小口径PU塑料管的挤出模具、设备、方法及PU塑料管与流程
本发明涉及精密管材挤出的,具体涉及一种小口径pu塑料管的挤出模具、设备、方法及pu塑料管。
背景技术:
1、在介入手术中,为了使球囊能够更好更均匀的扩张,可在输送球囊与支架之间增加一层小口径pu塑料管,并能够通过增加pu塑料管外壁的粗糙度提高与支架之间的摩擦力,提高支架在使用过程中的稳定性。另外,在支架植入前,若血管预扩不充分或存在钙化病变,则需要使用棘突球囊对病变处进行预处理,其中棘突球囊是通过在球囊表面固定切割导丝形成,通过使用小口径pu塑料管能够将切割部件的远近端连接在球囊上,可防止在推送和回撤过程中切割部件的远近端损伤血管,有效保证棘突球囊的切割效果。因此,小口径pu塑料管是介入手术器械中的重要部件,小口径pu塑料管的质量决定了介入手术器械使用中的稳定性和安全性。
2、目前,对于pu管材一般采用挤出工艺成型,在挤出过程中,需要通过冷却的压缩空气对管材胚体的内周面进行冷却,同时配备水喷淋设备对管材胚体的外周面进行冷却,还需要借助真空定型控制管材的内外径尺寸。
3、上述的挤出工艺,仅适用于普通口径或大口径的pu管材,其模具结构复杂,挤出工序繁琐,不仅不适用于小口径pu塑料管的成型,也无法对pu塑料管的表面粗糙度进行控制,从而无法加工出能够应用于介入治疗体系中的小口径pu塑料管。
技术实现思路
1、因此,为了能够更好的加工出应用于介入治疗体系中的小口径pu塑料管,本技术提供一种小口径pu塑料管的挤出模具、设备、方法及pu塑料管。
2、本发明提供的小口径pu塑料管的挤出模具采用如下的技术方案:
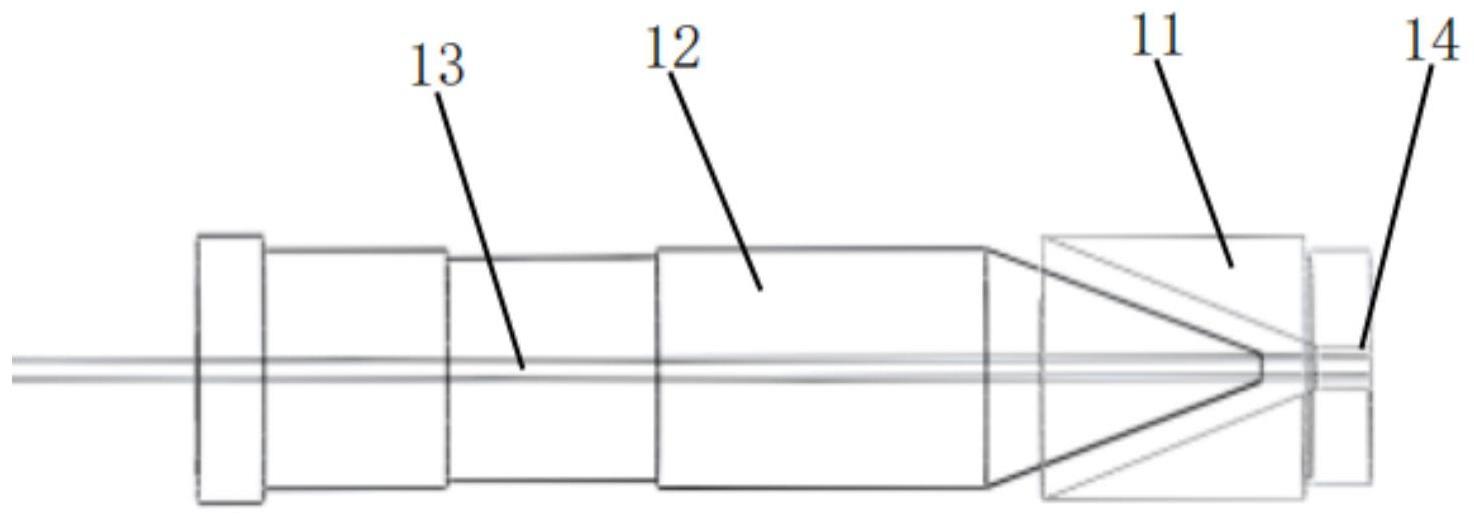
3、一种小口径pu塑料管的挤出模具,包括:
4、模具体,其上开设有口模内孔,所述口模内孔的表面粗糙度与所述pu塑料管的外表面粗糙度一致;
5、芯棒,连接在所述模具体上;
6、海波管,设置在所述芯棒内,其一端与压缩空气源连接,另一端延伸至所述口模内孔内,与所述口模内孔之间形成用于成型pu塑料管的成型空隙。
7、可选地,所述口模内孔的内表面上设有多个凹陷结构,所述凹陷结构沿口模内孔的轴向设置。
8、可选地,所述海波管的端面与所述口模内孔的端面在同一平面上。
9、本发明提供的小口径pu塑料管的挤出设备采用如下的技术方案:
10、一种小口径pu塑料管的挤出设备,包括:
11、进料装置,用于存储聚氨酯粒料并对聚氨酯粒料进行烘干;
12、挤出机,其具有进料端和出料端,用于对聚氨酯粒料进行加热和输送,所述进料装置连接在所述进料端上;
13、熔体泵,连接在所述挤出机的出料端,用于对聚氨酯粒料进行熔融塑化;
14、上述任意一种实施方式中所述的挤出模具,所述挤出模具连接在所述熔体泵上,使熔融塑化后的聚氨酯通过所述挤出模具成型为pu塑料管胚体;
15、冷却水槽,设置在所述挤出模具的后侧,其内部设有循环冷却水;
16、牵引装置,设置在所述冷却水槽的后侧,用于牵引成型的pu塑料管胚体在所述冷却水槽内移动;
17、切割装置,设置在所述牵引装置后侧,用于切割冷却后的pu塑料管。
18、可选地,所述挤出设备还包括:
19、超声波测试装置,设置在所述冷却水槽内,用于检测pu塑料管的同轴度;
20、激光测试装置,设置在所述冷却水槽内,用于检测的pu塑料管的椭圆度。
