一种薄膜生产加工设备的制作方法
1.本实用新型涉及薄膜生产加工技术领域,特别是一种薄膜生产加工设备。
背景技术:
2.过滤机在薄膜生产加工设备生产线中的作用非常重要,在压延生产线中,过滤机通过输送机构直接送料上五辊机,通过五条大辊之间的相互挤压拉伸成形,生产出薄膜产品。由于五条大辊之间的挤压作用,大辊之间基本上已无间隙,一旦出现断料,大辊将直接接触碰撞在一起,在转动过程中受挤压及切割作用,使得大辊辊面造成严重损伤,五条大辊均是加工精度非常高的镜面辊,一旦损伤维修成本将非常高,对正常生产也将产生重大影响。
3.目前的断料检测装置多设置在输送过程中的某一个节点进行断料检测,检测到断料后发出报警并控制设备停机,这种检测方式可能会导致停机时输送机构上仍有较多的积料。如果检测装置误判,又会导致设备误停机,降低生产效率。如果在输送过程设置多个检测装置,检测装置的型号和位置的选择,又成了新的问题。
技术实现要素:
4.针对上述缺陷,本实用新型的目的在于提出一种薄膜生产加工设备,既能使五辊轮组紧急停机,且紧急停机时输送机构上不会有较多的积料,即紧急停机的时机较为合理,又能第一时间通知到工作人员处理,防止五辊轮组误停机。
5.为达此目的,本实用新型采用以下技术方案:一种薄膜生产加工设备,其特征在于:包括过滤机、输送机构、断料初检报警组件、核实断料停机组件、五辊轮组和控制器;所述过滤机用于输出条形原料;所述过滤机与所述五辊轮组之间设有所述输送机构,所述输送机构用于将条形原料输送至所述五辊轮组的输入端;所述五辊轮组用于挤压拉伸所述条形原料,所述过滤机、所述输送机构、所述断料初检报警组件、所述核实断料停机组件和所述五辊轮组分别与所述控制器电信号连接;
6.所述输送机构的起始端设有所述断料初检报警组件,所述断料初检报警组件用于检测条形原料是否断料,当所述断料初检报警组件检测到条形原料断料时发出第一警报声;
7.所述输送机构的输出端设有所述核实断料停机组件,所述核实断料停机组件包括二次断料检测单元、计时控制单元和继续按钮,所述二次断料检测单元用于检测输出端输出的条形原料是否断料,当所述二次断料检测单元检测到条形原料断料时发出第二警报声,所述计时控制单元用于对第二警报声发出的时间进行计时并生成时间信号,比较时间信号与预设的延时周期,判断是否生成核实断料信号至所述控制器,当所述控制器接收到所述核实断料信号,向所述五辊轮组发出停机信号,所述继续按钮用于停止所述断料初检报警组件发出第一警报声和所述二次断料检测单元发出的第二警报声,且用于消除所述核实断料信号和所述停机信号;
8.所述五辊轮组接收到所述停机信号时执行停机并打开间隙。
9.可选地,所述断料初检报警组件包括金属导辊、金属片、金属感应接近开关和报警器,所述金属导辊可转动地安装于所述过滤机和所述输送机构的起始端之间,所述金属导辊的轴心与所述输送机构的输送方向相互垂直,所述过滤机和所述输送机构之间的条形原料的输送带动所述金属导辊的转动,所述金属片安装于所述金属导辊的端部,且所述金属片的位置跟随所述金属导辊的转动而变动,所述金属感应接近开关用于感应所述金属片,所述金属导辊每转一圈会使所述金属感应接近开关读取一个脉冲信号,所述金属感应接近开关读取不到所述脉冲信号时,输出警报发声信号给所述报警器,所述报警器用于发出第一警报声音。
10.可选地,所述二次断料检测单元包括光电传感器和警报器,所述光电传感器用于检测所述核实断料停机组件的输出端的条形原料是否断料,当检测为断料时,发出警报信号至所述警报器,所述警报器用于发出第二警报声音。
11.可选地,所述计时控制单元包括延时预设器和计时器,所述延时预设器用于接收延时的设定,所述计时器用于对第二警报声发出的时间进行计时,并用于比较时间信号与预设的延时周期,判断是否生成核实断料信号至所述控制器。
12.可选地,还包括固定架,所述输送机构通过所述固定架倾斜架设于所述过滤机与所述五辊轮组之间,所述输送机构的输入端的高度低于所述输送机构的输出端。
13.可选地,还包括引出轮组,所述引出轮组设置在所述五辊轮组的输出端,所述引出轮组用于将加工后的所述条形原料导出。
14.本实用新型提供的技术方案可以包括以下有益效果:
