一种智能发泡芯模进出装置的制作方法
本技术涉及发泡芯模进出领域,特别是涉及一种智能发泡芯模进出装置。
背景技术:
1、在模具保养维护中,模具清洗是一道很关键的工序,这项工作是制约模具维护因素。由于模具制造开发的速度要比模具清洗的速度快的多,而模具清洗后,又要立刻准备进行下一次生产,所以,留个模具清洗的时间并不多。很多工厂都有这样的情况,走廊和车间中等待清洗的压铸模具占满了车间中的工作空间。还有些公司在生产结束后,不进行清洗就将模具复位,再次投入生产,这样时间一长,就会形成习惯,只有在发现模具损坏、或者模具内的残留物质影响到生产出的部件质量的时候,才会进行清洗,而这时的清洗大部分也都是简单清洗一下,一带而过。因此,需要对模具设计清理装置。
2、在现有的发泡模具清理装置中,如公告号为cn217943989 u的中国专利,公开了一种pvc发泡模具用清理装置,具体的,当需要对该模具进行清理时,工作人员启动外置水泵,即可通过喷水管对上压模和下压模进行冲洗,与此同时,工作人员启动电机,电机转动带动传动杆转动,传动杆转动带动齿条转动,由于齿条与齿轮相啮合,当齿条转动时,即可带动齿条沿着导向架向右移动,齿条向右移动带动刮板和毛刷向右移动,毛刷和刮板向右移动的过程中即可对下压模进行清理,当刮板和毛刷移动至一定位置时,工作人员反转电机,通过对电机正反转的频率进行调整,即可反复的对下压模进行清理,与此同时,工作人员启动第二电动推杆,第二电动推杆向上伸出的过程中即可通过合页将台面板抬升至倾斜状态,接着冲刷的水体在自身重力和导流板的作用下进行流动,即可对水体进行收集,使得水体可以循环使用。
3、上述现有技术也能够实现对发泡模具清理的功能,但一方面,上述现有技术没有考虑到当模具形成后,残留在模板上的发泡胶可能还有余热,直接用水清洗不能完全将残留的发泡胶清除,同时不能够将收集的杂质进行及时清除,易造成杂质二次污染的现象,另一方面,上述现有技术使用刮板对模具进行清理,长时间使用后容易对模具表面造成划伤,影响模具表面精度,基于此,在现有的发泡模具清理装置的基础之上还有改进空间。
技术实现思路
1、为了能够实现对发泡芯模进行清理的功能,本技术提供一种智能发泡芯模进出装置。
2、本技术提供的一种智能发泡芯模进出装置采用如下的技术方案:
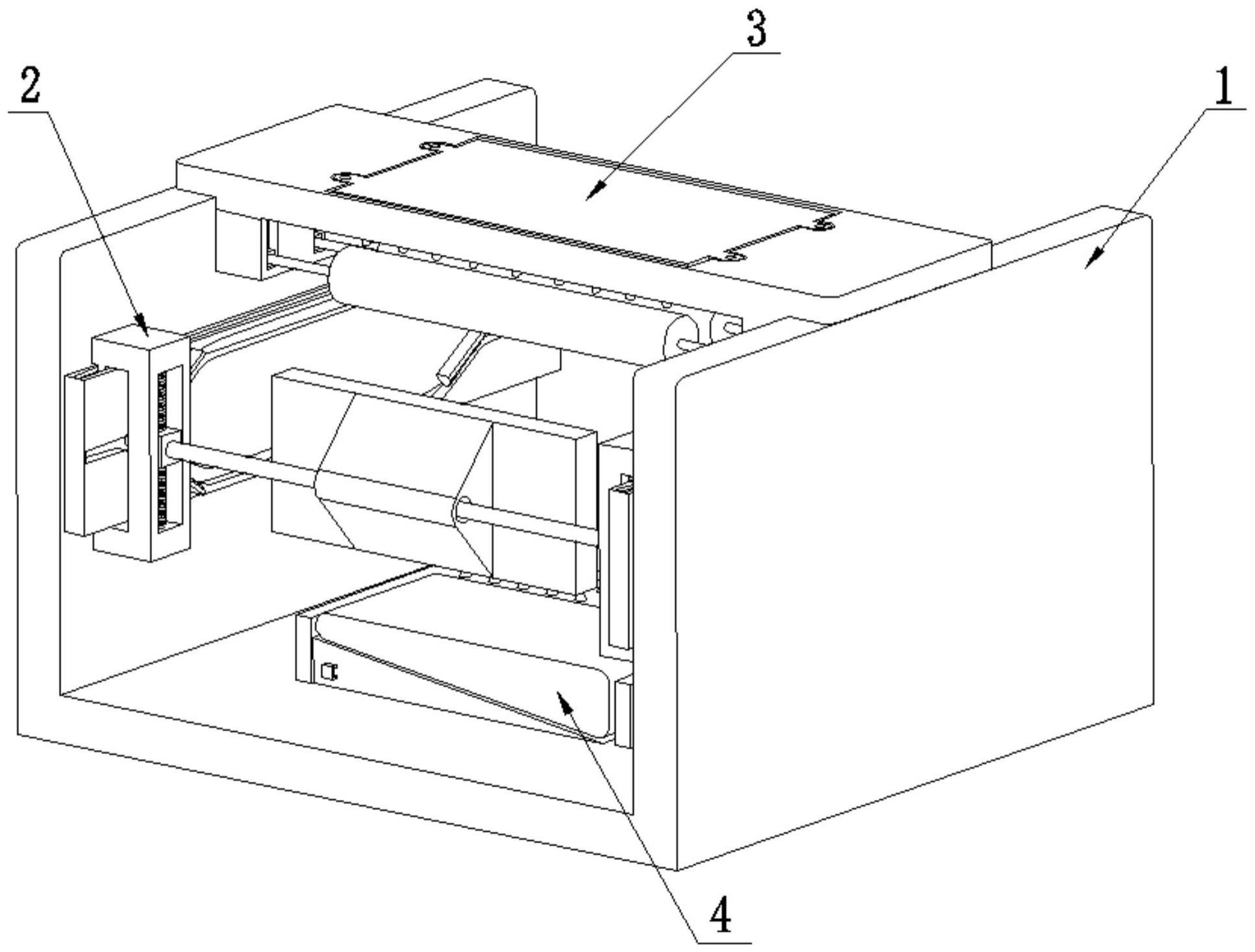
