一种吹塑贴标装置的制作方法
本技术涉及吹塑成型领域,尤其是涉及一种吹塑贴标装置。
背景技术:
1、目前油瓶是通过吹塑机一体吹塑成型,但是为了油瓶能够更好的进行售卖,需要在油瓶的表面粘贴相应的标签。
2、通常的贴标方式为,待油瓶吹塑完成后,人工将标签贴在油瓶的表面,在对小批量油瓶进行贴标作业时,采用人工即可,但在对大批量油瓶进行贴标时,采用人工的方式,劳动强度大,且效率低下,存在改进之处。
技术实现思路
1、为了降低人工劳动强度,提高工作效率,本技术提供一种吹塑贴标装置。
2、本技术提供的一种吹塑贴标装置采用如下的技术方案:
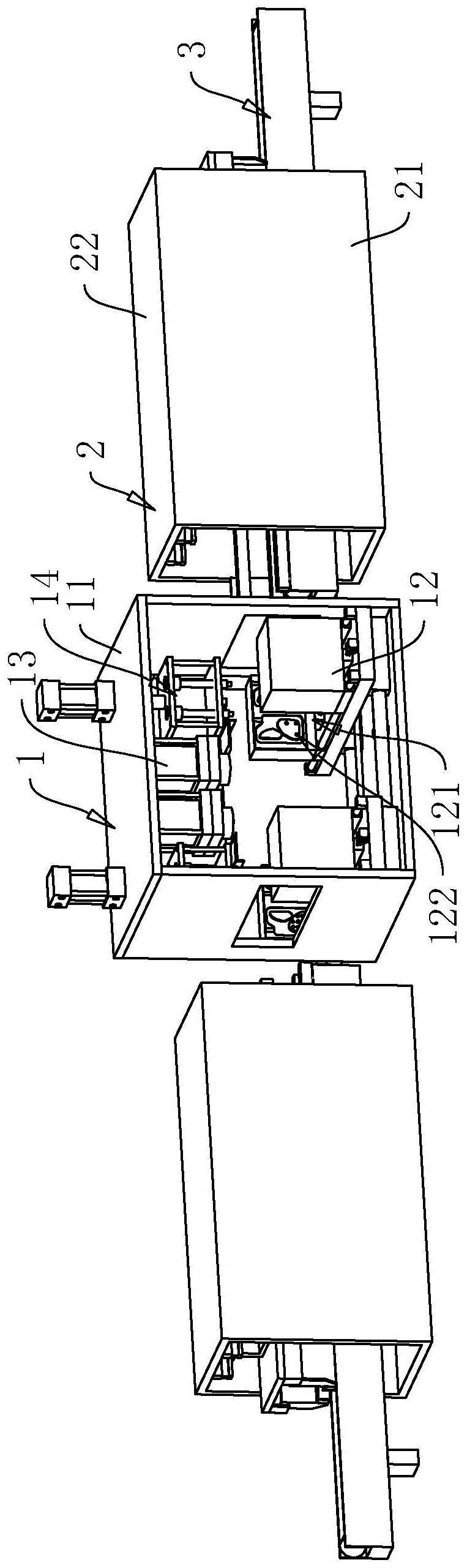
3、一种吹塑贴标装置,包括包括吹塑机构和贴标机构,所述吹塑机构包括机体,所述机体沿x方向滑移设置有两个动模板,两所述动模板之间形成有用于成型油瓶的型腔,所述机体上还设置有用于将塑料挤入型腔内的挤出机和对型腔内进行吹气的吹气组件,其中一所述动模板内形成有用于吸附标签的真空吸孔;
4、所述贴标机构包括机架,所述机架上设置移动杆,所述移动杆上设置有真空吸盘,所述机架上设置有用于驱动移动杆沿y方向移动的第一驱动件,所述机架上设置有放置标签的标库,所述标库位于移动杆的x方向上,所述机架上还设置有用于驱动移动杆沿x方向移动的第二驱动件;所述机架上还设置有用于将油瓶从型腔内取出的抓取组件。
5、通过采用上述技术方案,初始状态下,两动模板处于打开状态,第二驱动件驱动移动杆移动,使得移动杆向标库方向移动,利用移动杆上的真空吸盘将从标库内吸附一个标签,而后第一驱动件驱动移动杆沿y方向移动,直至标签移动至对应位置,而后第二驱动件驱动移动杆移动,使得标签贴合在动模板上,利用真空吸孔吸附标签,同时真空吸盘失去吸力,即实现标签在型腔内的吸附,随后移动杆退出;两动模板沿相互靠近的方向移动直至贴合紧密,而后挤出机向型腔内挤入塑料,之后吹气组件再对型腔内进行吹气作业,使得塑料贴合在型腔内壁,成型油瓶,此时标签会嵌设在油瓶内,实现模内贴标作业。通过此方式,自动化程度高,不需要人工进行操作,有助于降低人工劳动强度,且提高了工作效率。
6、优选的,所述机架上固设有安装板,所述安装板上沿y方向铺设有第一滑轨,所述第一滑轨上滑移连接有滑移板,所述移动杆设置在滑移板上,所述第一驱动件设置为第一电机,所述第一电机固设在滑移板上,所述第一电机的输出轴呈竖直向上设置,所述第一电机的输出轴上同轴固定有主动齿轮,所述安装板上沿y方向设置有齿条,所述主动齿轮与齿条相啮合。
7、通过采用上述技术方案,运转第一电机,驱使主动齿轮转动,在主动齿轮和齿条的啮合下,滑移板会在第一滑轨上沿y方向滑移,即实现移动杆沿y方向的移动。
8、优选的,所述滑移板上设置有第一连接板,所述第一连接板上沿x方向铺设有第二滑轨,所述移动杆滑移连接在第二滑轨上,所述第一连接板上转动连接有丝杆,所述丝杆的长度方向与第二滑轨的长度方向一致,所述移动杆与丝杆螺纹连接,所述第二驱动件设置为第二电机,所述第二电机的输出轴与丝杆同轴固定。
9、通过采用上述技术方案,运转第二电机,带动丝杆转动,由于移动杆与丝杆螺纹连接,此时移动杆会在第二滑轨上做直线运动,实现移动杆在x方向上的移动。
10、优选的,所述标库包括设置在机架上的安装块,所述安装块上铰接有放置板,所述放置板上分布有多个限位柱,所有所述限位柱围设形成用于放置标签的存放间隙,所述限位柱的端部形成有防脱块。
11、通过采用上述技术方案,转动放置板,使得放置板呈水平,而后将标签放置在存放间隙内,而后再转动放置板使其竖直,便于后续真空吸盘吸取标签;利用防脱块,有助于防止标签从存放间隙脱落。
