含碳纤维和玻璃纤维的成型材料以及将其冷压以制造成型体的方法与流程
本发明涉及含碳纤维、玻璃纤维及基体树脂的具有特定收缩率的成型材料x。进而,涉及将所述成型材料x与具有特定收缩率的成型材料y层叠并冷压以制造成型体的方法。
背景技术:
1、近年来,成型体的机械物性优异,作为汽车等的结构部件备受关注。
2、在专利文献1中记载了将玻璃纤维和碳纤维混合而成的成型材料,在专利文献1中,其目的在于,即使是由玻璃纤维和碳纤维的混合物构成的成型材料(smc、片状模塑复合物),也呈现与仅由碳纤维构成的成型材料同等的物性。
3、在专利文献2、3中记载了使经玻璃纤维强化后的热塑性树脂层和经碳纤维强化后的热塑性树脂层叠而成型的成型体。在专利文献4和5中,记载了使用经碳纤维强化后的热塑性树脂的波浪形状的冲击吸收部件。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2014-019707号公报
7、专利文献2:日本特开2018-43412号公报
8、专利文献3:国际公开2018/052080号
9、专利文献4:美国专利公报9650003
10、专利文献5:美国专利公报9592853
技术实现思路
1、发明欲解决的技术问题
2、但是,专利文献1中记载的发明是以将碳纤维和玻璃纤维混合、即使廉价也表现出与仅由碳纤维构成的smc同等的物性为目的的发明,对于将成型材料层叠并压制成型时的翘曲的问题,完全没有研究。
3、另外,专利文献2中记载的材料是用碳纤维复合材料夹着玻璃纤维复合材料而成的层叠结构,因此仅含碳纤维的复合材料被配置于两个表层。在该情况下,位于两个表层的碳纤维复合材料的断裂应变小,因此受到了冲击时受冲击侧的相反侧的层容易发生断裂而产生裂纹。存在于中央层的玻璃纤维复合材料虽然具有大的断裂应变,但由于其存在于成型体的内部,因此无助于防止受到冲击时的裂纹。专利文献3中记载的成型体虽然是将玻璃纤维复合材料和碳纤维复合材料以双层层叠,但由于二者的线膨胀系数差异而引起翘曲的问题。在产生了翘曲的情况下,难以与其他部件组合而组装例如汽车。专利文献4、5中记载的发明仅由碳纤维复合材料制成,因此未对翘曲的问题进行辨别。
4、因此,本发明的目的在于提供一种解决了高耐冲击性和成型体的“翘曲”问题的成型体的制造方法。
5、用于解决问题的技术手段
6、为了解决上述问题,本发明提供以下手段。
7、1.一种成型体的制造方法,其特征在于,
8、是将成型材料x和成型材料y层叠并冷压而制造成型体的方法,
9、所述成型材料x包含不连续的碳纤维cx、不连续的玻璃纤维gx、以及基体树脂rx,所述碳纤维cx包含纤维宽度小于0.3mm的碳纤维cx1和纤维宽度为0.3mm以上且3.0mm以下的碳纤维cx2,所述碳纤维cx2相对于所述碳纤维cx的体积比例为10vol%以上且小于99vol%,所述碳纤维cx/所述玻璃纤维gx的体积比为0.1以上且1.5以下,所述成型材料x的面内方向的平均成型收缩率(x)满足下述式(1),
10、所述成型材料y包含不连续的碳纤维cy和/或玻璃纤维gy和基体树脂ry,所述成型材料y的面内方向的平均成型收缩率(y)满足下述式(2),
11、式(1)平均成型收缩率(x)≤0.12%
12、式(2)0.1<平均成型收缩率(y)/平均成型收缩率(x)<1.5。
13、2.根据上述1所述的成型体的制造方法,所述碳纤维cx的重均纤维长度为1mm以上且100mm以下,所述玻璃纤维gx的重均纤维长度为1mm以上且100mm以下。
14、3.根据上述1或2所述的成型体的制造方法,所述成型材料x是在同一层中混入有所述碳纤维cx与所述玻璃纤维gx的成型材料。
15、4.根据上述1至3中任一项所述的成型体的制造方法,形成所述成型体时,至少一个最外层包含所述玻璃纤维gx。