3、一种智能发泡芯模进出装置,包括支撑架、进出模块、喷涂模块和清理模块,所述支撑架内部对称安装有进出模块,进出模块右端中部安装有芯模板,支撑架上方安装有喷涂模块,进出模块下方设置有清理模块,清理模块位于支撑架下端上方。
4、所述进出模块包括滑动单元、滑动板、滑动槽、齿条板和回型槽,所述滑动板对称安装在支撑架内壁上,滑动板上下两侧对称设置有滑动槽,滑动板内侧对称安装有齿条板,齿条板与滑动单元相啮合,两个滑动板之间设置有滑动单元,滑动单元通过滑动配合的方式与滑动槽连接,滑动板内侧面上安装有回型槽,滑动单元外侧中部与回型槽相连接。
5、通过采用上述技术方案,滑动单元和滑动槽相互配合带动芯模板在滑动板上左右往复运动,同时对芯模板进行翻转,从而实现对芯模板表面喷涂脱模剂和清理的功能,回型槽约束滑动单元的运动轨迹,使滑动单元能够沿着回型槽滑动。
6、所述回型槽包括直线槽a、弧形槽b和直线槽c,所述滑动板内侧面对称设置有直线槽a,直线槽a两侧对称设置有弧形槽b,弧形槽b外侧设置有直线槽c,直线槽a、弧形槽b和直线槽c之间光滑连接,位于滑动板左端的齿条板分布在弧形槽b外侧,处于回型槽右端的齿条板分布在弧形槽b内侧。
7、通过采用上述技术方案,当芯模板向右推动时,滑动单元沿滑动板内侧面上端的直线槽a、弧形槽b和直线槽c运动,当芯模板向左收回时,滑动单元沿滑动板内侧面下端的直线槽a、弧形槽b和直线槽c运动,且当滑动单元在弧形槽b上运动时,齿条板与滑动单元啮合,进而可以实现对芯模板进行准确翻转的功能。
8、所述弧形槽b与直线槽c之间设置有卡块,卡块通过销轴安装在与弧形槽b外端。
9、通过采用上述技术方案,当滑动单元从滑动板左端向右运动到弧形槽b右端部时,滑动单元通过挤压卡块,使得卡块向下转动堵住下方弧形槽b的端口,滑动单元只能够从上方的弧形槽b滑动到直线槽c中,当滑动单元从滑动板右端向左运动到弧形槽b左端部时,卡块不与滑动单元接触,且卡块堵住上方弧形槽b的端口,使得滑动单元只能够从弧形槽b滑动到直线槽c中。
10、所述喷涂模块包括出料单元、滑槽架、滑槽一、滑块一、弹簧一和滚筒,所述出料单元安装在支撑架上端,出料单元下端两侧对称安装有滑槽架,滑槽架内部均匀设置有滑槽一,滑槽一内部滑动设置有滑块一,滑块一上端连接有弹簧一,两个滑块一之间通过轴承安装有滚筒
11、通过采用上述技术方案,当滑动单元带动芯模板运动到直线槽a处时,滚筒下端与芯模板表面接触,滚筒受挤压带动滑块一在滑槽一中向上滑动,此时弹簧一处于收缩状态,出料单元喷出脱模剂对芯模板表面实现喷涂的功能。
