装饰板材全自动包边设备及装饰板材包边方法与流程
本技术涉及板材包边,尤其是涉及一种装饰板材全自动包边设备及装饰板材包边方法。
背景技术:
1、装饰板材是指用多种材料制作而成的板材,目前市面的有一种装饰板材一般由硬板、软质填充物和表面包裹层组成,然后操作人员用订书针或码枪将表面包裹层钉在硬板上,软质填充物夹设于硬板和表面包裹层之间,硬板一般为木板、塑料板或者其他密度较大的板材,软质填充物一般为海绵或者泡沫,表面包裹层一般为皮革或者布料。为了方便上述装饰板材的自动化包边,现在市面上逐步出现自动收边及包边的设备。
2、一般情况下,为了保证装饰板材具有更好的包边效果,硬板和表面包裹层一般都为矩形,且表面包裹层的面积会远大于硬板的面积,所以需要对表面包裹层的四角进行裁切,还需要在硬板的背面侧边喷涂胶水以粘接表面包裹层的侧边,而且还有可能需要裁切掉多余的表面包裹层的侧边。
3、例如申请号为202111397236.x的中国专利公开了装饰板材辅助收边设备,包括机架、隔挡部、夹紧机构和压边机构,所述隔挡部和所述夹紧机构均设于所述机架上,所述夹紧机构配合所述隔挡部夹紧装饰板材的待包边侧边,所述压边机构位于待加工装饰板材的外侧布置,所述压边机构用于自动将表面包裹层的侧边多余部分按压在硬板的侧边上表面,待加工装饰板材相对于所述机架水平布置。
4、针对上述中的相关技术,发明人认为存在以下缺陷:
5、常规设计的收边设备在使用时,需要人工将表面包裹层的侧边夹紧,然后硬板的外侧拖拽,才可以进行后续的包边操作,而且收边设备无法进行切角、打胶、裁切等操作,具有生产效率低下的缺点,而且故而有待改进。
技术实现思路
1、本技术提供一种装饰板材全自动包边设备及装饰板材包边方法,以改善以下技术问题:
2、常规设计的收边设备在使用时,需要人工将表面包裹层的侧边夹紧,然后硬板的外侧拖拽,才可以进行后续的包边操作,而且收边设备无法进行切角、打胶、裁切等操作,具有生产效率低下的缺点。
3、第一方面,本技术提供一种装饰板材全自动包边设备,采用如下的技术方案:
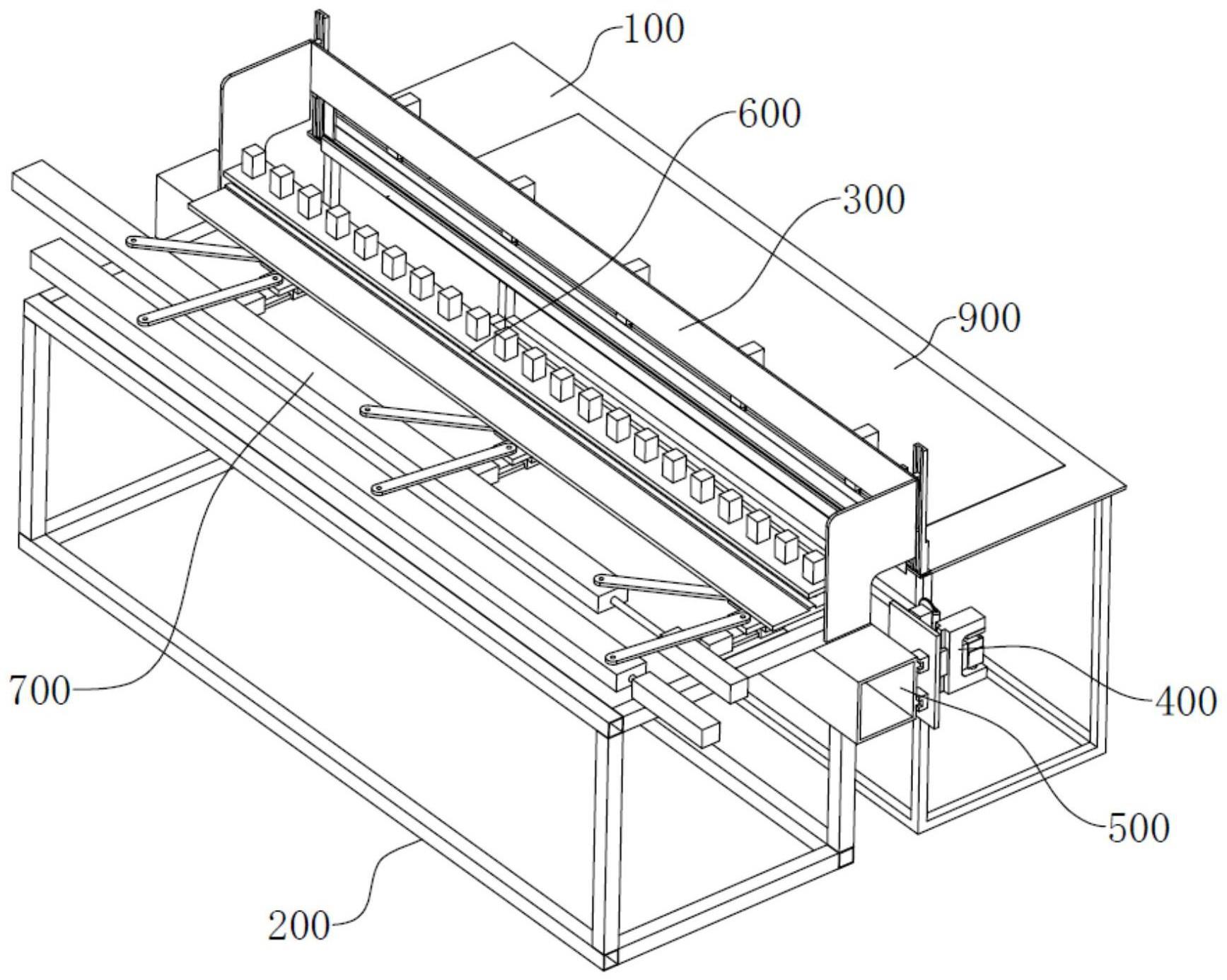
4、一种装饰板材全自动包边设备,包括工作台和机架,所述工作台位于所述机架的一侧布置且用于放置硬板和表面包裹层,所述机架上设置有边部压紧装置、切角打胶裁切装置、水平驱动机构、边部夹紧拖拽机构和背面推动式粘接机构;
5、所述边部压紧装置用于将表面包裹层的侧边压紧于硬板的侧边上表面且用于将表面包裹层的多余侧边压紧于硬板的侧端面,所述切角打胶裁切装置用于对表面包裹层的边角进行冲切、用于向硬板的背面侧边喷涂胶水且用于对粘接于硬板的背面侧边后依旧多余的表面包裹层侧边进行裁切,所述水平驱动机构用于驱使所述切角打胶裁切装置沿硬板的侧边来回滑动,所述边部夹紧拖拽机构用于将表面包裹层的侧边夹紧固定并拖动表面包裹层相对于硬板滑动,所述背面推动式粘接机构用于将表面包裹层的侧边挤压粘接于涂有胶水的硬板背面侧边。
