一种注塑装置及其注塑方法与流程
本发明属于注塑领域,具体涉及一种注塑装置及其注塑方法。
背景技术:
1、注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑装置是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,随着科技的不断发展,社会的不断进步,对注塑产品的质量和外观的要求越来越高,因此需要改进注塑模具和注塑方法。
2、在塑模成型的过程中,对注塑模块的开模和合模有较高的要求,开模和合模保证了外观的完整性、颜色、光泽等;其次是注塑产品的尺寸和相对位置间的准确性。注塑过程中需要对注塑模块进行吸气和吹气,抽气和吸气影响产品的质量,现在市场上的注塑装置通常使用的抽气和吸气装置结构复杂,抽气和吸气效果不佳,造成产品困气、色差等现象,自动化程度低,生产效率低下,影响正常的工业生产。
技术实现思路
1、鉴于以上所述现有技术的不足,本发明的目的在于:提供一种注塑装置,通过抽真空模块和吹气模块,能够提供较好的抽气和吸气效果,提高注塑产品的质量和生产效率;进一步,本发明提供了一种注塑方法,提高了注塑过程中的自动化程度,改善了注塑的效率和注塑产品的成品率。
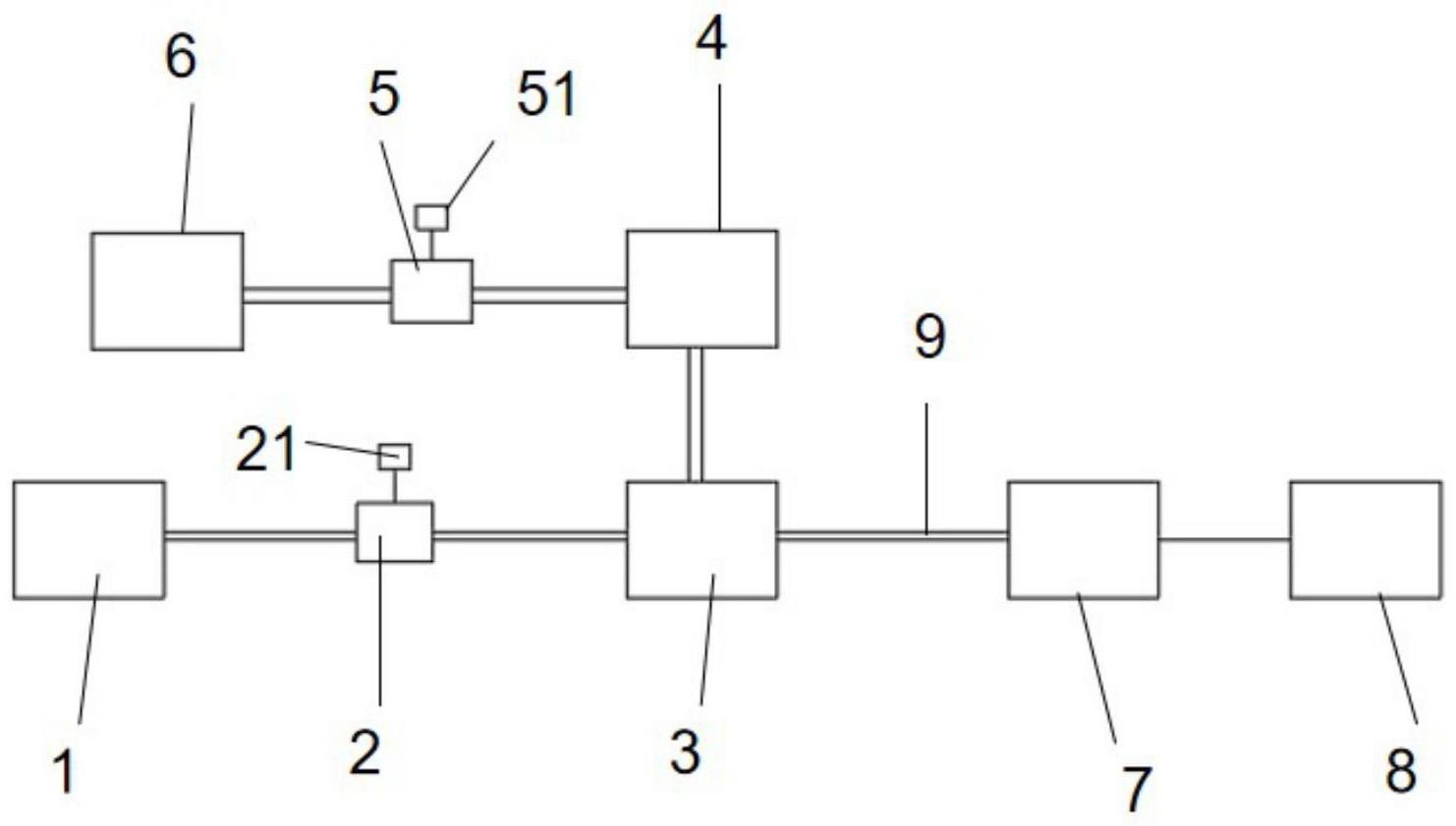
2、为实现上述发明目的,本发明提供以下技术方案:一方面,本发明提供了一种注塑装置,包含:注塑模块、吹气模块和抽真空模块;注塑模块上设有动模、定模、控制器,控制器用于控制所述动模和定模合模或者开模,定模上设有通气孔,通气孔用来对上模和下模之间的模腔进行吹气或者抽真空;
3、吹气模块包含外围储气罐和空气压缩机,空气压缩机和外围储气罐连接,外围储气罐内设有正压传感器;外围储气罐通过吹气管路与通气孔相连;
4、抽真空模块包含依次连接的真空泵、储气罐、切换阀和电磁阀;储气罐内设有负压传感器,储气罐通过抽真空管路与通气孔相连;吹气管路和抽真空管路汇合后通过第一管道与所述通气孔连通,电磁阀位于吹气管路上,切换阀位于上述管路汇合处;电磁阀第一接口和切换阀的第一端口连接,第二接口和外围储气罐相连;切换阀的第二端口和储气罐相连,第三端口通过管道和注塑模块上的通气孔相连;抽真空模块还包含plc控制器。
5、本技术方案的有益效果是:注塑装置通过抽真空模块、吹气模块和注塑模块的配合提高了产品的成品率和生产效率,抽真空模块可以对注塑模块进行抽真空,减少困气、色差现象和气纹问题,还可以改善模内的压力,提高塑料在模内的流动性,可以使填充效果更好,尤其可以缩短填充时间,缩短产品的生产周期,提高生产效率。
