电池模组侧板用热压治具的制作方法
本技术涉及一种电池模组侧板用热压治具。
背景技术:
1、目前,电池模组包括外壳和放置在所述外壳中的电芯,所述外壳由侧板、端板和上盖等部件组成,为了提高所述外壳的绝缘性能,需要在所述侧板上热压一张pet材质的绝缘膜,热压过程中需要借助专用的热压治具。公开号为cn216928851u的中国专利中公开了一种用于电池模组侧板热压治具,其中包括治具板,所述治具板的每个侧面上均设置有定位部件,多个定位部件围设成用于装载所述侧板的定位工位。但是,该专利中仅设置有一个定位工位,能够放置的侧板数量不多,严重制约了在侧板上热压绝缘膜的生产效率。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种电池模组侧板用热压治具,它能够同时在多个侧板上热压绝缘膜,能够提高在侧板上热压绝缘膜的效率。
2、为了解决上述技术问题,本实用新型的技术方案是:一种电池模组侧板用热压治具,它包括:
3、底板;
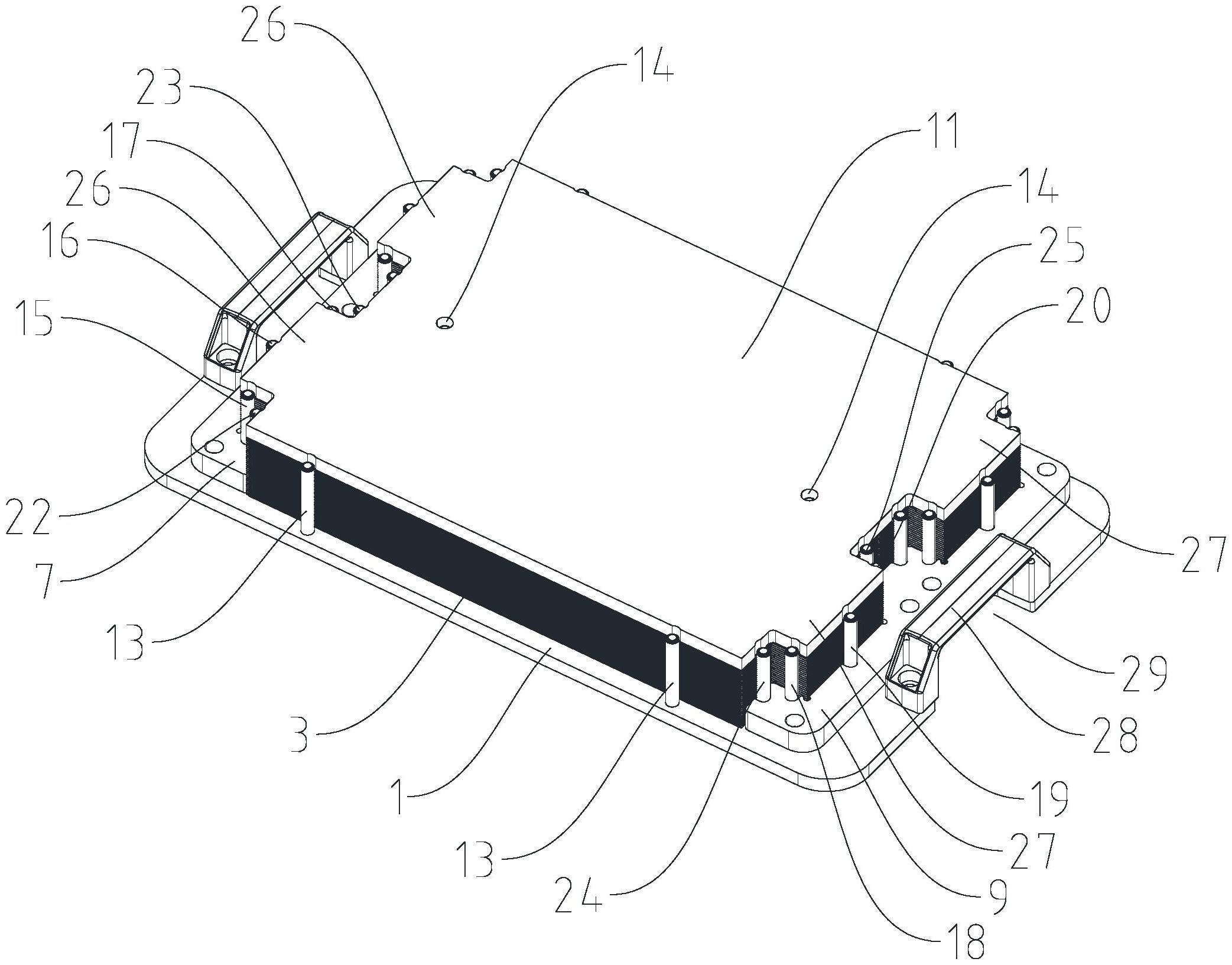
4、至少三个连接在所述底板上的侧面定位组件,至少三个所述侧面定位组件沿左右方向依次排列,相邻的侧面定位组件之间设有位于所述底板上的定位工位,所述定位工位中用于堆叠放置侧板和绝缘膜,所述侧面定位组件用于与所述侧板的侧边相抵以定位所述侧板,所述侧板的前端部设有前凸板部,所述侧板的后端部设有后凸板部;
5、与所述定位工位一一对应的前定位组件,所述前定位组件连接在所述底板上并用于与对应的定位工位中的侧板上的前凸板部相抵以定位所述侧板;
6、与所述定位工位一一对应的后定位组件,所述后定位组件连接在所述底板上并用于与对应的定位工位中的侧板上的后凸板部相抵以定位所述侧板;
7、连接在所述底板上的前定位块,所述前定位块中设有与所述定位工位一一对应的前卡槽,所述前卡槽用于与对应的定位工位中的侧板上的前凸板部卡配以便定位所述侧板;
8、连接在所述底板上的后定位块,所述后定位块中设有与所述定位工位一一对应的后卡槽,所述后卡槽用于与对应的定位工位中的侧板上的后凸板部卡配以便定位所述侧板;
9、压板,所述压板用于放置在所述侧板和所述绝缘膜的上方并用于将堆叠放置在所述定位工位中的侧板和绝缘膜压在所述底板上,所述前定位组件和所述后定位组件还分别用于与所述压板的外边缘相抵以定位所述压板。
10、进一步,所述定位工位中用于堆叠放置所述侧板、所述绝缘膜和隔垫;
11、所述隔垫设有多张,任意相邻的两张所述隔垫之间设有一块所述侧板和一张所述绝缘膜。
12、进一步提供一种所述侧面定位组件的具体结构,所述侧面定位组件包括至少两个第一定位棒,所述第一定位棒连接在所述底板上并用于与所述侧板的侧边相抵。
13、进一步,所述压板上设有与部分所述第一定位棒对应并供对应的所述第一定位棒插入的定位孔;
14、所述压板的左边部用于与最左侧的所述侧面定位组件中的第一定位棒相抵;
15、所述压板的右边部用于与最右侧的所述侧面定位组件中的第一定位棒相抵。
16、进一步提供一种所述前定位组件和所述后定位组件的具体结构,所述前定位组件包括第二定位棒、第三定位棒和第四定位棒;其中,
17、所述第二定位棒连接在所述底板上并用于与所述前凸板部的左边部相抵;
18、所述第三定位棒连接在所述底板上并用于与所述前凸板部的前边部相抵;
