一种多束缠绕设备联合驱动系统及其张力控制方法
1.本发明属于纤维缠绕设备控制技术领域,具体涉及一种多束缠绕设备联合驱动系统及其张力控制方法。
背景技术:
2.缠绕设备广泛应用于压力容器和储料容器制作、汽车、航天等行业,纤维缠绕主要是将纤维材料按一定的缠绕方式均匀的覆盖在被缠绕件表面,是一种提升产品性能的加工技术。传统的纤维缠绕设备以单束缠绕为主,为提升效率也继续发展出多工位单束缠绕装置,但该类缠绕设备控制系统自动化程度较低、缠绕效率低,缠绕控制系统简单易受外界干扰,且对张力的恒定控制能力较弱。
3.随着多束缠绕设备的诞生,多丝束螺旋环向缠绕设备能够为纤维缠绕工艺开拓广阔的发展空间,多束螺旋缠绕工艺和环向缠绕工艺可以提升纤维缠绕的效率,减少缠绕缺陷,在减少纤维用量的同时提升产品的性能。对于多束缠绕设备的控制系统开发目前研究较少,多束缠绕所面临的控制难题是多轴多设备的协同控制,这对控制系统的同步性、实时性、高精度提出的更高的要求,多束缠绕涉及到的多轴联动系统控制,对柔性制造系统变得不可或缺。
4.在复合材料纤维缠绕成型过程中,对缠绕张力的控制是一个重要环节。张力过大会导致纤维断纱和芯模变形,张力过小会使得制品强度低,纤维滑纱现象严重。张力波动会导致缠绕制品密实度低,含胶量不均匀,从而严重影响制品性能。在工业实际生产应用中主要目标是尽可能保证整个生产过程的缠绕张力稳定。在张力控制系统控制方面,由于张力控制系统存在实时性强、多参数、非线性的特点,在纤维缠绕张力控制系统中,缠绕纤维作为一种柔性生产线,由于缠绕线型和芯模的多样性,增加了纤维张力的控制难度,由于芯模形状的急剧变化和外界环境的干扰会导致纤维出纱速度会以较大的加速度变化,从而使纤维在短时间内产生较大的张力偏差,因此需要一种动态响应性能和鲁棒性更强的控制器和方法。
技术实现要素:
5.本发明为了解决现有技术中存在的上述至少一个技术问题,提供了一种多束缠绕设备联合驱动系统及其张力控制方法。
6.本发明采用如下的技术方案实现:一种多束缠绕设备联合驱动系统,包括六自由度机械臂、螺旋缠绕装置、环向缠绕装置、控制器、上位机、被缠绕件、张力控制系统、运载车和移动滑轨;其中,六自由度机械臂用于实现对被缠绕件的抓取、夹持和送返,螺旋缠绕装置用于实现对被缠绕件的螺旋缠绕,环向缠绕装置用于实现对被缠绕件的环向缠绕,控制器用于接收上位机发出的控制指令并传输至相应的执行机构,上位机用于实现对执行机构参数的设定、目标张力值的设定和张力控制系统模型的仿真模拟,运载车用于实现对被缠绕件
的运输,移动滑轨用于实现螺旋缠绕装置或环向缠绕装置的水平滑动;张力控制系统包括放卷辊模块、摆杆模块、张力检测辊、张力伺服电机、张力传感器和时变分数阶pid控制器,其中张力传感器用于实现对张力的实时检测,放卷辊模块、摆杆模块和时变分数阶pid控制器用于根据张力的偏差值对张力伺服电机的输出力矩补偿以实现张力的平稳输出。
7.本发明还提供了一种多束缠绕设备联合驱动系统的张力控制方法,包括以下步骤,s1:根据放卷辊力矩方程、摆杆速度差方程和电路方程,建立张力控制系统分数阶数学模型;s2:在分数阶pid控制引入时变参数,建立时变分数阶pid控制器;s3:设定目标张力值,目标张力值和未知外界干扰输入张力控制系统分数阶数学模型,输出实时张力值;s4:目标张力值和实时张力值作差后输入时变分数阶pid控制器,时变分数阶pid控制器输出;s4:控制器的输出值和未知外界干扰输入张力控制系统分数阶数学模型,输出实时张力值;s5:重复步骤s3、s4,直至张力控制系统分数阶数学模型输出的实时张力值逼近目标张力值。
8.优选地,张力控制系统分数阶数学模型的传递函数为:式中,为张力控制系统的放卷辊模块的分数阶传递函数;为张力控制系统的摆杆模块的分数阶传递函数;,其中是张力伺服电机的转矩常数,是折算到张力伺服电机电机轴上的总摩擦系数,是等效电阻,是反电动势系数;,其中是总转动惯量;,其中是摆杆长度的一半;是引入的微分算子,且;是引入的积分算子,且。
9.优选地,时变分数阶pid控制器的传递函数为:式中,为时变分数阶pid控制器的比例系数;为时变分数阶pid控制器的积分系数;为时变分数阶pid控制器的微分系数;为时变分数阶pid控制器的积分算子,且;为时变分数阶pid控制器的微分算子,且。
