步转轴614,同步转轴614两端伸出支架62一段长度且端部分别安装有主动带轮616,支架62两侧上端分别旋转安装有一齿轮611且齿轮611外侧同轴安装有
从动带轮617,同一侧的主动带轮616和从动带轮617通过皮带613环绕连接,齿轮611与齿条612啮合配合,驱动电机615安装在支架62的内部前侧靠近上端位置且驱动电机615驱动连接同步转轴614中间位置;所述下加热部64包括升降气缸641、下矩形框架642,上矩形框架631前后两端分别通过升降气缸641连接在下矩形框架642的前后两端,下矩形框架642左右两侧位于支撑633内侧,下矩形框架642中间安装有若干加热灯管632,下矩形框架中间的若干加热灯管是根据下模上的形状进行仿形排布,针对顶棚骨架处排布,加热时升降气缸控制加热灯管距离顶棚骨架10-15cm距离,其余无骨架地方则无需设计灯管加热。
32.所述的下模4两侧还分别设计安装有两个支撑导轮组,两个支撑导轮组上面可滚动支撑在上加热部63的横架634下面的齿条612和滑轨之间,所述支撑导轮组包括两个导轮65、导轮座66、支撑丝杆67、固定底座68,固定底座68安装在下模4外侧的下模架3上,固定底座68上面安装有横板69,横板69两端分别通过支撑丝杆67连接在导轮座66下端,导轮座66上面设计有u型槽,u型槽内旋转安装有两个导轮65,导轮座66两端分别开有丝孔,横板69两端分别开有通孔,支撑丝杆67上端旋转在导轮座66的丝孔内且通过螺母锁定压紧导轮座66下面,支撑丝杆67下端穿过横板69的通孔且通孔两侧通过螺母旋在支撑丝杆67上进行锁紧固定。支撑导轮组设计保证贴合加热部的上、下加热部伸入上模和下模之间时,前端悬空垂头问题,防止后端翘起等问题,安全可靠。
33.所述汽车顶棚贴合包边裁切一体成型模具装置还包括面料压紧机构13,面料压紧机构13包括左夹紧机构131、右夹紧机构、前夹紧机构132和后夹紧机构,左夹紧机构131、右夹紧机构、前夹紧机构132和后夹紧机构分别对应安装在模具的左侧、右侧、前侧和后侧位置,所述左夹紧机构131包括左上气缸1311、左上夹板1312、左下气缸1313和左下夹板1314,左上气缸1311设计两个,两个左上气缸1311安装在上模架1上端,两个左上气缸1311的伸缩端贯穿上模架1后分别对应连接左上夹板1312上端两侧位置,左下气缸1313也分别设计两个,两个左下气缸1313下端分别固定在下模架3上面,两个左下气缸1313上端驱动连接左下夹板1314的下端靠近两侧位置,左下夹板1314对应位于左上夹板1312下方;所述右夹紧机构和左夹紧机构131对称设计安装;所述前夹紧机构132包括前上夹板1321、前上气缸1322、前下夹板1323,前上气缸1322设计两个,两个前上气缸1322分别安装在上模架1前端靠近两侧位置,两个前上气缸1322的伸缩端分别连接前上夹板1321的两端,前下夹板1323位于前上夹板1321下方且固定安装在下模4的前端位置;所述后夹紧机构与前夹紧机构132对称设计。面料压紧机构设计从四周预先夹紧面料,这样面料在后续贴合、裁切、包边过程中,都会保证面料拉紧状态,防止折皱问题。
34.所述左上夹板1312的下端和左下夹板1314的上端分别设计有l型台阶,左上夹板1312的l型台阶与左下夹板1314的l型台阶相互卡合配合;所述前上夹板1321的下端和前下夹板1323的上端也分别设计有l型台阶,前上夹板1321的l型台阶与前下夹板1323的l型台阶相互卡合配合。l型台阶能够有效夹持面料,防止打滑问题。
35.所述顶棚前后沿裁切部91包括边沿裁切刀911、边沿裁切油缸912,边沿裁切油缸912设计有两个,边沿裁切油缸912下端安装在下模4左侧或右侧的下模架3上面,两个边沿裁切油缸912上端连接在边沿裁切刀911的下端两侧位置;所述边沿包边部8包括边沿包边气缸组和边沿包边块81,边沿包边气缸组和边沿包边块81分别设计有若干个,若干边沿包边块81拼接成顶棚边沿形状,若干边沿包边块81上端对应通过若干边沿包边气缸组安装在
上模架1上面;所述边沿包边气缸组包括边沿水平伸缩气缸82和边沿上下伸缩气缸83,边沿水平伸缩气缸82的伸缩端前端连接边沿上下伸缩气缸83的下端,边沿上下伸缩气缸83的上端伸缩端连接边沿包边块81。所述顶棚左右边沿裁切部92包括顶棚左边沿裁切刀911、顶棚右边沿裁切刀911,顶棚左边沿裁切刀911和顶棚右边沿裁切刀911是分别仿顶棚左右边沿型线设计成型的切刀,顶棚左边沿裁切刀911和顶棚右边沿裁切刀911设计安装在上模下面靠近前后两侧位置。
