本技术涉及精密机械领域,尤其是涉及一种表带出料设备及其工艺。
背景技术:
1、手表是一种精密机械,是供人携带或佩戴的便携式时记,有电子表、机械表、石英表、潜水表等分类,总体组成包括有表壳、表带、表盘等零部件,其中,一些手表的表带,由橡胶、乳胶等材质制成,这类表带在生产时,通常将生产用的原材料加热并加入模具中,原材料冷却静置后成型,此时需要进行脱模和出料。
2、常用的出料设备采用出料设备,出料设备在生产过程完成后,由机械手将表带从成型模具上取出并进行运输收集,一些表带材质柔软,在生产时,表面会黏着废料,废料在成型时表带表面温度高,方便分离废料,温度高时工人难以手动分离清理,废料温度降低时,冷却后固化使处理难度增加。
技术实现思路
1、为了改善上述问题,本技术提供一种废料清除和产品出料一体式设置的表带出料设备及其工艺。
2、本技术提供的一种表带出料设备及其工艺采用如下的技术方案:
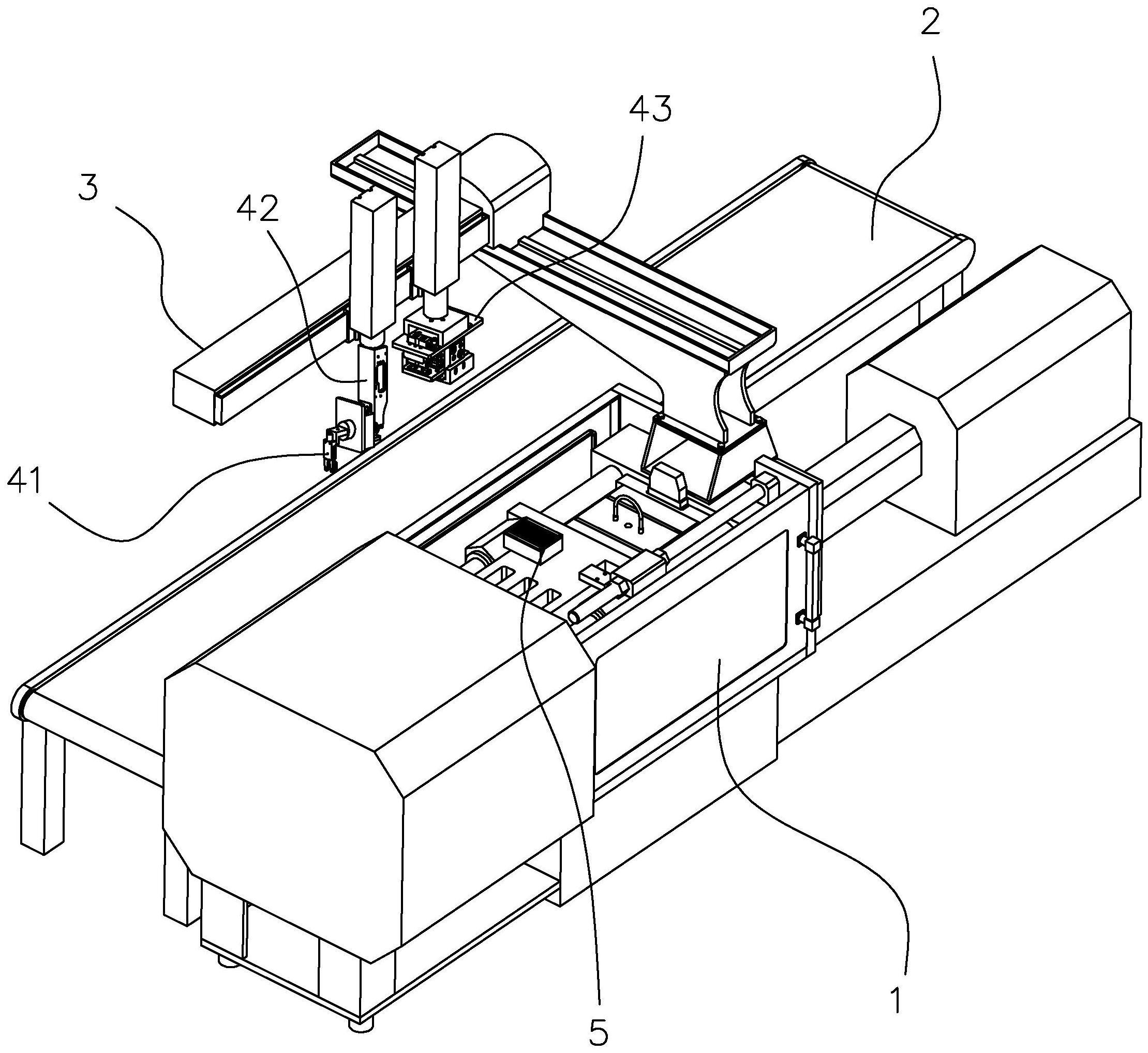
3、一种表带出料设备,包括机台、传输带、行进组和机械手;所述机台内设置有用于产品成型的成型模具,所述行进组安装于所述机台;所述机械手与所述行进组输出端连接;所述传输带安装于所述机台远离所述成型模具一端;所述产品成型后通过所述行进组带动所述机械手下降夹持所述产品,并移动至所述传输带;其中,所述机械手包括夹持件、翻转件和切割件;所述切割件与所述行进组连接;所述翻转件安装于所述行进组输出端;所述夹持件与所述翻转件的翻转端连接;所述夹持件夹住所述产品后,所述翻转件带动所述夹持件与所述产品翻转,所述行进组驱动所述翻转件向所述切割件移动,直至所述夹持件将所述产品插入所述切割件内进行裁切。
4、通过采用上述技术方案,通过夹持件将产品从成型模具内夹持出料,通过翻转件将夹持件与产品翻转至与切割件对接处,再由行进组驱使夹持件带动产品插入切割件,由切割件对产品表面的废料进行裁切,切割完成后行进组驱使夹持件从切割件内取出,再通过行进组驱使夹持件移动至传输带处,以进行收集,通过在出料过程中迅速切除废料,让刚生产完成的产品得到快速清除废料,减少所需人工切除的流程,同时又使废料在成型出料时,存在余温情况下方便快速充分的分离,提高清除便捷度和完整度。
5、可选的,所述夹持件包括连接部、夹持驱动部和夹持部;所述连接部安装于所述切割件;所述夹持驱动部安装于所述连接部;所述夹持部与所述连接部铰接;所述夹持驱动部输出端与所述夹持部铰接。