10.优选地,时变分数阶pid控制器的比例系数、积分系数和微分系数的整定规则如下:
,,式中,为可调参数,且;为调节公式;调节公式的表达式如下:式中,由被控系统时间特性确定,取值范围为,为自然常数。
11.与现有技术相比,本发明的有益效果是:本发明通过建立更为准确的张力控制系统分数阶数学模型和时变分数阶pid控制器,能够提升张力控制系统动态响应能力、鲁棒性和张力输出精度,张力输出值振动幅值明显减少,且可以较快的恢复到稳定状态,最终张力值可以很好地稳定在目标张力值附近,解决了缠绕过程中恒张力控制问题。
12.本发明能够完成对被缠绕件缠绕张力自动化控制,提升缠绕效率,实现准确高精度的控制,更好的满足工艺要求,提升系统协同控制能力,且控制系统具有更高的通用性。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
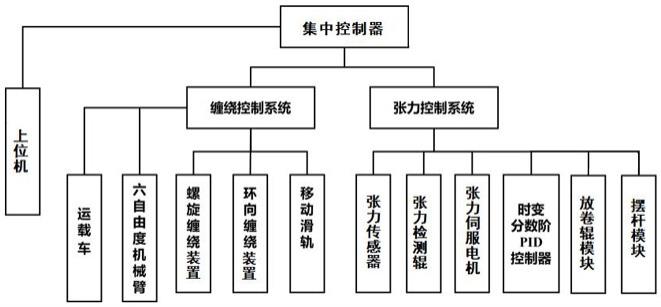
14.图1为本发明的联合驱动系统主控功能模块图;图2为本发明的联合驱动系统的设备示意图;图3为本发明的张力控制系统的控制流程图;图4为本发明的张力控制系统的控制原理图;图5为本发明中张力控制系统输出曲线图;图6为本发明的多束设备联合驱动控制系统示意图;图7为本发明的整体控制系统程序设计流程图。
15.图中:1-六自由度机械臂;2-螺旋缠绕装置;3-环向缠绕装置;4-运载车;5-移动滑轨;6-被缠绕件。
具体实施方式
16.结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚,完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。基于本发明的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下所得到的所有其他实施方式,都属于本发明所保护的范围。
17.须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应落在本发明所揭示的技术内容能涵盖的范围内,需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外
几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何实际的关系或者顺序。
18.本发明提供了一种实施例:如图1、图2所示,一种多束缠绕设备联合驱动系统,包括六自由度机械臂1、螺旋缠绕装置2、环向缠绕装置3、控制器、上位机、被缠绕件6、张力控制系统、运载车4和移动滑轨5;其中,六自由度机械臂1用于实现对被缠绕件6的抓取、夹持和送返,螺旋缠绕装置2用于实现对被缠绕件6的螺旋缠绕,环向缠绕装置3用于实现对被缠绕件6的环向缠绕,控制器用于接收上位机发出的控制指令并传输至相应的执行机构,上位机用于实现对执行机构参数的设定、目标张力值的设定和张力控制系统模型的仿真模拟,运载车4用于实现对被缠绕件6的运输,移动滑轨5用于实现螺旋缠绕装置2或环向缠绕装置3的水平滑动,上位机软件为matlab、cadwind、abaqus等仿真系统;张力控制系统包括放卷辊模块、摆杆模块、张力检测辊、张力伺服电机、张力传感器和时变分数阶pid控制器,其中张力传感器用于实现对张力的实时检测,放卷辊模块、摆杆模块和时变分数阶pid控制器用于根据张力的偏差值对张力伺服电机的输出力矩补偿以实现张力的平稳输出。
19.如图6、图7所示,控制系统软件采用模块化程序结构设计,将编写好的程序通过接口与其他模块通信;根据被缠绕件6尺寸设计螺旋和环向缠绕参数,通过模块之间的通信和相互调用实现程序的功能。
20.联合驱动控制系统拥有两种控制模式:手动控制模式和自动控制模式。手动模式下,各装置系统单独控制运行;自动工作模式下,各装置系统配合完成对被缠绕件6的运送、螺旋缠绕和环向缠绕。在此过程中,张力控制系统保证缠绕纱线的张力趋于恒定,调节送纱和回纱动作,避免在缠绕过程中绞纱和由于张力波动及突变而引起的滑纱和断纱现象。同时缠绕线型和角度可以通过控制器控制相应的伺服电机的运动来调整。
