一种聚酰亚胺薄膜流延生产装置及其使用方法与流程
本发明涉及聚酰亚胺薄膜生产,尤其涉及一种聚酰亚胺薄膜流延生产装置及其使用方法。
背景技术:
1、聚酰亚胺是综合性能最佳的有机高分子材料之一,而聚酰亚胺薄膜是聚酰亚胺最为常见的制成材料,生产聚酰亚胺薄膜时,要将聚酰氨酸树脂从料斗流下,被刮刀以一定厚度刮压涂敷在专用基带上,经干燥、固化后从上剥下成为生坯带的薄膜,然后剥离送入拉伸机最终亚胺化成膜,而在成膜生产过程中,最为重要的是烘干过程,烘干的温度和稳定性决定了最终生产的聚酰亚胺薄膜的质量。
2、申请号为cn202123092514.9的专利公开了一种烘干效率高的聚酰亚胺膜烘干装置,包括烘干箱,烘干箱内两侧设置有传送机构,而两侧传送机构上相应安装有从左至右相应移动的传送钢带,传送钢带上则设置有通过流延机流延而成的聚酰亚胺膜;烘干箱的上端左侧设置有上进气口。本装置中在烘干箱内上下两层的传送钢带之间还设置开口空间,开口空间内安装封闭壳体,封闭壳体上端设置下进气口,下进气口向上对准传送钢带,上下吹风式的组合设计,使得烘干效率大大增加,聚酰亚胺膜也更加容易剥离,产生质量也相应提高。
3、但是目前的聚酰亚胺薄膜流延烘干生产设备,只设置有热风烘干结构,聚酰亚胺薄膜在基带上输送烘干时,热风只能直接作用到聚酰亚胺薄膜的表面,只能对聚酰氨酸薄膜的表面进行烘干加热,厚度较薄的聚酰亚胺薄膜还可以保持表面和接触基带面的烘干温度一致,但厚度较厚的聚酰亚胺薄膜表面和接触基带面的烘干温度便无法保持一致,导致外侧和内侧的烘干效率不同,进而容易导致聚酰亚胺薄膜褶皱,影响聚酰亚胺薄膜的烘干生产质量。
技术实现思路
1、有鉴于此,本发明的目的在于提出一种聚酰亚胺薄膜流延生产装置及其使用方法,以解决目前的聚酰亚胺薄膜流延烘干生产设备,通过热风烘干导致聚酰亚胺薄膜表面和接触基带面的烘干温度便无法保持一致,影响聚酰亚胺薄膜的烘干生产质量的问题。
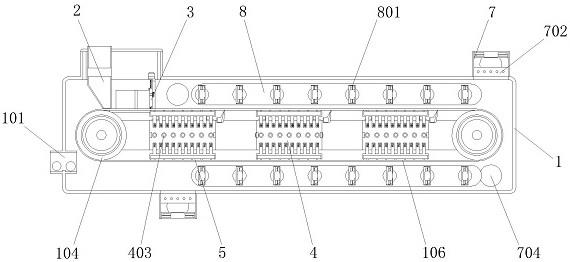
2、基于上述目的,本发明提供了一种聚酰亚胺薄膜流延生产装置,包括有流延烘干箱,所述流延烘干箱的前端设置有输出开口,其特征在于,还包括:
3、水平输送架,水平设置于所述流延烘干箱的内部,所述水平输送架的前后两端设置有循环输送轮,所述循环输送轮的中间设置有输送电机,所述循环输送轮的外侧设置有流延基带,所述流延基带通过所述循环输送轮转动驱动围绕所述水平输送架循环环绕;
4、输送料斗,设置于所述流延基带的前端,所述输送料斗的底部设置有输送开口,所述输送料斗的后侧设置有成膜刮刀,所述成膜刮刀与所述流延基带相互平行设置;
5、中心加热块,设置于所述水平输送架的中间,沿所述水平输送架的水平中心方向均匀设置有多个,所述中心加热块的中间设置有水平加热管,所述中心加热块的上下两侧对称设置有基带加热板,所述基带加热板的外侧面与所述流延基带的内侧面之间相互贴合;
6、进风口,设置于所述流延烘干箱的上侧面后端和下侧面前端,所述进风口的中间设置有进风风机,所述进风风机的内侧设置有换热翅片,所述换热翅片的中间设置有热风加热管,所述流延烘干箱的上侧面前端和下侧面后端均设置有出风口,所述出风口的中间设置有排风风机。
7、进一步的,所述中心加热块的上下两侧面均设置有嵌合导热槽,所述基带加热板的内侧面设置有嵌合导热块,所述基带加热板通过所述嵌合导热块与所述中心加热块设置的嵌合导热槽相互滑动连接,所述嵌合导热块与所述中心加热块之间尺寸相互配合且相互贴合,所述嵌合导热槽的中间设置有缓冲弹簧。
8、进一步的,所述中心加热块的中间水平设置有水平加热套,所述水平加热管嵌套滑动设置于所述水平加热套的内侧,所述水平加热管通过所述水平加热套与所述中心加热块相互贴合连接,所述水平加热管的外端固定设置有同步调节架,所述同步调节架的外侧设置有水平齿条,所述水平齿条的外侧啮合设置有平移齿轮,所述平移齿轮的中间设置有平移电机。