16、5.根据上述1至4中任一项所述的成型体的制造方法,所述成型材料x是使层xc与层xg层叠而成的层叠体px,所述层xc包含所述碳纤维cx,所述层xg包含所述玻璃纤维gx。
17、6.根据上述5所述的成型体的制造方法,形成所述成型体时,至少一个最外层为所述层xg。
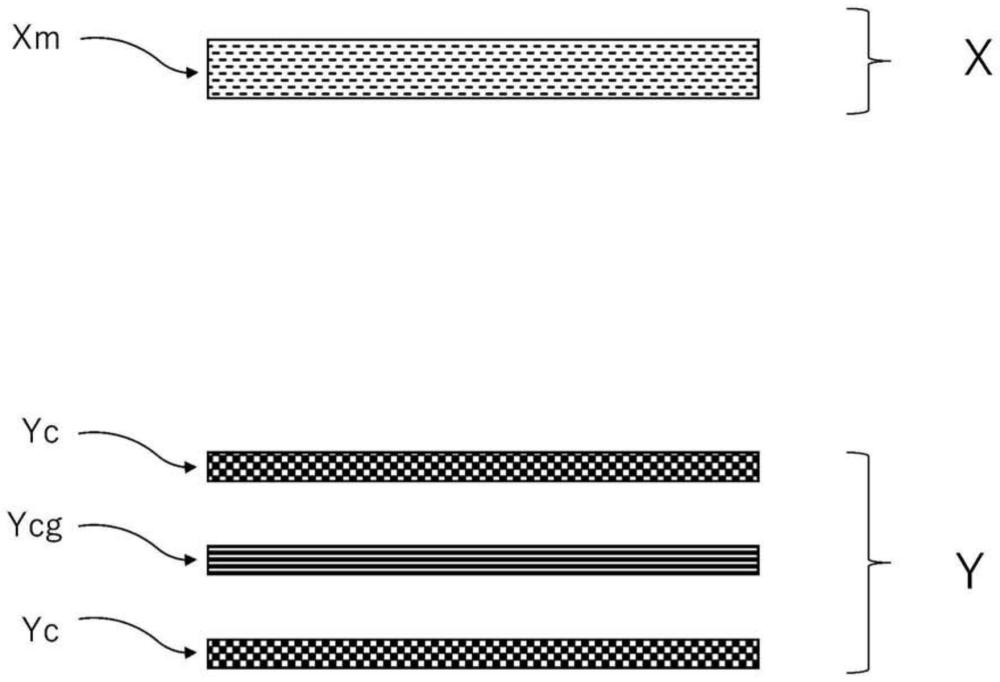
18、7.根据上述1至6中任一项所述的成型体的制造方法,所述成型材料y是使层yc和层ycg层叠而成的层叠体py,所述层yc包含不连续的碳纤维cyc,所述层ycg包含碳纤维cycg和/或所述玻璃纤维gy。
19、8.根据上述7所述的成型体的制造方法,形成所述成型体时,至少一个最外层为所述层yc。
20、9.根据上述8所述的成型体的制造方法,所述层叠体py为所述层yc/所述层ycg/所述层yc的三层结构。
21、10.根据上述9所述的成型体的制造方法,所述层yc中所含的所述碳纤维cyc的重均纤维长度长于所述层ycg中所含的所述碳纤维cycg和/或所述玻璃纤维gy的重均纤维长度。
22、11.根据上述1至10中任一项所述的成型体的制造方法,所述碳纤维cx、所述玻璃纤维gx、所述碳纤维cy及所述玻璃纤维gy中的至少任一者是被再利用的纤维。
23、12.根据上述1至11中任一项所述的成型体的制造方法,所述成型材料x所含的所述基体树脂rx及所述成型材料y所含的所述基体树脂ry为热塑性树脂。
24、13.根据上述1至12中任一项所述的成型体的制造方法,所述成型体为耐冲击部件,所述成型材料y为受到冲击的一侧。
25、14.根据上述13所述的成型体的制造方法,所述成型材料y是使层yc和层ycg层叠而成的层叠体py,所述成型体是耐冲击部件,所述层yc为受到冲击的一侧。
26、15.根据上述1至14中任一项所述的成型体的制造方法,所述成型材料x和所述成型材料y为平板形状。
27、16.根据上述1至15中任一项所述的成型体的制造方法,所述成型材料x的厚度lx为0.5mm以上且5.0mm以下,所述成型材料y的厚度ly为0.5mm以上且小于5.0mm。
28、17.根据上述1至16中任一项所述的成型体的制造方法,所述成型体的制造方法包括:使用作为阴阳一对的成型模的成型模mx和成型模my,使成型材料x与成型模mx接触且使成型材料y与成型模my接触,从而进行冷压,
29、成型体具备一对侧壁和连结该侧壁的连结壁,成型体的截面具有波浪形状,
30、成型体的平面度fa与侧壁的高度h的关系为0≤fa/h<1.1。
31、18.根据上述17所述的成型体的制造方法,所述成型模mx为下模,所述成型模my为上模。
32、19.根据上述17或18所述的成型体的制造方法,所述成型体的截面具有多个波浪形状,波浪方向的长度为0.5m以上。
33、20.根据上述17至19中任一项所述的成型体的制造方法,所述成型材料x存在于表层的一侧的、所述侧壁与所述连结壁所成的角θ1为90度≤θ1<160度。
34、21.根据上述20所述的成型体的制造方法,所述成型模mx具备用于形成所述连结壁的成型模面s1和用于形成所述侧壁的成型模面s2,s1与s2所成的角θ2满足θ1≤θ2。
35、22.根据上述17至21中任一项所述的成型体的制造方法,在所述连结壁与所述侧壁之间具有肋。
36、23.根据上述17至22中任一项所述的成型体的制造方法,所述冷压中使用的成型模腔的平面度fc满足fa≤fc。
37、24.一种接合体的制造方法,通过将成型体接合来制造接合体,在使所述成型体变形而减小角θ1、并使变形后的成型体的平面度fa’与侧壁的高度h的关系为0≤fa’/h<0.1的状态下,通过上述20至23中任一项所述的制造方法得到所述成型体。
38、发明效果
39、在本发明中,即使在使用包含不连续碳纤维和不连续玻璃纤维的成型材料进行成型的情况下,也能够提供翘曲少的成型体。
- 还没有人留言评论。精彩留言会获得点赞!