波浪板加工生产线的制作方法
本技术涉及塑料加工的领域,尤其是涉及一种波浪板加工生产线。
背景技术:
1、波浪板常用于室内装饰之中,用于提升建筑的美观性。
2、现有波浪板加工生产线中包括波形定型机,波形定型机用于在加工出的半熔融软塑料板上加工出特定波浪形;具体的,波形定型机包括安装框,安装框沿水平方向设有若干组波浪加工组件,纹挤压组件包括固定在安装框上的第一电机,第一电机的输出轴上同轴可拆卸连接有转动连接在安装框上的第一波浪辊;第一电机的正下方设有固定在安装框上的第二电机,第二电机的输出轴上同轴可拆卸连接有转动连接在安装框上的第二波浪辊;第一波浪辊与第二波浪辊平行设置,且两者之间留有供半熔融软塑料板通过的间隙;当半熔融软塑料板通过间隙时,每组波浪加工组件中的第一波浪辊与第二波浪辊可在半熔融软塑料板的上下面上压出特定的波浪形。
3、在实现本技术的过程中,发现上述技术至少存在以下问题:波浪板是以批次的形式进行加工,每个批次中加工出的若干波浪板常常要求需要具有不同的波浪形;通过现有技术加工不同波浪形的波浪板时,需要频繁且同步切换第一电机与第二电机上的波浪辊,从而实现同批次不同波浪形的波浪板的加工;由于波形定型机中的波浪辊数量较多,故频繁切换第一电机与第二电机上的波浪辊耗时耗力,会严重影响每批次波浪板的生产效率。
技术实现思路
1、为了便于提升每批次波浪板的生产效率,本技术提供一种波浪板加工生产线。
2、本技术提供的一种波浪板加工生产线采用如下的技术方案:
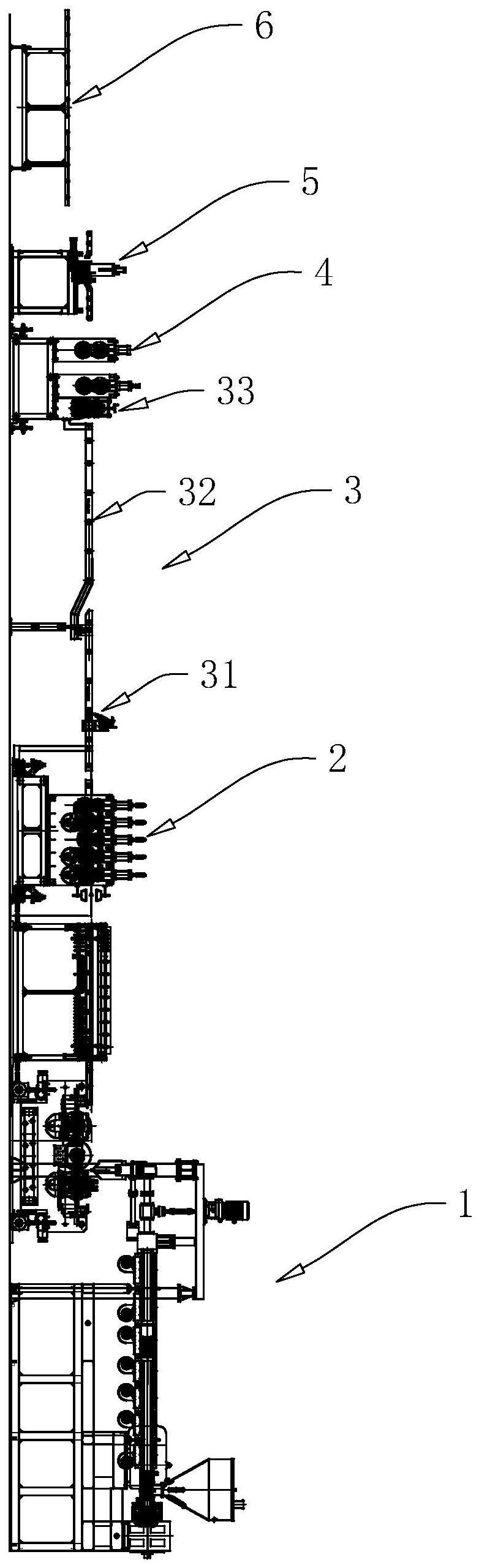
3、一种波浪板加工生产线,包括用于加工出半熔融状塑料条板的上料设备,所述上料设备的一侧设有用于即时转换波浪加工组件的波形定型装置,所述波形定型装置的一侧设有剪板机,所述剪板机用于将所述波形定型装置加工出的波浪条板剪切为波浪板。
4、通过采用上述技术方案,通过上料设备加工出半熔融状塑料条板,并将半熔融状塑料条板传送至波形定型装置中,当需要在半熔融状塑料条板上加工出波浪不同的波浪纹时,则通过波形定型装置即时转换波浪加工组件,如此不需要工作人员对波浪辊进行频繁的切换,从而有助于提升每批次波浪板的生产效率。
5、在一个具体的可实施方案中,所述波形定型装置包括设置于所述上料设备出料口一侧的轨道,所述轨道上连接有若干位移组件,每个所述位移组件上均连接有安装架,所述安装架上均设有所述波浪加工组件,不同所述安装架上的所述波浪加工组件用于挤压出不同的波浪形状。
6、通过采用上述技术方案,通过使用位移组件驱动安装架在轨道上移动,便于使不同安装架置于上料设备出料口出,从而便于使不同安装架上的波浪加工组件挤压出不同的波浪形状,如此通过整体移动的方式避免人工手动频繁切换波浪辊,如此便于提升每批次波浪板的生产效率。
7、在一个具体的可实施方案中,所述波形定型装置包括设置在所述上料设备出料口一侧的安装架,所述安装架上连接有所述波浪加工组件;所述波浪加工组件包括安装在所述安装架上的位移件,所述位移件上设有第一电机,所述第一电机上连接有第一转动杆,所述第一转动杆连接有第一波浪辊和第二波浪辊;所述安装架上还设有另一与所述波浪加工组件配合使用的波浪加工组件。
8、通过采用上述技术方案,通过一个波浪加工组件中的第一波浪辊与另一个波浪加工组件中的第一波浪辊可共同在半熔融状塑料条板挤压出一种波浪形状;当需要进行下一种波浪形状的挤压时,则可在上一中波浪形状挤压的过程中,将第二波浪辊分别安装在第一转动杆上,当前一波浪形状抵压完毕后,则先通过位移件使左右相邻的波浪加工组件分开,从而为第一转动杆转动第二波浪辊让出空间,接下来通过两个对应的波浪加工组件中的第二波浪辊在半熔融状塑料条板挤压出下一种波浪形状,如此便于实现波形定型装置的连续工作,从而提升每批次波浪板的生产效率。
