打印控制方法、存储介质和光固化打印机与流程
本技术涉及增材制造,尤其是涉及到一种打印控制方法、存储介质和光固化打印机。
背景技术:
1、光固化打印机包括机架、光源、成型平台、垂直升降机构以及树脂料槽。其中,垂直升降机构带动成型平台在装有光固化树脂的树脂料槽内上下运动,光源将切片图像投影到树脂料槽的底部,使树脂料槽内与光接触的光固化树脂聚合成固体,未与光接触的光固化树脂保持液态,以达到在打印成型平台与树脂料槽相对的平面上逐层生成三维物体的目的。
2、现有的光固化打印机在打印的第一层之前,成型平台需要与料槽底部充分接触,即成型平台需要贴合底板。相关技术中,通常依靠人工识别成型平台与料槽是否贴合底板,但人眼误差较高,且人工调平操作具有一定主观性,不仅操作繁琐而且精度难以保证,若调平失败,会导致成型平台无法粘上打印模型,从而导致打印失败。
技术实现思路
1、有鉴于此,本技术提供了一种打印控制方法、存储介质和光固化打印机,解决了成型平台与料槽底部的贴合调平操作繁琐且精度低的问题。
2、根据本技术的一个方面,提供了一种打印控制方法,应用于光固化打印机,光固化打印机包括成型平台和料槽,料槽用于存放打印材料;该方法包括:
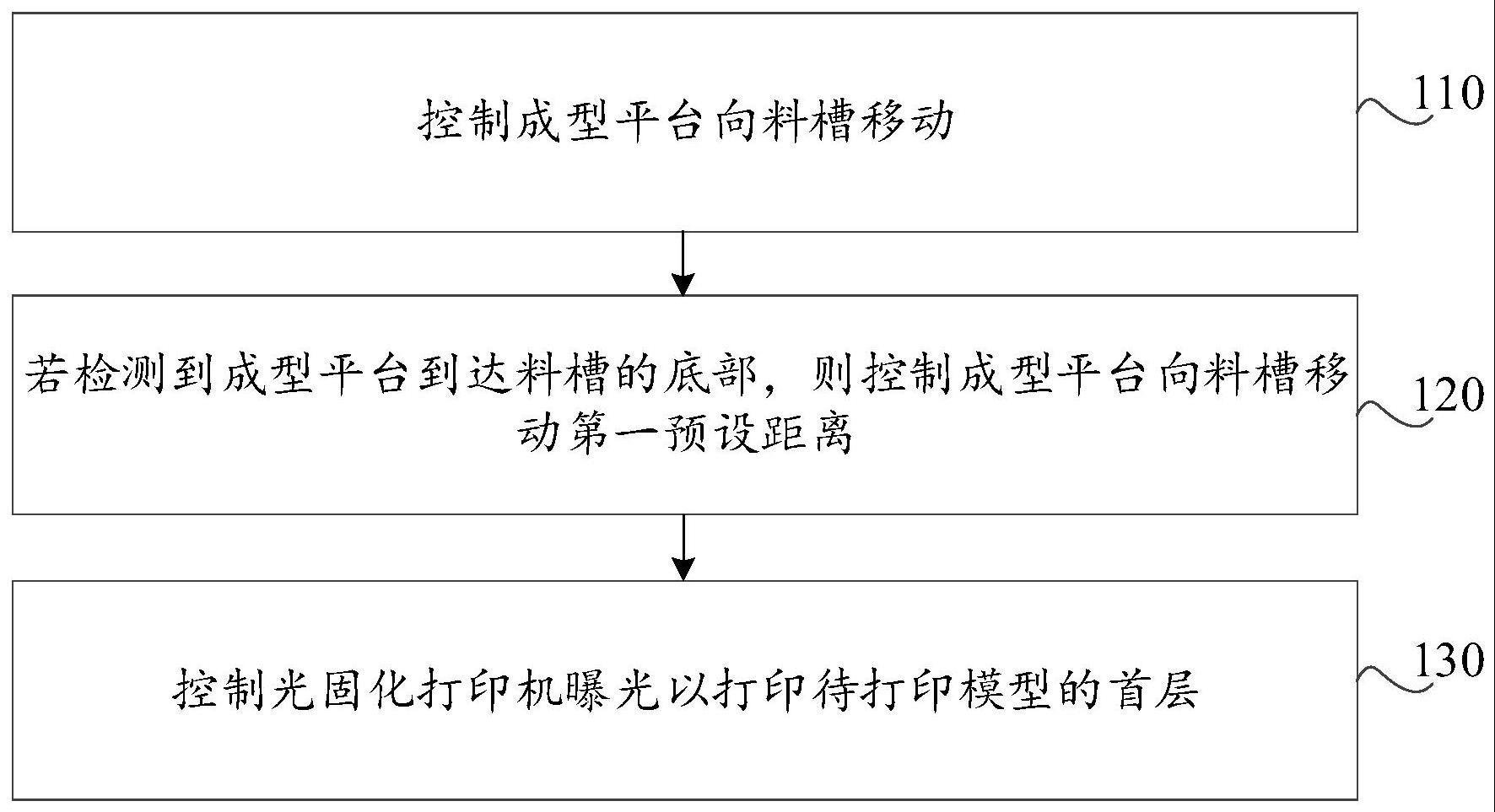
3、控制成型平台向料槽移动;
4、若检测到成型平台到达料槽的底部,则控制成型平台向料槽移动第一预设距离;
5、控制光固化打印机曝光以打印待打印模型的首层。
6、可选地,成型平台上设置有弹性结构以使成型平台的位置能够沿着弹性结构的压缩方向调节,或者,料槽的承载机构上设置有弹性结构以使料槽的底部的位置能够沿着弹性结构的压缩方向调节,承载机构用于承载料槽的至少部分结构。
7、可选地,检测到成型平台到达料槽的底部,包括:
8、检测用于表征成型平台的受力的第一检测值;
9、在第一检测值满足第一预设条件的情况下,判定成型平台到达料槽的底部。
10、可选地,在第一检测值满足第一预设条件的情况下,判定成型平台到达料槽的底部,包括:
11、在第一检测值满足第一预设条件的情况下,控制成型平台停止移动;
12、在成型平台停止移动第一预设时长后,检测用于表征成型平台的受力的第二检测值;
13、在第二检测值满足第二预设条件的情况下,判定成型平台到达料槽的底部。
14、可选地,控制成型平台向料槽移动,包括:
15、控制成型平台以第一预设速度向料槽移动。
16、可选地,在检测值满足第一预设条件的情况下,判定成型平台到达料槽的底部,还包括:
17、在第二检测值不满足第二预设条件的情况下,执行如下步骤中的至少一个步骤,直至:第三检测值满足第三预设条件,或,执行次数和检测距离中的至少一个满足第四预设条件:控制成型平台以第二预设速度向料槽移动,并在移动过程中检测用于表征成型平台的受力的第三检测值,第二预设速度小于第一预设速度;获取控制成型平台停止移动的步骤的执行次数;检测成型平台的当前所在位置与第一预设位置之间的检测距离;
18、在第三检测值满足第三预设条件的情况下,控制成型平台停止移动,并在成型平台停止移动第一预设时长后,重新检测用于表征成型平台的受力的第二检测值;
19、在执行次数和检测距离中的至少一个满足第四预设条件的情况下,判定成型平台到达料槽的底部。
20、可选地,在第二检测值不满足第二预设条件的情况下,执行如下步骤中的至少一个步骤之后,打印控制方法还包括:
21、在第三检测值大于或等于第一检测阈值的情况下,判定第三检测值满足第三预设条件;