21.控制器通电后,内部程序开始自动执行,根据上位机的设置的转轴参数对多束缠绕设备的每个自由度转轴进行初始化设置,当完成运行设备的程序初始化后建立与上位机的通信连接。但连接不成功时系统会显示错误,通信连接成功后可选择手动或自动控制模式进行缠绕。
22.自动控制模式下,缠绕运动启动,系统变量开始初始化,自动缠绕过程中运动参数信息会同时被记录。之后上位机校验当前执行的代码文件是否与上位机缠绕软件预设的参数一致,若不一致返回上位机并报错,若一致则打开代码文件并读取,进行语句的循环判断,当读取到结束符时,程序读入完毕,并将读取的代码信息转化为运动指令。结合输入的产品尺寸和位置参数,由运动控制器传送至六自由度机械臂1、螺旋缠绕装置2、环向缠绕装置3、运载车4、移动滑轨5,控制联合驱动系统运动完成对被缠绕件6的缠绕动作。
23.根据工艺需求在不同缠绕段施加缠绕张力不同,同时螺旋和环向缠绕方式不同所需施加的张力也不同。本实施例中,目标张力值的取值与纤维的缠绕方式、丝嘴在被缠绕件6表面的位置有关;当缠绕方式为螺旋缠绕时,丝嘴缠绕被缠绕件6的封头段对应的目标张力值为第一预设值,丝嘴缠绕被缠绕件6的筒身段对应的目标张力值为第二预设值,且第一预设值大于第二预设值;当缠绕方式为环向缠绕时,丝嘴缠绕被缠绕件6的筒
身段对应的目标张力值为第三预设值。
24.具体为根据丝嘴在被缠绕件6表面的轨迹坐标,通过确定实时轨迹点,结合被缠绕件6位置坐标,确定缠绕位置在封头段或筒身段,进而给定对应的目标张力值,该类定位方法为现有技术,在此不做赘述。
25.如图3、图4所示,本发明还提供了一种多束缠绕设备联合驱动系统的张力控制方法,依托于上述多束缠绕设备联合驱动系统,包括以下步骤,s1:根据放卷辊力矩方程、摆杆速度差方程和电路方程,建立张力控制系统分数阶数学模型;s2:在分数阶pid控制引入时变参数,建立时变分数阶pid控制器;s3:给定目标张力值,目标张力值和未知外界干扰输入张力控制系统分数阶数学模型,输出实时张力值;s4:目标张力值和实时张力值作差后输入时变分数阶pid控制器,时变分数阶pid控制器输出;s4:控制器的输出值和未知外界干扰输入张力控制系统分数阶数学模型,输出实时张力值;s5:重复步骤s3、s4,直至张力控制系统分数阶数学模型输出的实时张力值逼近目标张力值。
26.步骤s1中,建立张力控制系统分数阶数学模型:分析纤维缠绕过程中放卷辊、摆杆的力学特性,在纤维缠绕过程中,张力模型具有非线性、多参数时变性;根据放卷动态辊力矩方程、张力伺服电机电路方程和摆杆速度差方程得到张力控制系统分数阶数学模型的传递函数;其中放卷辊动态力矩平衡方程如式(1)所示:
ꢀꢀꢀꢀꢀꢀ
(1)伺服电机电路方程如式(2)所示:
ꢀꢀꢀꢀ
(2)摆杆速度差方程如式(3)所示:
ꢀꢀ
(3)式(1)、(2)和(3)中,是张力伺服电机的输出力矩,且;是放卷辊线团半径;是张力伺服电机的转动角速度;是张力伺服电机的转矩常数;是张力伺服电机的反电动势;是反电动势系数;是折算到张力伺服电机电机轴上的总摩擦系数;是总转动惯量;是电枢电压;是等效电阻;是电枢电流;是电感系数;是实时张力;是摆杆长度的一半;是摆杆摆角;是送纱端纤维输入速度;是出纱端纤维输出速度;为逼近实际物理过程,引入微分算子、和积分算子,且
,且,其中、和可根据实际物理系统特性(非线性)进行取值。
27.联立式(1)和式(2)同时laplace变化得到式(4):
ꢀꢀꢀꢀꢀ
(4)式(3)laplace变化得到式(5):
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)式中,;在忽略干性摩擦和粘性摩擦,电感系数单位为毫安,可忽略其影响(),得到张力控制系统的放卷辊模块和摆杆模块的分数阶传递函数如式(6)和式(7)所示:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)张力控制系统分数阶数学模型包括串联的放卷辊模块和摆杆模块,张力控制系统分数阶数学模型的传递函数如式(8)所示:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)其中,,,;将得到的张力控制系统分数阶数学模型的传递函数通过matlab或simulink中fomcon工具箱仿真得到恒张力输入设定下系统张力输出曲线,如图5所示。
