一种尾翼外盖切割及装配一体化设备的制作方法
本技术涉及汽车零部件生产设备,尤其涉及一种尾翼外盖切割及装配一体化设备。
背景技术:
1、汽车尾翼,是指汽车行李箱盖上设置的突出型结构,汽车尾翼用于使空气阻力产生一个向下的压力,抵消部分升力,并提高车辆对地面的附着力,起到节能和提高行车安全的效果。常见的汽车尾翼大多由非金属材料注塑成型,如图1所示,展示了一种汽车尾翼外盖的结构,由于注塑成型后在尾翼外盖a的内侧边缘及外侧边缘具有多个浇口部b,需要对各浇口部b与尾翼外盖a的连接处进行切除处理,切除后需要进一步在尾翼外盖a两端的边缘处的安装孔内安装卡扣c,以便尾翼外盖a的后续进一步组装。通常这两个工序是分开进行的。
2、公开号为cn217258097u的实用新型专利公开了一种汽车尾翼水口剪切工装,水口即上述的浇口。虽然该设备可以实现一次多个浇口的剪切,但是无法同步的进行尾翼卡扣的安装,仍需取下尾翼工件后采用专用设备进一步进行卡扣安装作业,产生了工序的浪费,降低了生产效率。因此,设计一种集成度高的、能同时进行浇口切除与卡扣安装的尾翼外盖切割及装配一体化设备,对于提高生产效率,减少浪费,是非常必要的。
技术实现思路
1、有鉴于此,本实用新型提出了一种集成度高、能够同时切除浇口部并安装两个边缘的卡扣的和尾翼外盖切割及装配一体化设备。
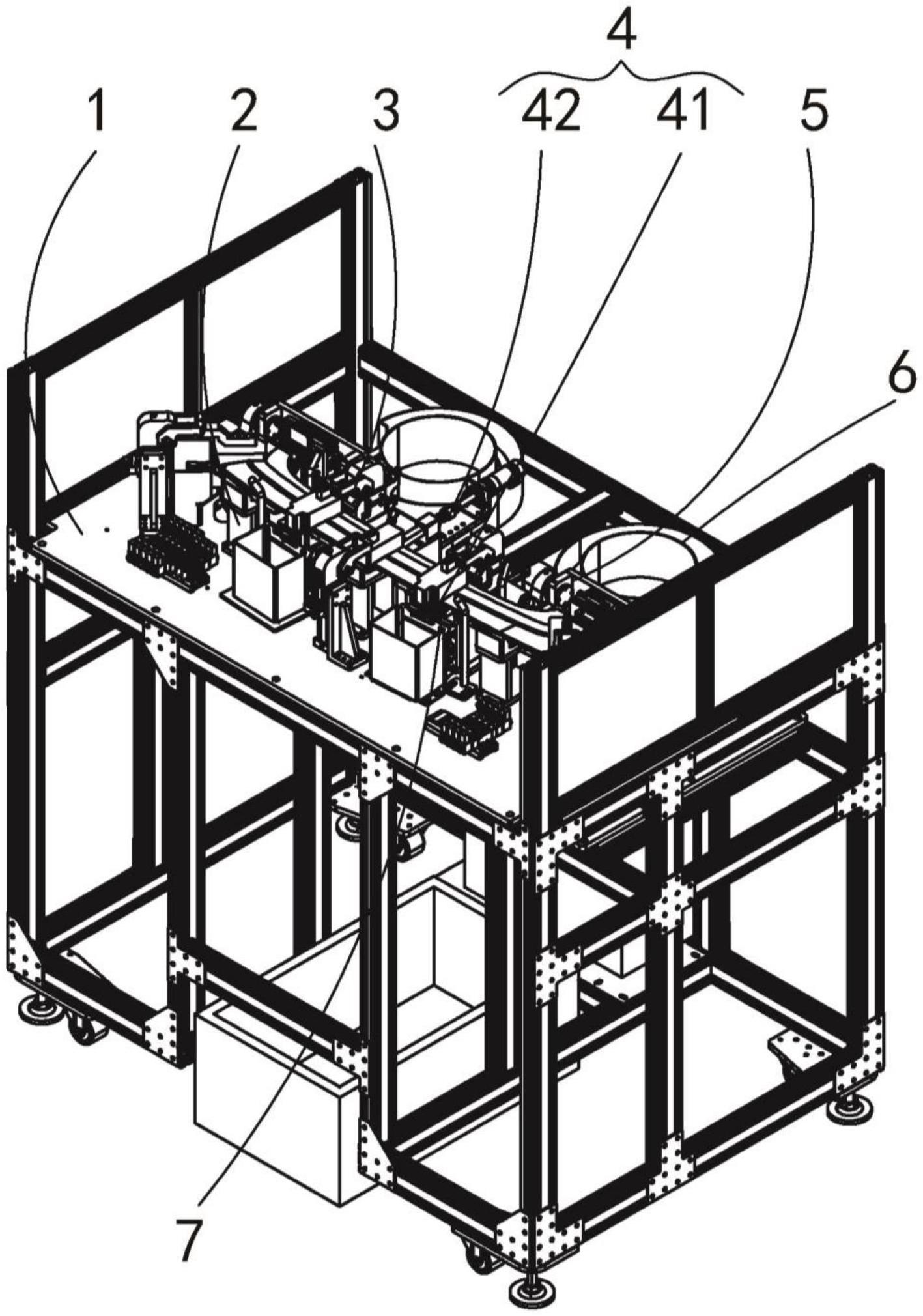
2、本实用新型的技术方案是这样实现的:本实用新型提供了一种尾翼外盖切割及装配一体化设备,包括底座(1)、若干托举部(2)、若干压紧机构(3)、切割机构(4)和两卡扣装夹机构(5);
3、各托举部(2)的一端设置在底座(1)远离地面的一侧端面,托举部(2)的另一端沿着竖直方向朝着远离底座(1)向外延伸;各托举部(2)用于抵持尾翼外盖的不同位置;
4、各压紧机构(3)设置在底座(1)上,用于压紧尾翼外盖远离地面的表面的不同位置;
5、切割机构(4),设置在各浇口部靠近尾翼外盖的一侧,用于切除各浇口部;
6、两卡扣装夹机构(5),分别设置在底座(1)长度延伸方向的两端,卡扣装夹机构(5)用于夹持卡扣并使卡扣穿置在安装孔内。
7、在以上技术方案的基础上,优选的,所述压紧机构(3)均包括第一直线驱动装置(31)和压臂(32),第一直线驱动装置(31)固定设置在底座(1)远离地面的端面上,且各第一直线驱动装置(31)还沿着尾翼外盖在底座(1)上投影的轮廓交错且间隔设置;第一直线驱动装置(31)远离底座(1)的一端设置有压臂(32),压臂(32)的一端分别与第一直线驱动装置(31)连接,压臂(32)的另一端朝着尾翼外盖所在方向延伸;第一直线驱动装置(31)驱动压臂(32)远离尾翼外盖或者抵持在尾翼外盖远离地面的端面上。