6、在本技术的一种可实现的技术方案中,所述边部压紧装置包括固定梁、下压单元、侧推压单元和压紧驱动单元,所述下压单元和所述侧推压单元均竖向滑动装配于所述固定梁的同一侧面,所述压紧驱动单元安装于所述固定梁上且用于驱使所述下压单元和所述侧推压单元上下运动,所述下压单元用于将表面包裹层的侧边压紧于硬板的侧边上表面,所述侧推压单元用于将表面包裹层的多余侧边压紧于硬板的侧端面。
7、在本技术的一种可实现的技术方案中,所述下压单元包括立板和下压板,所述立板垂直连接于所述下压板的上表面且形成倒t形结构或者l形结构;所述侧推压单元包括上竖板、下竖板和水平衔接板,所述水平衔接板连接于所述上竖板的底部和所述下竖板的顶部之间,所述上竖板、所述下竖板和所述水平衔接板一体弯折成型。
8、在本技术的一种可实现的技术方案中,所述切角打胶裁切装置包括集成板、切角单元、打胶单元和裁切单元,所述切角单元、所述打胶单元和所述裁切单元均竖向滑动装配于所述集成板的同一侧面且三者间隔布置,所述打胶单元位于所述切角单元和所述裁切单元之间,所述切角单元用于对表面包裹层的边角进行冲切,所述打胶单元用于向硬板的背面侧边喷涂胶水,所述裁切单元用于对粘接于硬板的背面侧边后依旧多余的表面包裹层侧边进行裁切。
9、在本技术的一种可实现的技术方案中,所述水平驱动机构包括水平支架、驱动伺服电机、齿条和齿轮,所述切角打胶裁切装置水平滑动装配于所述水平支架,所述齿条水平布置且固定于所述水平支架的侧面,所述驱动伺服电机固定于所述切角打胶裁切装置上,所述驱动伺服电机驱使所述齿轮转动,所述齿条和所述齿轮啮合传动。
10、在本技术的一种可实现的技术方案中,所述边部夹紧拖拽机构包括夹紧单元以及拖拽驱动单元;
11、所述夹紧单元包括第一夹板、第二夹板、动力部和易形变缓冲部,所述第一夹板沿第一方向自由滑动,所述第一方向垂直于所述第一夹板的长度方向,所述第一夹板与所述第二夹板平行布置,所述动力部连接于所述第一夹板和/或所述第二夹板上,所述动力部用于驱使所述第二夹板靠近或者远离所述第一夹板,所述易形变缓冲部设于所述第一夹板和/或所述第二夹板上;
12、所述拖拽驱动单元与所述第一夹板相连接且用于驱使所述夹紧单元沿第一方向来回滑动。
13、在本技术的一种可实现的技术方案中,所述拖拽驱动单元包括拖拽伸缩动力件、拖拽联动杆和拖拽铰接杆,所述拖拽联动杆沿第二方向自由滑动,所述拖拽伸缩动力件与所述拖拽联动杆的端部相连接,所述拖拽伸缩动力件驱使所述拖拽联动杆来回滑动,所述拖拽铰接杆的一端铰接于所述拖拽联动杆,所述拖拽铰接杆的另一端铰接于所述拖拽滑动单元的局部。