12、所述清理模块包括冷凝单元和清扫单元,支撑架下端左侧安装有冷凝单元,支撑架下端右侧安装有清扫单元。
13、通过采用上述技术方案,当注塑后的原料发泡成型后,芯模板随滑动单元从滑动板右侧向左运动,冷凝单元可以将残留在芯模板表面的污物进行冷凝处理,清扫单元可以将冷凝后的污物清扫干净。
14、优选的,所述滑动单元包括滑动架、滑槽二、滑块二、弹簧二、转轴一、转轴二、齿轮和支撑板,所述滑动架呈u型结构,滑动架滑动连接在滑动槽内,滑动架上设置有滑槽二,滑槽二内滑动设置有滑块二,滑块二上下两端与滑槽二之间分别设置有弹簧二,两个滑块二之间通过轴承安装有转轴一,转轴一中部安装有支撑板,支撑板截面为三角形结构,支撑板右端安装有芯模板,转轴一外端安装有转轴二,转轴二外侧位于回型槽内,转轴二上安装有齿轮,齿轮与齿条板相啮合。
15、通过采用上述技术方案,滑动槽内安装有电动滑块,电动滑块可以带动滑动板左右往复运动,当芯模板向右推动时,转轴二沿回型槽上端运动,当转轴二在滑动板左侧的弧形槽b内部运动时,齿条板通过齿轮带动芯模板逆时针翻转90度,使得芯模板表面朝上,当转轴二在滑动板中部的直线槽a内部滑动时,芯模板表面可以准确的与喷涂模块下端接触,利于芯模板表面涂抹脱模剂,当转轴二在滑动板右侧的弧形槽b内部运动时,齿条板通过齿轮带动芯模板顺时针翻转90度,使得芯模板表面朝右,利于芯模板后续合模加工。
16、当芯模板向左收回时,转轴二沿回型槽下端运动,当转轴二在滑动板右侧的弧形槽b内部运动时,齿条板通过齿轮带动芯模板顺时针翻转90度,使得芯模板表面朝下,当转轴二在滑动板中部的直线槽a内部滑动时,芯模板表面可以准确的与清理模块下端接触,利于芯模板表面清理。
17、滑块二滑动在滑槽二内部,当转轴二在回型槽内部滑动时,转轴二可以通过回型槽带动滑块二位置高度进行调节,使得滑块二通过转轴一可以对芯模板进行调节,弹簧二起到复位调节的作用。
18、优选的,所述出料单元包括出料架、封盖、出料槽、出料孔和配重杆,所述出料架安装在支撑架上端,出料架内部设置有出料槽,出料槽上均匀设置有出料孔,出料孔内部滑动连接有配重杆,出料槽上方设置有封盖,封盖与出料架之间通过螺钉连接。
19、通过采用上述技术方案,当滑动单元带动芯模板运动到直线槽a中部时,芯模板上表面与滚筒接触,滚筒向上挤压配重杆,使得配重杆从出料孔中向上滑动,出料槽打开,出料槽中的脱模剂经出料孔流出,脱模剂通过滚筒对芯模板表面进行均匀涂抹,当芯模板与滚筒分离时,配重杆与出料槽之间密封。
