一种玻纤和碳纤维复合材料板冲压成型设备的制作方法
本发明涉及冲压成型,具体为一种玻纤和碳纤维复合材料板冲压成型设备。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法,汽车底护板在生产时也需要对其进行冲压成型。
2、对此,中国申请专利号:cn214290528u,公开了一种材料成型冲压设备,包括工作台,所述工作台上固定连接有框架,所述框架上设置有第一气缸,且第一气缸的输出端固定连接有上模体,所述工作台上固定连接有与上模体相配合的下模体,且下模体的下端内壁开设有开口收纳腔,所述工作台上滑动连接有两个l形滑杆和推杆,且推杆的上端延伸至开口收纳腔中并固定连接有推板。本实用新型涉及机械加工技术领域,通过设置的两个第二气缸,可以使得两个压板压紧板材的两侧,保证冲压过程中板材放置的稳固性,通过设置的连杆,可以使得推杆配合两个l形滑杆同步运动,进而使得推板可以在板材解锁后,自动将板材推出,大大便捷了装置的使用性。
3、但是现有的冲压后通过底部的滑杆推动推板将板材推出,在推出时,由于推板在板材的正中端,将板材顶出的过程中板材的两侧受力不均后,容易倾斜,板材倾斜会导致模具和板材同时受损,影响板材使用,同时将板材顶出后没有对其进行输送处理,取料效果较差,因此我们对上述问题进行完善和改进成为目前亟需解决的问题。
技术实现思路
1、本发明的目的在于提供一种玻纤和碳纤维复合材料板冲压成型设备,以解决上述背景技术中提出的现有的冲压后通过底部的滑杆推动推板将板材推出,在推出时,由于推板在板材的正中端,将板材顶出的过程中板材的两侧受力不均后,容易倾斜,板材倾斜会导致模具和板材同时受损,影响板材使用,同时将板材顶出后没有对其进行输送处理,取料效果较差的问题。
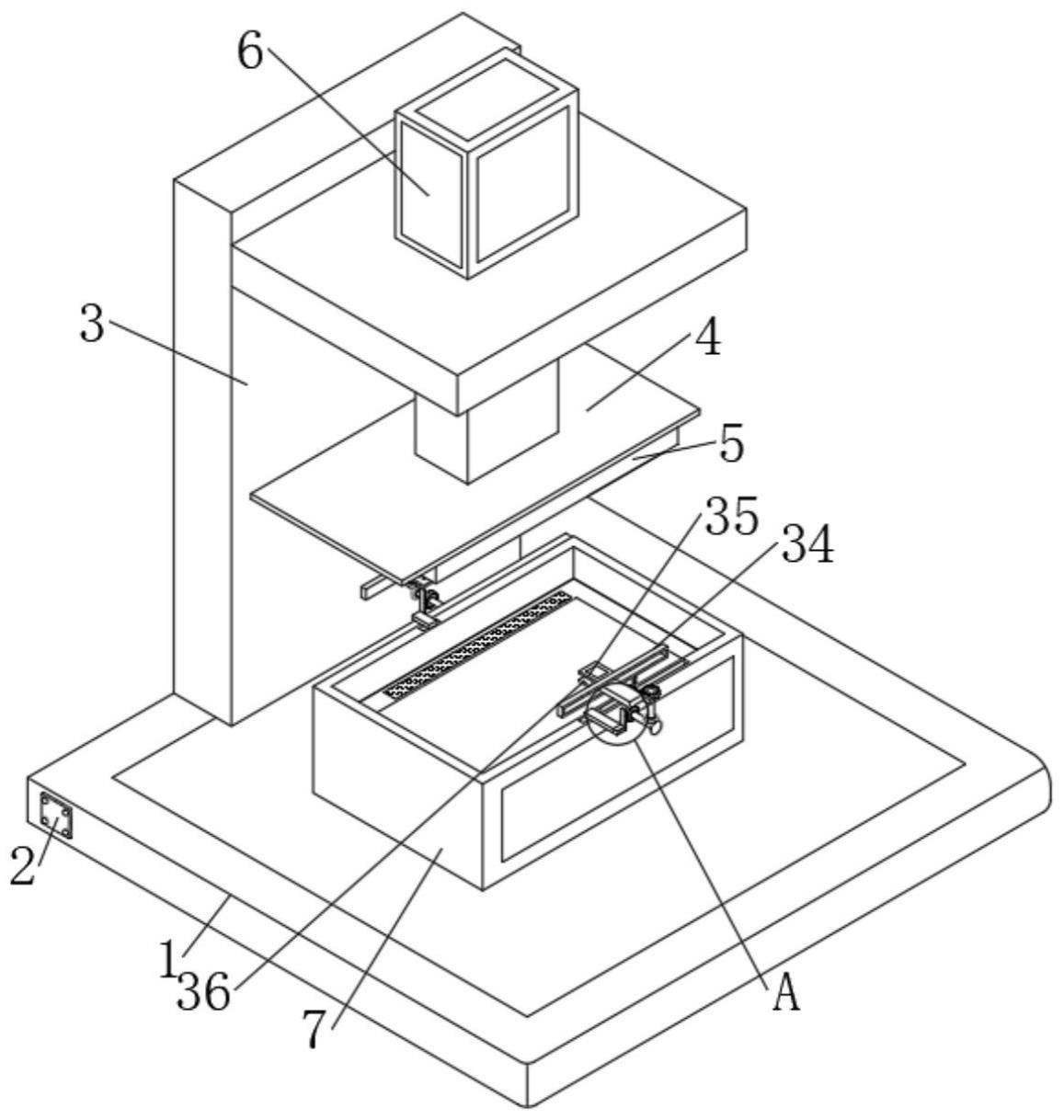
2、为实现上述目的,本发明提供如下技术方案:一种玻纤和碳纤维复合材料板冲压成型设备,包括工作板,所述工作板的左侧表面固定连接有控制面板,所述工作板的顶面固定连接有侧板,所述侧板的底端设置有冲压架,所述冲压架的底端设置有冲压板,所述侧板的表面设置有液压杆;
3、模具本体,所述模具本体安装在工作板的上表面上,所述模具本体的内侧壁设置有底板,所述底板的表面开设有适配槽,所述底板的内侧壁设置有适配板,所述适配板安装在适配槽的内部,所述适配槽设置有两组,两组所述适配槽直接相互对称,所述适配槽的内部设置有第一顶升板,所述第一顶升板的右侧表面设置有安装板,所述第一顶升板的底端设置有第一顶升齿条板,所述第一顶升齿条板的左侧表面啮合连接有第一转动齿轮,所述模具本体的顶面开设有通槽。