21、本发明提供的小口径pu塑料管的挤出方法采用如下的技术方案:
22、一种小口径pu塑料管的挤出方法,其包括如下步骤:
23、基于所需被加工的pu塑料管外表面要求选择具有对应粗糙度或带有凹陷结构的口模内孔的挤出模具;
24、烘干聚氨酯粒料,令聚氨酯粒料的水分含量为0.01%~0.03%;将烘干的聚氨酯粒料装填至所述进料装置中,所述进料装置的温度为130℉;
25、利用所述挤出机将聚氨酯粒料加热熔融、压缩、均化后送入所述熔体泵内,其中,所述挤出机的转速为10rpm、温度为385~420℉,所述熔体泵的转速为15~25rpm、进口压力为120psi、温度为385~420℉;
26、熔融的聚氨酯经过所述成型间隙后形成pu塑料管胚体,在成型过程中,所述海波管通过空气压缩源向pu塑料管胚体内吹送压缩空气;
27、通过所述牵引装置带动pu塑料管胚体在所述冷却水槽内移动降温冷却,其中,所述牵引装置的牵引速度为40~100fpm,所述冷却水槽中的循环水温度为55℉;
28、通过所述切割装置对冷却降温后的pu塑料管进行定距离切割。
29、可选地,所述挤出方法还包括如下步骤:将切割后的pu塑料管在室温下静置24h。
30、可选地,所述挤出方法还包括如下步骤:当选择使用的挤出模具中的口模内孔具有凹陷结构时,在pu塑料管成型后,基于全降解镁合金支架中筋的宽度和角度,对pu塑料管外表面的凸起结构进行适应性切除。
31、可选地,所述聚氨酯粒料的熔融指数为9~10。
32、另外,本发明还提供一种pu塑料管,通过上述任意一种实施方式中所述的挤出工艺制备得到。
33、本发明技术方案,具有如下优点:
34、1.本发明提供的挤出模具,通过海波管与口模内孔之间的间隙规定小口径pu塑料管的内外径,在挤出过程中,可利用压缩空气源向海波管内通气,使海波管将压缩空气以一定压力吹入成型的pu塑料管胚体中,以助于pu塑料管的成型以及内外径的尺寸精度,适于小口径pu塑料管的一次性成型,结构简单。同时,还可根据小口径pu塑料管的应用场景选择对应粗糙度的口模内孔,可加工出具有不同表面粗糙度的pu塑料管,适用于不同的医疗器械中,令小口径pu塑料管的应用范围更加广泛。
35、2.本发明提供的挤出设备,通过挤出机和熔体泵对原料进行熔融塑化,再利用挤出模具成型为pu塑料管胚体,并通过选择适当的口模内孔,可成型为具有不同表面形成的pu塑料管;通过牵引装置带动pu塑料管胚体在冷却水槽中移动,对pu塑料管胚体冷却降温,形成尺寸稳定的pu塑料管,最后再通过切割装置对pu塑料管定距离切割,整体加工过程简单,便于操作。成型过程中,无需对pu塑料管胚体进行额外的喷淋降温以及真空定型等复杂步骤,小口径pu塑料管可一次性成型,尺寸稳定,且对pu塑料管的外表面粗糙度可控。
36、3.本发明提供的挤出方法,能够令小口径pu塑料管一次性成型,操作过程简单清晰,可根据pu塑料管的应用场景使其外表面成型为对应的粗糙度或形状;同时,使用聚氨酯高分子自身的回弹特性,可达到精确控制pu管材内外径尺寸的目的;通过对聚氨酯粒料的熔融温度控制、熔体泵的转速控制,保证挤出过程中对管材的供料要求,确保成型的pu塑料管胚体内外径尺寸符合要求;通过对牵引速度的控制,对pu塑料管材产生适当的牵引力,降低影响pu塑料管胚体在冷却过程中对尺寸的影响;从而获得尺寸精度更高的小口径pu塑料管。
- 还没有人留言评论。精彩留言会获得点赞!