6、通过采用上述技术方案,连接部作为夹持部的支点,通过夹持驱动部驱使夹持部沿铰接点张开或闭合,以夹住产品。
7、可选的,所述夹持部还包括旋转部;所述旋转部安装于所述翻转件;所述连接部与所述旋转部的输出端连接。
8、通过采用上述技术方案,夹持部可通过旋转部进行调整夹持产品的位置,可将产品调整至合适位置,以保证产品能够插入切割件内。
9、可选的,所述翻转件包括翻转驱动部、铰接部和安装部;所述安装部一端通过所述铰接部与所述翻转驱动部输出端铰接,且所述安装部与所述翻转驱动部之间设置有固定铰接点;所述翻转驱动部与所述行进组输出端连接;所述夹持件与所述安装部连接。
10、通过采用上述技术方案,当翻转驱动部输出端伸长时,安装部受到推动沿固定铰接点旋转,铰接部的作用在于适应安装部在受到推动而旋转的过程中位置出现的偏移,由铰接部实现安装部的稳定推动。
11、可选的,所述切割件包括安装框架、压紧部、压紧驱动部、抵紧部、延迟部和切割部;所述压紧驱动部与所述安装框架连接;所述压紧部通过所述延迟部与所述压紧驱动部输出端连接;所述抵紧部与所述安装框架连接,且所述抵紧部延伸至所述压紧部远离所述压紧驱动部一平面;所述压紧部上开设有切割口;所述切割部与所述压紧驱动部输出端连接,且所述切割部贯穿所述切割口向所述抵紧部延伸。
12、通过采用上述技术方案,当压紧驱动部驱使提高延迟部驱使压紧部下降至抵紧部接触时,通过延迟部时压紧部先行配合抵紧部紧固产品,随后切割部再观察切割口将产品进行切割,保证切割部切割前产品由压紧部紧固,减少切割位置发生偏移的情况,提高准确度。
13、可选的,所述延迟部包括连接框、弹簧和伸缩架;所述伸缩架一端与所述压紧部连接,另一端与所述连接框插接;所述弹簧位于所述连接框内,且一端与所述伸缩架连接,另一端与所述连接框内壁连接。
14、通过采用上述技术方案,连接框在向抵紧部移动时,伸缩架插入连接框内,并且弹簧对压紧部提供弹力,弹力配合抵紧部的抵住作用,使产品被夹在压紧部与抵紧部之间,直至产品稳定被紧固后,切割部再从切割口伸出,以保证切割的稳定,减少切割位置偏移的情况。
15、可选的,所述安装框架上还设有加热部;所述加热部与所述切割部相接触。
16、通过采用上述技术方案,通过加热部可对切割部提供热量供应,被加热的切割部伸出切割口对产品进行切割时,能够软化部分产品,抹平切割面,减少切割时,产品材质硬化难以切除的情况。
