高压电子用绝缘材料热压成型设备的制作方法
1.本实用新型涉及热压成型技术领域,具体为高压电子用绝缘材料热压成型设备。
背景技术:
2.热压成型是塑料加工业中简单、普遍之加工方法,主要是利用加热加工模具后,注入试料,以压力将模型固定于加热板,控制试料之熔融温度及时间,以达融化后硬化、冷却,再予以取出模型成品即可,而在电力领域中,为保证安装器件的绝缘性,都是采用绝缘材料作为原材料,通过热压成型形成电子器件的合适规格。
3.现有热压成型设备进行热压加工时,都是采用上下合模的方式进行生产,但将成型产品取出时,上端上模板的所处位置容易影响到产品的取出,通常需要人工进行辅助。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出高压电子用绝缘材料热压成型设备。
技术实现要素:
5.本实用新型的目的在于提供高压电子用绝缘材料热压成型设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:高压电子用绝缘材料热压成型设备,包括支架、操作台和热压成型组件,所述支架的上端顶部设置有操作台,所述操作台包括连接板、滑轨条板和水平拉杆,所述操作台的上端两侧设置有滑轨条板,且两组所述滑轨条板的中侧一端设置有连接板,所述滑轨条板的外部一端设置有水平拉杆,且水平拉杆的外部另一端设置有热压成型组件,所述操作台的上端远离所述连接板一侧处设置有上模板。
7.进一步的,所述支架和操作台之间构成可拆卸结构,且操作台通过滑轨条板和热压成型组件之间构成滑动结构。
8.进一步的,所述滑轨条板沿操作台的中部处呈对称状分布,且滑轨条板呈几字状分布。
9.进一步的,所述连接板通过水平拉杆和热压成型组件之间构成传动结构。
10.进一步的,所述热压成型组件包括外置水箱架、成型模具和降温水管,所述外置水箱架的内侧处坐落有成型模具,所述外置水箱架的上端和所述成型模具的外侧连接设置有降温水管。
11.进一步的,所述成型模具的内部呈中空状分布,所述成型模具和降温水管之间相互连通。
12.进一步的,所述降温水管沿成型模具的中轴线处呈对称状均匀分布,且成型模具和外置水箱架呈半包裹状分布。
13.进一步的,所述上模板包括升降液杆和上模腔件,所述上模板的下端一侧设置有升降液杆,且上模板的下端另一侧设置有上模腔件。
14.本实用新型提供了高压电子用绝缘材料热压成型设备,具备以下有益效果:
15.在基础的上下合模结构下,使绝缘材料在上模腔件内受压成型,并配合外侧外接的循环式降温水管,通过外置水箱架快速使产品固化,分模后可驱动底部的水平拉杆,使热压成型组件整体移动,便于进行位置上转换,可快速将产品取出,保证加工时的便捷性。
16.1、本实用新型,以操作台作为该设备的主要工作位置,其上端设置有对称的滑轨条板,并在中端的水平拉杆拉扯下,可在合模前对模腔进行检查,或者在合模后,便于带动产品进行位置上转换,与上模腔件形成错位,可快速将产品取出,保证加工时的便捷性。
17.2、本实用新型,在基础的上下合模结构下,使绝缘材料在上模腔件内受到上端上模板的加压成型,并配合上模板外侧外接的循环式降温水管,通过外置水箱架快速使产品固化,将冷却水从外置水箱架内抽取进行循环,吸收过热量的水,会传输至外置独立的冷凝器进行独立降温,保证整个过程的循环往复。
附图说明
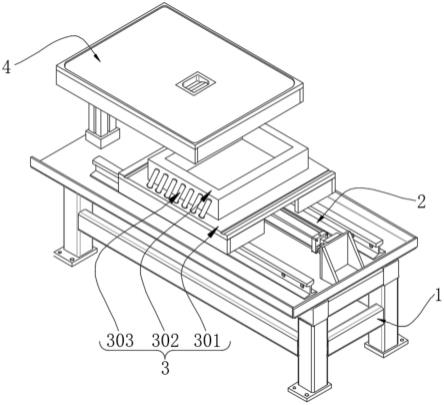
18.图1为本实用新型高压电子用绝缘材料热压成型设备的热压成型分模时结构示意图;
19.图2为本实用新型高压电子用绝缘材料热压成型设备的热压成型合模时结构示意图;
20.图3为本实用新型高压电子用绝缘材料热压成型设备的上模板仰视结构示意图。
21.图中:1、支架;2、操作台;201、连接板;202、滑轨条板;203、水平拉杆;3、热压成型组件;301、外置水箱架;302、成型模具;303、降温水管;4、上模板;401、升降液杆;402、上模腔件。
具体实施方式
22.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
23.如图1-图3所示,高压电子用绝缘材料热压成型设备,包括支架1、操作台2和热压成型组件3,支架1的上端顶部设置有操作台2,操作台2包括连接板201、滑轨条板202和水平拉杆203,操作台2的上端两侧设置有滑轨条板202,且两组滑轨条板202的中侧一端设置有连接板201,滑轨条板202的外部一端设置有水平拉杆203,且水平拉杆203的外部另一端设置有热压成型组件3,操作台2的上端远离连接板201一侧处设置有上模板4,支架1和操作台2之间构成可拆卸结构,且操作台2通过滑轨条板202和热压成型组件3之间构成滑动结构,滑轨条板202沿操作台2的中部处呈对称状分布,且滑轨条板202呈几字状分布,连接板201通过水平拉杆203和热压成型组件3之间构成传动结构;
24.热压成型组件3包括外置水箱架301、成型模具302和降温水管303,外置水箱架301的内侧处坐落有成型模具302,外置水箱架301的上端和成型模具302的外侧连接设置有降温水管303,成型模具302的内部呈中空状分布,成型模具302和降温水管303之间相互连通,降温水管303沿成型模具302的中轴线处呈对称状均匀分布,且成型模具302和外置水箱架301呈半包裹状分布;
25.上模板4包括升降液杆401和上模腔件402,上模板4的下端一侧设置有升降液杆
401,且上模板4的下端另一侧设置有上模腔件402,以操作台2作为该设备的主要工作位置,其上端设置有对称的滑轨条板202,并在中端的水平拉杆203拉扯下,可在合模前对模腔进行检查,或者在合模后,便于带动产品进行位置上转换,与上模腔件402形成错位,可快速将产品取出,保证加工时便捷性,在基础的上下合模结构下,使绝缘材料在上模腔件402内受到上端上模板4的加压成型,并配合上模板4外侧外接的循环式降温水管303,通过外置水箱架301快速使产品固化,将冷却水从外置水箱架301内抽取进行循环,吸收过热量的水,会传输至外置独立的冷凝器进行独立降温,保证整个过程的循环往复。
26.综上,如图1-图3所示,该高压电子用绝缘材料热压成型设备在使用时,首先驱动操作台2上端处的升降液杆401进行升降,带动上模板4进行下压,使上模板4的上模腔件402和底部的成型模具302相配合,使内侧模腔形成密封空间,从而将处于模腔内的绝缘材料热压成型,待成型后,同时利用外置水箱架301内的泵机,将外置水箱架301的冷却水通过降温水管303,传输在成型模具302的夹层空间内,从而实现对成型模具302内侧空间的降温冷却,从而使产品在成型模具302发生固化成型,之后使上模腔件402上移,底部的成型模具302也随外置水箱架301被水平拉杆203向外侧拉动,带动产品进行位置上转换,与上模腔件402形成错位,可快速将产品取出,保证加工时便捷性。
27.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1