9、进一步的,所述基带加热板的外侧表面均匀设置有多个润滑开孔,所述基带加热板的内部设置有输送空腔,所述输送空腔的外侧连接设置有输送软管,所述输送软管通过所述输送空腔与所述润滑开孔之间相互连通。
10、进一步的,所述基带加热板的后侧设置有润滑刮板,所述润滑刮板与所述流延基带的内侧面相互贴合,所述润滑刮板的中间设置有润滑导流槽,所述润滑导流槽的底部连接设置有循环管道,所述循环管道的外端连接设置有润滑储存仓,所述润滑储存仓的中间设置有润滑输送泵,所述输送软管通过润滑输送泵与所述润滑储存仓相互连接。
11、进一步的,所述出风口的外侧连接设置有回流管道,所述流延烘干箱的上侧面前端和下侧面后端均设置有出风口,所述流延烘干箱的上侧面前端设置的出风口通过所述回流管道与所述流延烘干箱的下侧面前端设置的进风口相互连通,所述流延烘干箱的下侧面后端设置的出风口通过所述回流管道与所述流延烘干箱的上侧面后端设置的进风口相互连通。
12、进一步的,所述水平输送架的上下两侧均平行设置有水平循环架,所述水平循环架的中间水平均匀排布设置有多个循环风机,所述循环风机的中间设置有调节转轴,所述循环风机通过所述调节转轴与所述水平循环架转动连接,所述调节转轴的轴向中心线与所述水平循环架的水平中心线相互垂直,所述调节转轴的轴端设置有转轴电机,所述水平输送架的上下两侧的循环风机反向设置。
13、进一步的,所述成膜刮刀的左右两端均设置有调节滑块,所述调节滑块的外侧设置有竖向支撑架,所述竖向支撑架的中间设置有竖向滑槽,所述成膜刮刀通过所述调节滑块与所述竖向支撑架设置的竖向滑槽滑动连接,所述竖向滑槽的竖直中心线与所述流延基带的外侧面相互垂直,所述调节滑块的中间设置有调节螺套,所述竖向滑槽的中间设置有调节螺杆,所述调节滑块通过所述调节螺套与所述调节螺杆相互连接,所述调节螺杆的轴端设置有调节电机。
14、进一步的,所述成膜刮刀的中间水平设置有水平滑槽,所述水平滑槽的中间嵌合滑动设置有连接滑块,所述连接滑块的中间设置有锁紧旋钮,所述成膜刮刀的前侧对称设置有限位挡板,所述限位挡板与所述成膜刮刀之间相互垂直设置,所述限位挡板的后端中间竖向设置有升降滑槽,所述限位挡板通过所述升降滑槽与所述连接滑块滑动连接,所述限位挡板的前端设置有倾斜导料板。
15、一种聚酰亚胺薄膜流延生产装置的使用方法,包括以下步骤:
16、通过输送料斗输送储存一定量的聚酰氨酸树脂,输送料斗中聚酰氨酸树脂沿输送料斗底部的输送开口输送至下方流延基带表面,而流延基带通过循环输送轮转动驱动围绕水平输送架循环环绕,聚酰氨酸树脂通过成膜刮刀以一定厚度刮压涂敷在流延基带上,然后流延基带围绕水平输送架输送,在输送过程中,进风风机向流延烘干箱中输送空气,而进风风机内侧的换热翅片通过中间的热风加热管加热,空气经过换热翅片后便加热为热风,输送至流延烘干箱内部,以加热烘干流延基带上的树脂,然后热风沿流延烘干箱输送,由出风口的排风风机排出,同时流延基带背面贴合有基带加热板,通过中心加热块中的水平加热管,加热中心加热块与基带加热板,进而加热与基带加热板相互滑动贴合的流延基带,从而加热烘干与流延基带接触的树脂,从而使聚酰亚胺薄膜表面和接触基带面同时进行加热烘干,然后树脂干燥固化成膜并与流延基带相互分离,由输出开口输送出完成加工生产。
17、本发明的有益效果:从上面所述可以看出,本发明提供的一种聚酰亚胺薄膜流延生产装置,通过输送料斗将聚酰胺酸树脂输送至围绕水平输送架循环环绕的流延基带,然后通过成膜刮刀以一定厚度刮压涂敷在流延基带上,然后流延基带围绕水平输送架输送,在输送过程中,流延烘干箱上下两侧均设置有热风烘干结构,通过进风风机向流延烘干箱中输送热风,以加热烘干树脂,同时流延基带背面贴合有基带加热板,通过中心加热块和基带加热板可以加热流延基带,从而使聚酰亚胺薄膜表面和接触基带面同时进行加热烘干,以便于维持烘干温度的一致,进而提高聚酰亚胺薄膜的烘干生产质量,而树脂干燥固化成膜并与流延基带相互分离,由输出开口输送出完成加工生产。
- 还没有人留言评论。精彩留言会获得点赞!