22、在执行次数大于或等于预设次数,或者检测距离大于或等于第二预设距离的情况下,判定执行次数和检测距离中的至少一个满足第四预设条件。
23、可选地,待打印模型的首层至预设层为待打印模型的底座;
24、第一预设位置包括第一位置或第二位置;第一位置为在第一检测值满足第一预设条件的情况下,控制成型平台停止移动的步骤执行时成型平台的位置;第二位置为位于料槽的顶部与底部之间的位置。
25、可选地,料槽的承载机构上设置有弹性结构以使料槽底部的离型膜的位置能够沿着弹性结构的压缩方向调节,承载机构用于承载料槽的至少部分结构;光固化还包括安装于光固化打印机的基座上的上底板;其中:承载机构通过弹性结构与上底板弹性连接以使得承载机构能够相对于上底板的位置移动,料槽与承载机构固定连接,以使包括料槽底部的离型膜的位置在内的料槽的整体位置能够沿着弹性结构的压缩方向调节;或者,料槽的外框与上底板固定连接,承载机构通过弹性结构与上底板弹性连接以使得承载机构能够相对于上底板的位置移动,承载机构用于承载料槽的离型膜以使料槽的离型膜的位置能够在成型平台下压时沿着弹性结构的压缩方向调节。
26、可选地,检测用于表征所述成型平台的受力的第一检测值,包括:
27、获取用于表征成型平台位于料槽外部时的受力的空载检测值;
28、检测用于表征成型平台的受力的当前检测值;
29、根据当前检测值和空载检测值的差值,得到第一检测值。
30、可选地,获取用于表征成型平台位于料槽外部时的受力的空载检测值,包括:
31、获取预存的用于表征成型平台位于料槽外部时的受力的空载检测值。
32、可选地,获取用于表征成型平台位于料槽外部时的受力的空载检测值,包括:
33、控制成型平台向料槽移动至第二位置,第二位置位于料槽的顶部与底部之间;
34、控制成型平台从第二位置向背离料槽的方向移动第三预设距离后控制成型平台停止移动,并将此时检测到的用于表征成型平台的受力的检测值作为空载检测值。
35、可选地,获取用于表征成型平台位于料槽外部时的受力的空载检测值,包括:
36、控制成型平台向料槽移动至第二预设位置,第二预设位置高于料槽的顶部;
37、在成型平台移动至第二预设位置的情况下,将此时检测到的用于表征成型平台的受力的检测值作为空载检测值。
38、根据本技术的另一方面,提供了一种调平装置,包括:
39、处理模块,用于控制成型平台向料槽移动;以及,若检测到成型平台到达料槽的底部,则控制成型平台向料槽移动第一预设距离;
40、打印模块,用于控制光固化打印机曝光以打印待打印模型的首层。
41、可选地,处理模块,具体用于检测用于表征成型平台的受力的第一检测值;在第一检测值满足第一预设条件的情况下,判定成型平台到达料槽的底部。
42、可选地,处理模块,还用于在第一检测值满足第一预设条件的情况下,控制成型平台停止移动;在成型平台停止移动第一预设时长后,检测用于表征成型平台的受力的第二检测值;在第二检测值满足第二预设条件的情况下,判定成型平台到达料槽的底部。
43、可选地,处理模块,具体用于控制成型平台以第一预设速度向料槽移动。
44、可选地,处理模块,还用于在第二检测值不满足第二预设条件的情况下,执行如下步骤中的至少一个步骤,直至:第三检测值满足第三预设条件,或,执行次数和检测距离中的至少一个满足第四预设条件:控制成型平台以第二预设速度向料槽移动,并在移动过程中检测用于表征成型平台的受力的第三检测值,第二预设速度小于第一预设速度;获取控制成型平台停止移动的步骤的执行次数;检测成型平台的当前所在位置与第一预设位置之间的检测距离;在第三检测值满足第三预设条件的情况下,控制成型平台停止移动,并在成型平台停止移动第一预设时长后,重新检测用于表征成型平台的受力的第二检测值;在执行次数和检测距离中的至少一个满足第四预设条件的情况下,判定成型平台到达料槽的底部。