14、在本技术的一种可实现的技术方案中,所述背面推动式粘接机构包括侧边推动单元和粘接驱动单元;
15、所述侧边推动单元包括侧挡板和承托板,所述侧挡板具有竖直面,所述竖直面用于抵接装饰板材的侧端面,所述承托板具有水平面,所述水平面用于承托粘接于装饰板材背面侧边的表面包裹层侧边,所述侧挡板和所述承托板固定连接,所述侧挡板沿第一方向自由滑动,所述第一方向垂直于所述侧挡板的长度方向;
16、所述粘接驱动单元与所述侧挡板相连接且用于驱使所述侧边推动单元沿第一方向来回滑动。
17、在本技术的一种可实现的技术方案中,所述粘接驱动单元包括粘接伸缩动力件、粘接联动杆和粘接铰接杆,所述粘接联动杆沿第二方向自由滑动,所述粘接伸缩动力件与所述粘接联动杆的端部相连接,所述粘接伸缩动力件驱使所述粘接联动杆来回滑动,所述粘接铰接杆的一端铰接于所述粘接联动杆,所述粘接铰接杆的另一端铰接于所述粘接滑动单元的局部。
18、第二方面,本技术提供一种装饰板材包边方法,采用如下的技术方案:
19、一种装饰板材包边方法,基于上述的装饰板材全自动包边设备,所述装饰板材包边方法包括以下步骤:
20、将硬板放置于工作台上,再将表面包裹层铺设于硬板上;
21、将表面包裹层的侧边夹紧固定并拖动表面包裹层相对于硬板滑动;
22、对表面包裹层的边角进行冲切;
23、向硬板的背面侧边喷涂胶水;
24、将表面包裹层的侧边压紧于硬板的侧边上表面且将表面包裹层的多余侧边压紧于硬板的侧端面;
25、将表面包裹层的侧边挤压粘接于涂有胶水的硬板背面侧边;
26、对粘接于硬板的背面侧边后依旧多余的表面包裹层侧边进行裁切。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、将硬板放置于工作台上,再将表面包裹层铺设于硬板上,启动边部夹紧拖拽机构,可以将表面包裹层的侧边夹紧固定并拖动表面包裹层相对于硬板滑动,分别启动切角打胶裁切装置的局部功能模块,可以对表面包裹层的边角进行冲切,且向硬板的背面侧边喷涂胶水,启动边部压紧装置,可以将表面包裹层的侧边压紧于硬板的侧边上表面且将表面包裹层的多余侧边压紧于硬板的侧端面,启动背面推动式粘接机构,可以将表面包裹层的侧边挤压粘接于涂有胶水的硬板背面侧边,再次启动切角打胶裁切装置的局部功能模块,可以对粘接于硬板的背面侧边后依旧多余的表面包裹层侧边进行裁切;
29、本技术的装饰板材全自动包边设备,可以自动将表面包裹层的侧边夹紧,然后硬板的外侧拖拽,而且可以自动进行切角、打胶、裁切等操作,具有生产效率高的优点,自动化程度较高。
- 还没有人留言评论。精彩留言会获得点赞!