20、优选的,所述配重杆截面为t型结构,配重杆下端面为光滑的曲面。
21、通过采用上述技术方案,配重杆下端光滑的曲面结构可以有效的减少摩擦,防止配重杆对滚筒表面造成划伤。
22、优选的,所述冷凝单元包括冷凝箱、冷凝槽、锥形喷孔和进气管,所述支撑架下端右侧安装有冷凝箱,冷凝箱中部设置有冷凝槽,冷凝槽上端均匀设置有锥形喷孔,锥形喷孔与冷凝槽相连通,冷凝箱右端设置有与冷凝槽连通的进气管。
23、通过采用上述技术方案,当注塑后的原料发泡成型后,滑动单元带动芯模板从滑动板右端向左运动,冷凝箱通过进气管外接气泵,冷凝箱内装有干冰颗粒,当芯模板运动到冷凝箱上方时,气泵通过进气管向冷凝箱内通入高压气体,高压气体带动干冰颗粒经锥形喷孔均匀喷出,从而对芯模板表面残留的污物进行冷凝处理。
24、优选的,所述清扫单元包括清理槽架、滚轴、清扫布带、收集箱、收集槽和刮板,支所述撑架下端左侧安装有清理槽架,清理槽架内均匀安装有滚轴,滚轴的端部与电机的输出轴相连,滚轴外侧之间连接有清扫布带,清理槽架下端设置有可抽出的收集箱。
25、通过采用上述技术方案,当冷凝单元对芯模板表面进行冷凝处理后,芯模板继续向左运动,电机通过滚轴带动清扫布带转动,清扫布带可以对芯模板表面冷冻脆化后的污物进行清扫,同时刮板可以及时的对清扫布带表面进行清理,防止污物对芯模板表面造成二次污染,清理完毕的污物掉落在收集槽中,方便后续的收集处理。
26、优选的,所述收集箱截面为三角形结构,收集箱的倾斜面上均匀安装有刮板,刮板截面为三角形结构,刮板为柔性材质。
27、通过采用上述技术方案,截面为三角形结构的收集箱为了方便对清扫下来的污物进行收集处理,柔性材质的刮板为了防止对清扫布带表面造成损坏。
28、综上所述,本技术包括以下至少一种有益技术效果:
29、1.本发明设置了喷涂模块,在注塑后的原料发泡成型之前,喷涂模块可以对芯模板表面喷涂脱模剂,使得芯模板可以有效地与成型后的发泡模板分离,减少芯模板表面污物的残留。
30、2.本发明设置了冷凝单元,在注塑后的原料发泡成型之后,冷凝单元可以对芯模板表面残留的污物进行冷凝处理,进而可以冷冻脆化芯模板表面的污物,污物在芯模板表面上破裂,由粘弹态变成固态,且脆性增大,粘性减小,使之在芯模板表面上的吸附力骤减。
- 还没有人留言评论。精彩留言会获得点赞!