45、可选地,处理模块,还用于在第三检测值大于或等于第一检测阈值的情况下,判定第三检测值满足第三预设条件;在执行次数大于或等于预设次数,或者检测距离大于或等于第二预设距离的情况下,判定执行次数和检测距离中的至少一个满足第四预设条件。
46、可选地,待打印模型的首层至预设层为待打印模型的底座;第一预设位置包括第一位置或第二位置;第一位置为在第一检测值满足第一预设条件的情况下,控制成型平台停止移动的步骤执行时成型平台的位置;第二位置为位于料槽的顶部与底部之间的位置。
47、可选地,打印控制装置还包括:
48、确定模块,用于获取用于表征成型平台位于料槽外部时的受力的空载检测值;检测用于表征成型平台的受力的当前检测值;根据当前检测值和空载检测值的差值,得到第一检测值。
49、可选地,确定模块,具体用于获取预存的用于表征成型平台位于料槽外部时的受力的空载检测值。
50、可选地,确定模块,具体用于控制成型平台向料槽移动至第二位置,第二位置位于料槽的顶部与底部之间;控制成型平台从第二位置向背离料槽的方向移动第三预设距离后控制成型平台停止移动,并将此时检测到的用于表征成型平台的受力的检测值作为空载检测值。
51、可选地,确定模块,具体用于控制成型平台向料槽移动至第二预设位置,第二预设位置高于料槽的顶部;在成型平台移动至第二预设位置的情况下,将此时检测到的用于表征成型平台的受力的检测值作为空载检测值。
52、根据本技术再一个方面,提供了存储介质,其上存储有程序或指令,程序或指令被处理器执行时实现上述打印控制方法。
53、根据本技术又一个方面,提供了一种光固化打印机,包括存储介质、处理器及存储在存储介质上并可在处理器上运行的计算机程序,处理器执行程序时实现上述打印控制方法。
54、借由上述技术方案,在光固化打印机执行打印任务之前,对光固化打印机进行调平,以确定成型平台和料槽的底部能够贴合。具体地,先控制成型平台向料槽移动,并在成型平台移动过程中,检测成型平台是否到达料槽的底部,若检测到成型平台到达料槽的底部,则控制成型平台向料槽移动第一预设距离。可以理解,光固化打印机不可避免地存在有机械结构装配误差,而本技术在检测到成型平台到达料槽的底部后以第一预设距离控制成型平台向料槽继续移动,能够消除光固化打印机的机械装配误差,使得成型平台能够尽可能地贴合料槽底部,能够提升模型的首层粘附牢固程度,最后再控制光固化打印机曝光以打印待打印模型的首层,以执行打印任务。
55、通过本技术提供的技术方案,一方面,实现了光固化打印机自动化的调平过程,无需人工介入,保证打印质量的同时,实现光固化打印机的自动调平,有效避免压碎离型膜和屏幕。另一方面,在检测到成型平台到达料槽的底部,则控制成型平台向料槽移动第一预设距离,防止机械装配误差对调平结果的影响,保证了成型平台与料槽之间贴平以满足固化的打印材料牢固地粘附在成型平台上的要求,避免成型平台与料槽之间由于不平导致间隙过大从而使得固化的打印材料无法牢固地粘附在成型平台上,能够提升模型打印效果和模型的打印成功率。
56、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!