4、优选的,所述第一转动齿轮的右侧表面固定连接有电机本体,所述第一转动齿轮的左侧表面啮合连接有第二转动齿轮,所述第一转动齿轮的背面设置有第二活动齿条板,第二齿条板的顶面设置有第二顶升板。
5、优选的,所述第二转动齿轮的左侧表面设置有第一传动轴,所述第一传动轴的外表面设置有皮带。
6、优选的,所述皮带的内侧壁设置有第二传动轴,所述第二传动轴的右端设置有第三转动齿轮,所述第三转动齿轮的外表面啮合连接有第二顶升齿条板,所述第二顶升齿条板和第一顶升齿条板尺寸相同。
7、优选的,所述第一顶升板的右侧表面固定连接有提升齿条板,所述提升齿条板的顶面设置有提升齿条架。
8、优选的,所述提升齿条架的背面啮合连接有第一活动齿轮,所述第一活动齿轮的右侧表面设置有第一转动杆,所述第一转动杆远离第一活动齿轮的一端设置有第一锥齿轮,所述第一锥齿轮的表面啮合连接有第二锥齿轮。
9、优选的,所述第二锥齿轮的顶端固定连接有第二转动杆,所述第二转动杆的顶端固定连接有第二活动齿轮。
10、优选的,所述第二活动齿轮的左侧表面啮合连接有移动齿条板,所述移动齿条板的左侧表面固定连接有移动板。
11、优选的,所述移动板的外表面设置有稳定板,所述稳定板的左侧表面固定连接有夹持块,所述夹持块的表面开设有夹持槽,所述移动板的底端固定连接有限位架,所述限位架的左侧表面设置有伸缩杆,伸缩杆安装在模具本体的右侧表面上。
12、优选的,所述提升齿条板的背面啮合连接有第三活动齿轮,三活动齿轮的右侧表面设置有第三转动杆,所述第三转动杆远离限位架的一端固定连接有第四活动齿轮,所述第四活动齿轮的底端表面啮合连接有运动齿条板,所述运动齿条板的顶端固定连接有紧固板,紧固板安装在稳定板的底端表面,紧固板与通槽之间相互适配。
13、与现有技术相比,本发明的有益效果是:
14、1、该玻纤和碳纤维复合材料板冲压成型设备,通过设置的模具本体、底板、适配槽、适配板、第一顶升板、安装板、第一顶升齿条板、第一转动齿轮、电机本体、第二转动齿轮、第二顶升板、第一传动轴、皮带、第二传动轴、第三转动齿轮、第二顶升齿条板和提升齿条板,在使用时,首先通过冲压架、冲压板和模具本体之间的配合,将底护板进行超级高压成型,成型后将冲压架和冲压板