17、可选的,所述加热部上设置有导热轮;所述加热部位于所述导热轮内部,所述加热部与所述导热轮活动连接。
18、通过采用上述技术方案,导热轮沿加热部滚动,减少对切割部加热时产生的摩擦力,使切割部移动时不受过大摩擦力影响,同时导热轮还能将加热部产生的热量包裹,避免加热部直接对切割件之外的其他零部件加热造成损坏。
19、可选的,所述切割件设有导向部;所述导向部位于所述切割件的入口处。
20、通过采用上述技术方案,导向部能够将产品引导入切割件内,减少伸入切割件时位置不准确的情况。
21、一种出料工艺,基于一种表带出料设备,包括如下步骤:
22、夹持,所述行进组驱动所述夹持件至所述成型模具,所述夹持件夹持所述产品;
23、翻转,所述翻转件将所述夹持件翻转,使所述切割件与所述夹持件处于同一水平直线;
24、位移,所述行进组驱动所述夹持件向所述切割件移动,使所述产品进入所述切割件内;
25、切割,所述切割件对所述产品表面进行切割;
26、抽取,所述夹持件将切割完成的所述产品从所述切割件内取出;
27、出料,所述行进组驱动所述夹持件携带所述产品移动至所述传输带;
28、运输,所述传输带运输产品;
29、其中,切割与出料步骤同步进行。
30、通过采用上述技术方案,由行进组调整各组件的位置,以调整完成对产品对接、切割、出料和运输,一体化的生产流程以提高生产效率。
31、综上所述,本技术包括以下至少一种有益技术效果:
32、1、通过夹持件将产品从成型模具内夹持出料,通过翻转件将夹持件与产品翻转至与切割件对接处,再由行进组驱使夹持件带动产品插入切割件,由切割件对产品表面的废料进行裁切,切割完成后行进组驱使夹持件从切割件内取出,再通过行进组驱使夹持件移动至传输带处,以进行收集,通过在出料过程中迅速切除废料,让刚生产完成的产品得到快速清除废料,减少所需人工切除的流程,同时又使废料在成型出料时,存在余温情况下方便快速充分的分离,提高清除便捷度和完整度;
33、2、夹持部可通过旋转部进行调整夹持产品的位置,可将产品调整至合适位置,以保证产品能够插入切割件内;
34、3、当压紧驱动部驱使提高延迟部驱使压紧部下降至抵紧部接触时,通过延迟部时压紧部先行配合抵紧部紧固产品,随后切割部再观察切割口将产品进行切割,保证切割部切割前产品由压紧部紧固,减少切割位置发生偏移的情况,提高准确度;
35、4、由行进组调整各组件的位置,以调整完成对产品对接、切割、出料和运输,一体化的生产流程以提高生产效率。