9、在一个具体的可实施方案中,所述波形定型装置包括设置在所述上料设备出料口一侧的安装架,所述安装架上连接有所述波浪加工组件;所述波浪加工组件包括安装在所述安装架上的第一电机,所述第一电机上连接有转动辊,所述转动辊上可拆卸连接有波浪筒,所述波浪筒用于在所述半熔融状塑料条板上挤压出波浪形。
10、通过采用上述技术方案,挤压出另一种波浪形状前,再转动辊上换上不同的波浪筒,从而可挤压出不同的波浪形;且,由于更换波浪筒比更换整个波浪辊更为轻松便捷,故可提升每批次波浪板的生产效率。
11、在一个具体的可实施方案中,所述安装架上设有用于抵压所述半熔融状塑料条板侧边的导向抵压轮组。
12、通过采用上述技术方案,通过导向抵压轮组不仅可以对正被抵压的半熔融状塑料条板起到导向的作用,还可以防止半熔融状塑料条板的侧边在抵压过程中出现凸起,从而便于提升波浪板的生产质量。
13、在一个具体的可实施方案中,所述上料设备包括原料混合装置,所述原料混合装置用于混合不同种的塑料原料;所述原料混合装置的出料口处设有冷却成型装置,所述冷却成型装置用于将所述原料混合装置产出的熔融状混合塑料冷却成塑料条板;所述冷却成型装置的出料口处设有烘箱,所述烘箱用于将所述塑料条板烘软为半熔融状塑料条板。
14、通过采用上述技术方案,先将不同的塑料原料进行混合然后产出熔融状的混合塑料,接着对加工出的混合塑料进行冷却,使其冷却为塑料条板,最后再对塑料条板进行烘热,从而可使塑料条板成为半熔融状塑料条板,以便于后续的波浪成型加工。
15、在一个具体的可实施方案中,所述烘箱包括烘箱本体,所述烘箱本体中设有用于传送所述塑料板的传送带,所述烘箱本体中还设有用于加热所述塑料条板的第一加热管组件;所述第一加热管组件由若干所述第一加热管组成,位于所述第一加热管组件中间区域的所述第一加热管少于其侧边区域的所述第一加热管。
16、通过采用上述技术方案,由于烘热的塑料条板中处于边缘部分的热量容易散失,而处于中间部分的热量不易散失,故使位于第一加热管组件中间部位的第一加热管少于其侧边部位的第一加热管,可便于使整个塑料条板各部位加热时的温度基本相同,从而便于塑料条板各个部位同步被加热为半熔融状塑料条板,进而可提升在半熔融状塑料条板上各处均匀抵压出波浪形状的质量。
17、在一个具体的可实施方案中,烘箱本体中还设有若干横向加热管,以及若干与所述横向加热管垂直设置的纵向加热管。
18、通过采用上述技术方案,通过第一加热管组件对塑料条板进行初步加热后,再通过横向加热管和纵向加热管可进一步实现对塑料条板的加热,从而提升使塑料条板加热为半熔融状塑料条板的效率。
19、在一个具体的可实施方案中,所述波形定型装置与所述剪板机之间还设有切边设备,所述切边设备用于切除所述波浪条板的边缘凸出部分。
20、通过采用上述技术方案,通过切出波浪条板的边缘凸出部分,便于提升加工出的波浪条板的质量。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.便于提升每批次波浪板的生产效率;
23、2.便于提升波浪板的生产质量;
24、3.便于提升在半熔融状塑料条板上各处均匀抵压出波浪形状的质量。
- 还没有人留言评论。精彩留言会获得点赞!