15.本实用新型的断料初检报警组件设在输送机构的起始端,断料初检报警组件在起始端检测到断料时发出第一警报声,通知工作人员来进行处理。断料初检报警组件设置在起始端的好处是,可以第一时间检测到断料并通知人员,降低因断料而导致五辊轮组损坏的风险。
16.核实断料停机组件设置在输送机构的输出端,如果在输出端检测到断料,则说明输送机构上断料的情况已经发生了一段时间,并且条形原料的断料处已经接近五辊轮组。核实断料停机组件在输出端检测到断料时发出第二警报声,通知工作人员来进行处理,计时控制单元用于对第二警报声发出的时间进行计时并生成时间信号。计时控制单元设置一个适当的延时周期,比较时间信号与预设的延时周期,判断是否生成核实断料信号至所述控制器,控制器收到核实断料信号发出停机信号给五辊轮组,五辊轮组收到停机信号后会立即紧急停机并快速打开间隙。当时间信号未达到延时周期时,若有人工按下继续按钮,就说明情况正常,停止断料初检报警组件发出第一警报声和二次断料检测单元发出的第二警报声,且用于消除核实断料信号和停机信号。
17.这样,本实用新型既能使五辊轮组紧急停机,且紧急停机时输送机构上不会有较多的积料,即紧急停机的时机较为合理,又能第一时间通知到工作人员处理,防止五辊轮组误停机。
附图说明
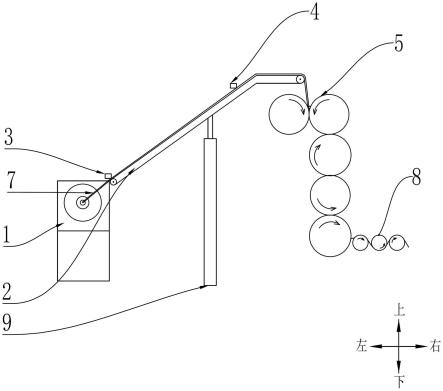
18.图1是本实用新型的一个实施例的结构示意图。
19.图2是本实用新型的断料初检报警组件的结构示意图。
20.图3是图2的a处的局部放大图。
21.图4是本实用新型的核实断料停机组件的结构示意图。
22.其中:过滤机1、输送机构2、断料初检报警组件3、核实断料停机组件4、五辊轮组5、控制器6、条形原料7、引出轮组8、金属导辊31、金属片32、金属感应接近开关33、报警器34、二次断料检测单元41、计时控制单元42、光电传感器411、警报器412,固定架9。
具体实施方式
23.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
24.如图1-4所示,一种薄膜生产加工设备,包括过滤机1、输送机构2、断料初检报警组件3、核实断料停机组件4、五辊轮组5和控制器6;所述过滤机1用于输出条形原料7;所述过滤机1与所述五辊轮组5之间设有所述输送机构2,所述输送机构2用于将条形原料7输送至所述五辊轮组5的输入端;所述五辊轮组5用于挤压拉伸所述条形原料7,所述过滤机1、所述输送机构2、所述断料初检报警组件3、所述核实断料停机组件4和所述五辊轮组5分别与所述控制器6电信号连接;
25.所述输送机构2的起始端设有所述断料初检报警组件3,所述断料初检报警组件3用于检测条形原料7是否断料,当所述断料初检报警组件3检测到条形原料7断料时发出第一警报声;
26.所述输送机构2的输出端设有所述核实断料停机组件4,所述核实断料停机组件4包括二次断料检测单元41、计时控制单元42和继续按钮,所述二次断料检测单元41用于检测输出端输出的条形原料7是否断料,当所述二次断料检测单元41检测到条形原料7断料时发出第二警报声,所述计时控制单元42用于对第二警报声发出的时间进行计时并生成时间信号,比较时间信号与预设的延时周期,判断是否生成核实断料信号至所述控制器6,当所述控制器6接收到所述核实断料信号,向所述五辊轮组5发出停机信号,所述继续按钮用于停止所述断料初检报警组件3发出第一警报声和所述二次断料检测单元41发出的第二警报声,且用于消除所述核实断料信号和所述停机信号;
27.所述五辊轮组5接收到所述停机信号时执行停机并打开间隙。
28.具体地,目前的断料检测装置多设置在输送过程中的某一个节点进行断料检测,检测到断料后发出报警并控制设备停机,这种检测方式可能会导致停机时输送机构2上仍有较多的积料。如果检测装置误判,又会导致设备误停机,降低生产效率。
29.本实用新型的断料初检报警组件3设在输送机构2的起始端,断料初检报警组件3在起始端检测到断料时发出第一警报声,通知工作人员来进行处理。断料初检报警组件3设置在起始端的好处是,可以第一时间检测到断料并通知人员,降低因断料而导致五辊轮组5损坏的风险。