8、优选的,所述切割机构(4)包括若干剪切组件(41)和一冲切组件(42);尾翼外盖的一侧面间隔的设置有若干第一浇口部(b1),第一浇口部(b1)的一端与尾翼外盖固定连接,第一浇口部(b1)的另一端水平的朝外延伸;尾翼外盖的另一侧设置有第二浇口部(b2),第二浇口部(b2)与尾翼外盖靠近地面的端面间隔设置;第二浇口部(b2)与尾翼外盖之间设置有竖直连接段(d),竖直连接段(d)沿着竖直方向延伸且两端分别与尾翼外盖和第二浇口部(b2)固定连接;剪切组件(41)动作并剪断第一浇口部(b1)靠近尾翼外盖的端部;冲切组件(42)切断竖直连接段(d)与尾翼外盖相邻的一端。
9、进一步优选的,所述剪切组件(41)包括第二直线驱动装置(411)、限位板(412)、第一本体(413)和第二本体(414);第一本体(413)与第二本体(414)铰连接;限位板(412)相对于底座(1)固定,第二直线驱动装置(411)固定设置在限位板(412)上;限位板(412)上对称的设置有贯通的滑槽(415);第一本体(413)与第二本体(414)同一延伸方向的一端分别伸入一滑槽(415)内且与滑槽(415)滑动连接;第二直线驱动装置(411)具有两个相对设置的活动端(416),第二直线驱动装置(411)的两个活动端(416)分别与第一本体(413)或者第二本体(414)嵌入滑槽(415)的一端铰连接;第一本体(413)和第二本体(414)远离限位板(412)的另一端的端面设置有刀刃部(100);第一本体(413)和第二本体(414)设有刀刃部(100)的一端相互远离或者相互抵持并剪断第一浇口部(b1)靠近尾翼外盖的端部;压臂(32)上设置有避让第一本体(413)和第二本体(414)的第一缺口部(200)。
10、进一步优选的,所述冲切组件(42)包括第三直线驱动装置(421)和刀具(422);第三直线驱动装置(421)水平的设置在尾翼外盖的外侧,且相对于底座(1)固定,第三直线驱动装置(421)靠近尾翼外盖的一端固定设置有刀具(422),刀具(422)上设置有刀刃部(100);第三直线驱动装置(421)驱动刀具(422)水平的向着竖直连接段(d)伸出,并切断竖直连接段(d)与尾翼外盖相邻的一端。