12、优选的,所述滑移板上设置有第二连接板,所述抓取组件包括两个夹板,两所述夹板均设置第二连接板上,所述夹板的长度方向沿y方向设置,两所述夹板之间形成有用于夹持油瓶的夹持间隙,所述第二连接板上设置有驱动夹板沿x方向移动的第三驱动件。
13、通过采用上述技术方案,第三驱动件驱动夹板移动,改变夹持间隙的大小,即可实现对油瓶的夹持动作,同时在滑移板移动时,会带动夹板以及移动杆移动,此时移动杆上的真空吸盘用于放置标签至新墙内,夹板用于夹取油瓶,同时进行作业,有助于提高吹塑贴标效率。
14、优选的,所述第三驱动件设置为第一气缸,所述第一气缸设置有两个且分布在两个夹板相对的两侧,两所述第一气缸与两夹板一一对应,所述第一气缸设置在第二连接板上,所述第一气缸活塞杆沿x方向伸缩,所述第一气缸的活塞杆与对应的夹板固定连接。
15、通过采用上述技术方案,两个第一气缸运转,当活塞杆同时伸长时,两夹板相向移动,实现夹紧,当活塞杆同时收缩时,两夹板沿相反方向移动,实现松弛,即实现对油瓶的夹持和放置的动作。
16、优选的,还包括输送机构,所述输送机构设置为柔性输送链,所述柔性输送链的输入端设置在机架上且位于两夹板的下方。
17、通过采用上述技术方案,当两夹板抓取油瓶从型腔脱出后,将油瓶放置在柔性输送链上,而后在柔性输送链的输送作用下,将油瓶输送出去,便于工作人员对油瓶进行收集。
18、优选的,两所述夹板相互靠近的一侧均设置有软垫。
19、通过采用上述技术方案,在夹持油瓶时,利用软垫起到缓冲的作用,且有助于防止夹板与油瓶之间硬接触,导致油瓶发生变形。
20、优选的,所述吹气组件包括升降板、吹气杆和驱动升降板升降的第二气缸,所述第二气缸固设在机体上,所述第二气缸的活塞杆呈竖直向下设置,所述升降板固定在第二气缸的活塞杆上,所述吹气杆沿竖直方向设置在升降板上,且所述吹气杆的出气口朝向型腔内。
21、通过采用上述技术方案,第二气缸驱动升降板向下移动,即使得吹气杆向下移动直至吹气杆与型腔连通,随后进行吹气作业,成型油瓶,当两个动模板分离后,油瓶黏附在吹气杆上,此时两个夹板夹持油瓶,第二气缸再驱动升降板带动吹气杆向上移动,实现油瓶的分离。
22、优选的,所述机体内沿y方向铺设有第三滑轨,所述第三滑轨上滑移连接有移动板,两所动模板滑移连接在移动板上,所述挤出机位于吹气杆y方向的一侧,所述机体上滑移设置有切刀,所述机体上设置有驱动切刀向挤出机出料口方向移动的第三气缸。
23、通过采用上述技术方案,移动板先在第三滑轨上移动至挤出机处,进行填料作业,而后第三气缸驱动切刀移动,将塑料原料切断,而后移动板再移动至吹气杆的下方,进行吹气成型作业。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.利用真空吸盘吸取标库内的标签,而后第二驱动件驱动移动杆移动,带动真空吸盘向两动模板之间的型腔移动,并使得标签与型腔内壁贴合,而后利用真空吸孔的吸力将表现吸附,实现标签的固定,而后真空吸盘退出,即实现模内贴标作业;不需要后续人工进行逐个贴标作业,降低了人工的劳动强度,自动化程度高,提高了工作效率;
26、2.借助滑移板在第一滑轨上的移动,带动第一连接板和第二连接板移动,即实现移动杆和夹板的移动,当油瓶成型后,夹板夹取油瓶,同时移动杆上的真空吸盘将标签输送至型腔内,同步进行作业,有助于提高整体的效率;
27、3.利用第二气缸驱动升降板升降,即实现吹气杆的升降,油瓶吹塑成型后会黏附在吹气杆的吹气口处,当夹板夹持住油瓶时,利用吹气杆的上升,实现油瓶的脱离。
- 还没有人留言评论。精彩留言会获得点赞!