6、吹气模块中包含一个或多个和外围储气罐相连空气压缩机;抽真空模块中包含一个或多个与储气罐相连真空泵。多个空气压缩机在plc控制器的控制下轮流对外围储气罐工作,多个真空泵在plc控制器的控制下轮流对储气罐工作。本技术方案的有益效果是:连续长时间工作时,为防止空气压缩机和真空泵频繁工作而造成过热或者负荷过重等现象,通过设置多个空气压缩机和多个真空泵轮流工作来减轻真空泵和空气压缩机的负荷,以确保生产过程的安全高效。
7、第一管道上设置有冷却装置,冷却装置包含制冷机、温度传感器和导冷件,温度传感器设置在第一管道内,制冷机和导冷件相连,导冷件安装在所述第一管道上;温度传感器和制冷机分别与plc控制器相连。本技术方案的有益效果是:通过冷却装置来对吹气和抽真空的气体进行降温,抽真空时,因为注塑模块的高温会使气体本身的温度过高,影响切换阀、储气罐和真空泵的使用安全,通过对气体的降温防止真空泵和储气罐在高温高压下产生故障。吹气模块对注塑模块进行吹气时,气体经过冷却装置后温度降低,能够加速注塑产品的成型,减少所需时间,提高生产的效率;通过制冷机来产生冷量,温度传感器用来反应第一管道的温度,防止温度过低造成气体的液化,或者温度偏高,达不到冷却的效果,导冷件用来传导制冷机的冷量给第一管道的气体,以达到降温的效果。
8、温度传感器包含沿第一管道依次设置的第一温度传感器和第二温度传感器,第一温度传感器和第二温度传感器分别位于所述导冷件的两侧。靠近注塑模块的第一温度传感器用来检测吹气时经过冷却装置后的气体温度,靠近切换阀的第二温度传感器用来检测抽气时经过冷却装置后的气体温度。
9、导冷件为导冷套筒,所述导冷套筒套设在所述第一管道外表面。本技术方案的有益效果是:导冷套筒可拆卸的安装在所述第一管道外部,导冷套筒可以通过卡扣连接或者通过预设的螺孔和螺钉螺帽连接,可以根据不同的需要而调换安装在第一管道的位置,方便后期的维护和运输。
10、导冷件为导冷柱体,所述导冷柱体安装在所述第一管道中部,其两端面与第一管道相接,导冷件的两端面及内部设有若干可供气体通过的孔道。本技术方案的有益效果是:导冷柱体设置在第一管道和注塑模块的换气孔之间,制冷效果更好,防止制冷机频繁工作,浪费电力和造成负荷。