30.核实断料停机组件4设置在输送机构2的输出端,如果在输出端检测到断料,则说明输送机构2上断料的情况已经发生了一段时间,并且条形原料7的断料处已经接近五辊轮组5。核实断料停机组件4在输出端检测到断料时发出第二警报声,通知工作人员来进行处理,计时控制单元42用于对第二警报声发出的时间进行计时并生成时间信号。计时控制单元42设置一个适当的延时周期,比较时间信号与预设的延时周期,判断是否生成核实断料
信号至所述控制器6,控制器6收到核实断料信号发出停机信号给五辊轮组5,五辊轮组5收到停机信号后会立即紧急停机并快速打开间隙。当时间信号未达到延时周期时,若有人工按下继续按钮,就说明情况正常,停止断料初检报警组件3发出第一警报声和二次断料检测单元41发出的第二警报声,且用于消除核实断料信号和停机信号。
31.之所以不用断料初检报警组件3来控制五辊轮组5紧急停机,是因为起始端检测到断料时,输送机构2上的积料还较多,人工处理更为合适,不必紧急停机。延时周期可以根据实际情况,如输送机构2的输送速度、五辊轮组5的加工速度等进行设置,例如可以是10秒。
32.这样,本实用新型既能使五辊轮组5紧急停机,且紧急停机时输送机构2上不会有较多的积料,即紧急停机的时机较为合理,又能第一时间通知到工作人员处理,防止五辊轮组5误停机。
33.在本实施例中,所述断料初检报警组件3包括金属导辊31、金属片32、金属感应接近开关33和报警器34,所述金属导辊31可转动地安装于所述过滤机1和所述输送机构2的起始端之间,所述金属导辊31的轴心与所述输送机构2的输送方向相互垂直,所述过滤机1和所述输送机构2之间的条形原料7的输送带动所述金属导辊31的转动,所述金属片32安装于所述金属导辊31的端部,且所述金属片32的位置跟随所述金属导辊31的转动而变动,所述金属感应接近开关33用于感应所述金属片32,所述金属导辊31每转一圈会使所述金属感应接近开关33读取一个脉冲信号,所述金属感应接近开关33读取不到所述脉冲信号时,输出警报发声信号给所述报警器34,所述报警器34用于发出第一警报声音。
34.具体地,由于过滤机1位于起始端的一侧,起始端附近的温度较高,使用金属导辊31、金属片32和金属感应接近开关33来检测起始端是否断料,可以提高检测元件的稳定性和使用寿命。
35.更进一步地说明,所述二次断料检测单元41包括光电传感器411和警报器412,所述光电传感器411用于检测所述核实断料停机组件4的输出端的条形原料7是否断料,当检测为断料时,发出警报信号至所述警报器412,所述警报器412用于发出第二警报声音。
36.具体地,输出端发生断料时,可能会发生原料下滑的情况,如果核实断料停机组件4采用金属感应接近开关,原料下滑的过程可能会使金属导辊产生反方向转动,使金属感应接近开关误判为没有断料。而如果采用对照式光电开关,断料时,无论原料有没有下滑,光电传感器411都会判断为断料,使所述计时控制单元42做出报警和计时的动作。
37.更进一步地说明,所述计时控制单元42包括延时预设器和计时器,所述延时预设器用于接收延时的设定,所述计时器用于对第二警报声发出的时间进行计时,并用于比较时间信号与预设的延时周期,判断是否生成核实断料信号至所述控制器6。
38.具体地,计时控制单元42通过延时预设器和计时器这两个模块进行设置延时周期和计时,可以提高计时控制单元42功能的稳定性。
39.更进一步地说明,还包括固定架9,所述输送机构2通过所述固定架9倾斜架设于所述过滤机1与所述五辊轮组5之间,所述输送机构2的输入端的高度低于所述输送机构2的输出端。
40.具体地,由于过滤机的高度低于五辊轮组的,所以需要输送机构2通过固定架9倾斜设置,并使输送机构的输出端高于输入端。
41.更进一步地说明,还包括引出轮组8,所述引出轮组8设置在所述五辊轮组5的输出
端,所述引出轮组8用于将加工后的所述条形原料7导出。
42.具体地,五辊轮组5加工后的条形原料7导入到引出轮组8中,引出轮组8进一步加工后导出。
43.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1