28.使用系统辨识的方法获得系统的标称模型,并将分数阶微积分算子引入张力控制系统数学模型,建立具有非线性特性的张力控制数学模型,更为准确的拟合张力输出曲线和表征实际张力过程。
29.步骤s2中,采用在分数阶pid控制引入时变参数的方法,在张力控制系统中,分数阶pid参数控制器建立参数之间的关系,提供一种时变分数阶pid控制器。
30.以缠绕张力控制系统中的张力辊传感器为反馈对象,调节张力的原理为:将实时张力值与目标张力值进行比较,当出现偏差值时,时变分数阶pid控制调节后做力矩补偿,通过张力伺服电机力矩实现调节张力。
31.时变分数阶pid控制器的传递函数为:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(9)式中,为时变分数阶pid控制器的比例系数;为时变分数阶pid控制器的积分
系数;为时变分数阶pid控制器的微分系数;为时变分数阶pid控制器的积分算子,且;为时变分数阶pid控制器的微分算子,且。
32.时变分数阶pid控制器的输出如式(10)所示:
ꢀꢀꢀꢀꢀ
(10)时变分数阶pid控制器的输入如式(11)所示:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(11)时变分数阶pid控制器的比例系数、积分系数和微分系数三个参数的整定规则如式(12)所示:,,
ꢀꢀꢀꢀꢀ
(12)调节公式如式(13)所示:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(13)式(10)、(11)、(12)和(13)中,是目标张力值;是实时张力值;是实时张力偏差值;是控制器输出;为可调参数,且;由被控系统时间特性确定,取值范围为。
33.步骤s3、s4中,张力控制原理为:在目标张力值给定的条件下,通过选定时变分数阶pid控制器参数,使得张力控制系统输出的实时张力值逐渐逼近目标张力值值,即:,调节时间越短,说明控制器控制动态响应性能越好,控制效果越好。
34.张力控制系统分数阶的时域下状态空间表达如式(14)所示:
ꢀꢀꢀꢀꢀꢀꢀꢀ
(14)其中,是控制器输出;是实时张力值;为未知外界干扰;,,;是张力控制系统的放卷辊模块的输出;是张力控制系统的摆杆模块的输出即实时张力值;联立公式(10)和(12)可得式(15):
ꢀꢀꢀꢀꢀ
(15)将式(15)带入式(14)可得:
通过设计时变分数阶pid控制器,用于纤维束的张力控制,通过将加入到控制器参数整定中,可以使系统拥有更好的动态响应性能和鲁棒性,提升张力输出精度,保证张力输出稳定性。
35.图7中为参考输入(目标张力值),为系统输出(实时张力值),其中实时张力偏差值,误差积分,误差微分为,,。
36.为控制器输出,在系统中存在干扰时,如图5虚线所示,当设定目标张力值为20n时,原张力控制系统张力输出首先出现大振动现象,20秒后,张力输出稳定在一定范围内按一定频率振动。当目标张力值由20n突变为30n时,原张力控制系统在此出现大振动现象,且系统恢复稳定状态时间较长,系统鲁棒性和恢复能力较差。
37.如图5中实线所示,在时变分数阶pid控制器的作用下,张力控制系统性能得到较大的提升,张力输出值振动幅值明显减少,且可以较快的恢复到稳定状态,最终张力值可以很好地稳定在目标张力值附近,且在遇到张力突变时,系统具有较强的鲁棒性,且使得张力恢复的响应时间缩短。
38.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应该涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1