11、优选的,所述卡扣装夹机构(5)包括承载台(51)、第四直线驱动装置(52)、第五直线驱动装置(53)、第一旋转装置(54)和卡扣夹取装置(55);底座(1)长度延伸方向的边缘设置有第二缺口部(300),承载台(51)设置在第二缺口部(300)处的底座(1)上,且与底座(1)铰连接;第四直线驱动装置(52)的固定端与底座(1)铰连接,第四直线驱动装置(52)的活动端与承载台(51)铰连接,第四直线驱动装置(52)维持承载台(51)与底座(1)的相对位置不变或者驱动承载台(51)相对于与底座(1)的铰接轴旋转;承载台(51)上设置有第一旋转装置(54),第一旋转装置(54)的固定端与承载台(51)固定连接,第一旋转装置(54)的固定端上设置有转动端;第五直线驱动装置(53)设置在第一旋转装置(54)的转动端上,第五直线驱动装置(53)的固定端与第一旋转装置(54)的转动端固定连接,第五直线驱动装置(53)的活动端上设置有卡扣夹取装置(55);卡扣夹取装置(55)用于夹持或者松开卡扣;第一旋转装置(54)维持第五直线驱动装置(53)相对于承载台(51)的位置,或者驱动第五直线驱动装置(53)相对于承载台(51)旋转;第五直线驱动装置(53)驱动卡扣夹取装置(55)相对于承载台(51)伸出或者复位。
12、进一步优选的,还包括振动上料盘(6),振动上料盘(6)的输出端延伸至第二缺口部(300)所在的底座(1)靠近地面的一侧,振动上料盘(6)的输出端在竖直方向的投影与卡扣装夹机构(5)在竖直方向的投影部分重合。
13、进一步优选的,所述卡扣夹取装置(55)为气动夹指装置。
14、优选的,所述压臂(32)抵持尾翼外盖的表面与托举部(2)抵持的尾翼外盖的表面相对应。
15、进一步优选的,所述托举部(2)远离地面的端部与压臂(32)靠近底座(1)的端部上均设置有仿形卡槽(7),仿形卡槽(7)与尾翼外盖各表面的形状相吻合。
16、本实用新型提供的一种尾翼外盖切割及装配一体化设备,相对于现有技术,具有以下有益效果:
17、(1)本方案通过托举部和压紧机构锁紧尾翼外盖的位置,分别由切割机构和两卡扣装夹机构进行切割浇口部和安装卡扣的工序,在一个设备上集成两个工序的功能,提高加工效率
18、(2)压紧机构配合托举部分别包覆在尾翼外盖的封闭轮廓上,更好的锁紧尾翼外盖的位置;
19、(3)剪切组件和冲切组件分别对尾翼外盖不同侧板边缘的浇口部进行切断,切断后的浇口部可通过底座上的回收箱集中回收;
20、(4)卡扣装夹机构配合振动上料盘能够实现卡扣的自动排列的自动上料对位,使卡扣安装过程更加便捷。
- 还没有人留言评论。精彩留言会获得点赞!