19、所述第四定位棒连接在所述底板上并用于与所述前凸板部的右边部相抵;
20、所述后定位组件包括第五定位棒、第六定位棒和第七定位棒;其中,
21、所述第五定位棒连接在所述底板上并用于与所述后凸板部的左边部相抵;
22、所述第六定位棒连接在所述底板上并用于与所述后凸板部的后边部相抵;
23、所述第七定位棒连接在所述底板上并用于与所述后凸板部的右边部相抵。
24、进一步提供一种所述侧板的具体结构,所述侧板包括主板体、所述前凸板部和所述后凸板部;其中,
25、所述前凸板部连接在所述主板体的前端部上;
26、所述后凸板部连接在所述主板体的后端部上。
27、进一步,所述前定位组件还包括第八定位棒和第九定位棒;
28、所述第八定位棒连接在所述底板上,所述第八定位棒位于所述前凸板部的左侧并与所述主板体的前边部相抵;
29、所述第九定位棒连接在所述底板上,所述第九定位棒位于所述前凸板部的右侧并与所述主板体的前边部相抵。
30、进一步,所述后定位组件还包括第十定位棒和第十一定位棒;
31、所述第十定位棒连接在所述底板上,所述第十定位棒位于所述后凸板部的左侧并与所述主板体的后边部相抵;
32、所述第十一定位棒连接在所述底板上,所述第十一定位棒位于所述后凸板部的右侧并与所述主板体的后边部相抵。
33、进一步提供一种所述压板的具体结构,所述压板的前端部设有与所述前定位组件一一对应的前定位部;
34、所述第二定位棒还用于与对应的所述前定位部的左边部相抵;
35、所述第三定位棒还用于与对应的所述前定位部的前边部相抵;
36、所述第四定位棒还用于与对应的所述前定位部的右边部相抵;
37、所述压板的后端部设有与所述后定位组件一一对应的后定位部;
38、所述第五定位棒还用于与对应的所述后定位部的左边部相抵;
39、所述第六定位棒还用于与对应的所述后定位部的后边部相抵;
40、所述第七定位棒还用于与对应的所述后定位部的右边部相抵。
41、进一步为了方便拿取所述底板,所述底板的两端部分别连接有把手;
42、所述底板上设有与所述把手一一对应并位于对应的所述把手的下方的开口槽。
43、采用了上述技术方案后,将所述侧板和所述绝缘膜叠放在所述定位工位中后,将所述压板安装到位,所述压板将所述定位工位中的侧板和绝缘膜压在所述底板上,然后将所述底板放入烘箱中进行热压,烘箱中的温度加热到200℃并保温半小时,进而使所述绝缘膜热压在所述侧板上。其中,所述侧面定位组件设有3个,任意相邻的两个所述侧面定位组件之间设有所述定位工位,因此所述定位工位设有至少两个,每个所述定位工位中都能够堆叠放置所述侧板和所述绝缘膜,因此能够在所述底板上同时放置更多的所述侧板和所述绝缘膜,因此一次热压操作能够热压更多的侧板和绝缘膜,一次操作能够在更多的所述侧板上热压上所述绝缘膜,因此大大提高了生产效率。并且,所述侧面定位组件与所述侧板的侧边相抵,所述侧板上的前凸板部卡配在对应的所述前卡槽中,所述侧板上的后凸板部卡配在对应的所述后卡槽中,所述前定位组件与所述侧板上的前凸板部相抵,所述后定位组件与所述侧板上的后凸板部相抵,通过多道定位手段,能够更好的对堆叠放置在所述定位工位中的侧板和绝缘膜进行定位,使定位更加的准确、可靠。此外,所述前定位组件和所述后定位组件还能够与所述压板的外边缘相抵以定位所述压板,防止所述压板的位置发生偏离。
- 还没有人留言评论。精彩留言会获得点赞!