36.所述中间天窗包边部10包括若干天窗包边块101、若干天窗水平伸缩气缸102和天窗上下伸缩油缸103和升降托板104,若干天窗包边块101拼接成顶棚天窗形状,若干天窗包边块101对应通过若干天窗水平伸缩气缸102安装在升降托板104上面;升降托板104上端中间连接天窗上下伸缩油缸103的下端,天窗上下伸缩油缸103上端安装在上模架1上面;天窗水平伸缩气缸102伸缩控制相连接的天窗包边块水平移动,天窗上下伸缩油缸103则控制升降托板104带着若干天窗包边块以及若干天窗水平伸缩气缸整体升降动作;所述中间天窗裁切部11还包括天窗裁切油缸114和矩形板115,矩形板115下端靠近四角位置分别安装有一天窗裁切油缸114,天窗裁切油缸114下端安装下模架3上面,天窗裁切油缸114上端伸缩端连接在矩形板115下面,矩形板115上面一周安装有天窗废料冲切刀111,下矩形刀112下端四周通过固定柱贯穿矩形板115后安装在下模架3上面;下矩形刀112的上方刀刃设计成锯齿状刀刃1121。下矩形刀是固定不动的,矩形板在天窗裁切油缸控制下可以上下运动,这个上行高度不会高于下矩形刀高度,天窗废料冲切刀上冲时与天窗包边块下面平碰,实现冲切面料。下矩形刀设计成锯齿状刀刃,合模后就能把面料中间刺穿划破,这样中间天窗位置包边时才能把面料拉扯过来进行包边,否则中间无法有效包边,强行包边则导致面料拉扯过渡变形,面料损坏,包边难度增加。
37.本实用新型的上模和下模的型面是仿汽车顶棚(带天窗)设计,上模和下模合模才能有效把面料和骨架挤压贴合,这属于现有技术,本实用新型简单描述。本实用新型中为了保证升降结构稳定,设计导轨、导柱等结构辅助导向,都现有技术,则简单描述。
38.本实用新型使用时,
39.1、首先手动把面料平铺挂在钉框上面,通过钉框四周钉子进行刺挂,面料上面开始滚胶或者直接把滚好胶的面料挂在钉框上面;手动把顶棚骨架放置在下模上面;
[0040] 2、手动把带有面料的钉框插入钉框滑架的两个倾倒u型滑槽内,插入前手动把l型挡块拨开,插入后把l型挡块拨回,防止钉框滑脱;
[0041]
3、控制上模下降至设定高度;
[0042]
4、贴合加热部的驱动电机驱动同步转轴旋转,带动两侧的主动带轮,主动带轮通过皮带驱动从动带轮旋转,从动带轮则与齿轮同轴安装,齿轮也一起旋转,齿轮旋转则啮合驱动齿条前行,从而控制上加热部和下加热部伸至上模与下模之间,移动过程中,横架下端前侧会通过支撑导轮组进行滚动支撑;移动到位后,下加热部通过升降气缸控制下矩形框架带着若干加热灯管靠近下模上面的顶棚骨架上方,启动电源上加热部通过若干加热灯管对上面的面料加热,下加热部则对顶棚骨架加热;
[0043]
5、加热完成后,停止加热,升降气缸控制下矩形框架带着若干加热灯管一起回程,驱动电机方向动作带着上加热部和下加热部回程复位,等待下一次加热;
[0044]
6、贴合加热部退回完成后,控制上模下行,进行合模,合模前,面料压紧机构先开
始动作,前后左右四边通过上下夹板组件把面料的四边预先夹紧,然后继续合模;
[0045]
7、合模保压,同时顶棚产品两侧非包边部分的面料,被顶棚左右边沿裁切部压断(上模上的顶棚左边沿裁切刀和顶棚右边沿裁切刀冲压面料碰触在下模的前后两侧上面,实现平碰冲切),同时上模与下模挤压面料和顶棚骨架,实现面料与骨架的贴合;同时中间天窗裁切部的下矩形刀通过锯齿状刀刃把面料进行刺穿分开一定刀口;
[0046]
8、同时,下模设置在顶棚产品包边部位背面的加热部的加热灯管打开,给所有包边部位进行加热,顶棚产品前后边沿包边加热部位于合模后的顶棚前后边沿包边部的内侧,中间天窗加热部则位于合模后的顶棚中间天窗包边部的外侧一周;
[0047]
9、包边部位加热完成后,控制包边块前推,再把面料压合到顶棚骨架上;
[0048]
10、在包边保压的同时,面料开始切掉废料区域,顶棚前后沿裁切部和中间天窗裁切部同时动作,顶棚前后沿裁切部的边沿裁切油缸带动边沿裁切刀上冲顶棚产品前后边沿的面料,平碰在顶棚产品前后边沿包边部的包边块下面,进行切断废料区域;中间天窗裁切部的天窗裁切油缸控制矩形板带着上面的天窗废料冲切刀上冲天窗中间废料区域,天窗废料冲切刀上端平碰到中间天窗包边块的下面,实现切断;把包边部分的废料切断后,再退回所有裁切刀;
[0049]
11、包边保压完成后,包边退回,上模打开;
[0050]
12、取出产品与钉框,如上述过程重复工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1