11、切换阀和储气罐之间还设有用于净化空气的净化装置,沿所述切换阀至所述储气罐的管路内依次设有第一过滤层和第二过滤层,所述第一过滤层由无纺布和活性炭构成,所述第二过滤层由氯化钙和硫酸钙构成的干燥剂。本技术方案的有益效果是:净化装置用于对抽真空模块所抽取的模腔内的空气进行净化,去除气体的中的凝蒸气和灰尘,防止气体中的这些成分对真空泵和储气罐造成故障。
12、本发明还提供一种包含上述注塑装置的注塑方法,包括如下步骤:
13、控制器传输一个信号给动模,开始合模;
14、合模到位时,控制器给plc控制器一个信号,切换阀得电切换到和抽真空模块连接的第二端口打开,和吹气模块连接的第一端口关闭,抽真空模块开始对注塑模块抽气,模腔内形成真空;电磁阀处于关闭状态;
15、抽真空完成后,切换阀的第二端口关闭,第一端口打开,停止抽气;注塑模块注胶,注胶完成后等待成型;
16、控制器传输一个信号给动模,进行开模;
17、开模到位时,控制器给plc控制器一个信号,电磁阀得电接通,外围储气罐开始对注塑模块进行吹气;
18、吹气停止,控制器给plc控制器一个信号,电磁阀失电关闭;取出产品,进行下一轮注塑循环。本技术方案的有益效果是:通过该注塑方法通过注塑模块的控制器和抽真空模块的plc控制器的配合提高了注塑过程中的自动化程度,改善了产品的质量,提高了生产效率。
19、进一步的,切换阀和储气罐之间还设有用于净化空气的净化装置,抽真空模块开始对所述注塑模块抽气时,气体被净化后进入所述储气罐和真空泵。在注塑过程中净化装置用来对通气孔抽出的气体进行净化,除去空气中的灰尘颗粒和蒸汽,减少气体对抽真空模块中的真空泵和储气罐造成故障。
20、还包含冷却装置,冷却装置设置在所述第一管道上,冷却装置和plc控制器相连;冷却装置在plc控制器的控制下对进出通气孔的气体进行冷却。吹气时,冷却气体能够加快注塑产品成型,减少等待时间,提高生产效率,同时也对模腔进行预冷。抽气时,预冷后的模腔气体再次经过冷却装置能够进一步降低气体温度,避免造成抽真空中的真空泵和储气罐的故障,从而影响生产效率。
21、与现有技术相比,本发明至少具有以下有益效果:注塑装置通过抽真空模块、吹气模块和注塑模块的配合提高了产品的成品率和生产效率,抽真空模块可以对注塑模块进行抽真空,减少困气、色差现象和气纹问题,还可以改善模内的压力,提高塑料在模内的流动性,可以使填充效果更好,尤其可以缩短填充时间,缩短产品的生产周期,提高生产效率至少一个空气压缩机和至少一个真空泵是为了防止连续工作会造成机器的发热故障等问题;吹气模块对注塑模块进行吹气,加速产品的冷却成型。
- 还没有人留言评论。精彩留言会获得点赞!