进行抬升,随后启动电机本体,通过电机本体带动第一转动齿轮进行正转,随后第一转动齿轮会带动第二转动齿轮进行转动,同时第二转动齿轮会带动第一传动轴和皮带进行转动,继而通过皮带带动第二传动轴进行转动,随后通过第二传动轴带动第三转动齿轮进行转动,因此第一转动齿轮和第三转动齿轮的转动方向相反,第一转动齿轮能够带动第一顶升齿条板向上进行移动,随后通过第三转动齿轮也能够带动第二顶升齿条板向上进行运动,从而能够带动第一顶升板和第二顶升板向上移动,通过第一顶升板和第二顶升板的设计能够将成型后的底护板顶升,同时在底护板的底面两端进行同时顶升,提高了成型后底护板的上升稳定性,避免底护板在上升时会倾斜,同时上升速度比较稳定,防止了底护板会对模具的内壁进行磨损,同时通过适配槽和适配板与第一顶升板和安装板之间相互适配,确保冲压过程中的平稳性,提高了成型后的底护板取料的速度,体现了设计的功能性。
15、2、该玻纤和碳纤维复合材料板冲压成型设备,通过设置的提升齿条板、通槽、提升齿条架、第一活动齿轮、第一转动杆、第一锥齿轮、第二锥齿轮、第二转动杆、移动齿条板、移动板、稳定板、夹持块、夹持槽和限位架,当第二顶升齿条板在上升时,能够带动提升齿条板在通槽的内部进行上升,随后第一顶升板和第二顶升板将底护板顶出,随后提升齿条板也会抵触到提升齿条架,同时提升齿条架会带动第一活动齿轮转动,随后通过第一活动齿轮带动第一转动杆和第一锥齿轮转动,第一锥齿轮和第二锥齿轮啮合,此时第二锥齿轮、第二转动杆和第二活动齿轮顺时针进行转动,从而能够带动移动板和夹持块整体的向前进行移动,通过夹持槽将底护板进行夹持,夹持块向前移动的同时,同理模具本体的另一侧也能够将底护板的另一侧进行夹持,继而通过提升齿条板上升的过程中,能够带动限位架进行转动,随后限位架会带动第四活动齿轮转动,随手第四活动齿轮和紧固板连接稳定板的底端,通过运动齿条板会向模具本体的左侧进行移动,能够快速的将夹持中的底护板进行输料,同时当第一顶升板和提升齿条板开始下降时,电机本体开始反转,随后提升齿条板开始下降,带动运动齿条板向右侧进行复位,使得稳定板整体恢复到初始夹持的位置,同时第一顶升板也会返回适配槽的内部,同时提升齿条架在没有提升齿条板的顶升状态时,会开始下降到模具本体的顶面上,随后移动板会向后进行移动,此设计方便了取料时的联动性,方便了取料效果,同时能够循环进行使用,体现了设计的巧妙性。
- 还没有人留言评论。精彩留言会获得点赞!