一种碳纤维定型展纤片的制做装置及方法与流程
本发明涉及碳纤维复合材料预成型设备,尤其涉及一种碳纤维定型展纤片的制做装置及方法。
背景技术:
1、碳纤维经编织物是风电叶片制造生产的主要材料之一,对风电叶片起增强作用,经编织物的质量优劣直接关系到风电叶片的强度、模量及耐疲劳级别,作为风电叶片主要增强材料的碳纤维经编织物的面密度通常大于600g/m2,经编织物的面密度越大,其生产所需的碳纤维纱线根数越多,将碳纤维前期处理为碳纤维定型展纤片能为后期生产提供极大便利。
2、碳纤维整经展纤生产过程中要求将树脂撒在碳纤维展纤片上,然后进行加热,将树脂与碳纤维展纤片结合,使碳纤维展纤片定型。生产装置要求包括展纤区、撒粉加热定型区和盘头收卷区,且在不同区域对碳纤维有不同的张力需求;其中,展纤区采用热碾压展纤工艺,需要较大的展纤恒张力,在撒粉加热定型区为提高树脂的渗透性需要微张力并防止展纤片在微张力时离散开裂,收绕盘头时有需要一定的张力保证盘头的紧实。目前采用的展纤生产设备对大丝束碳纤的展纤效果一般,且树脂渗透性不好。
技术实现思路
1、本发明提供了一种碳纤维定型展纤片的制做装置及方法,可有效解决背景技术中的问题。
2、为了达到上述目的,本发明所采用的技术方案是:
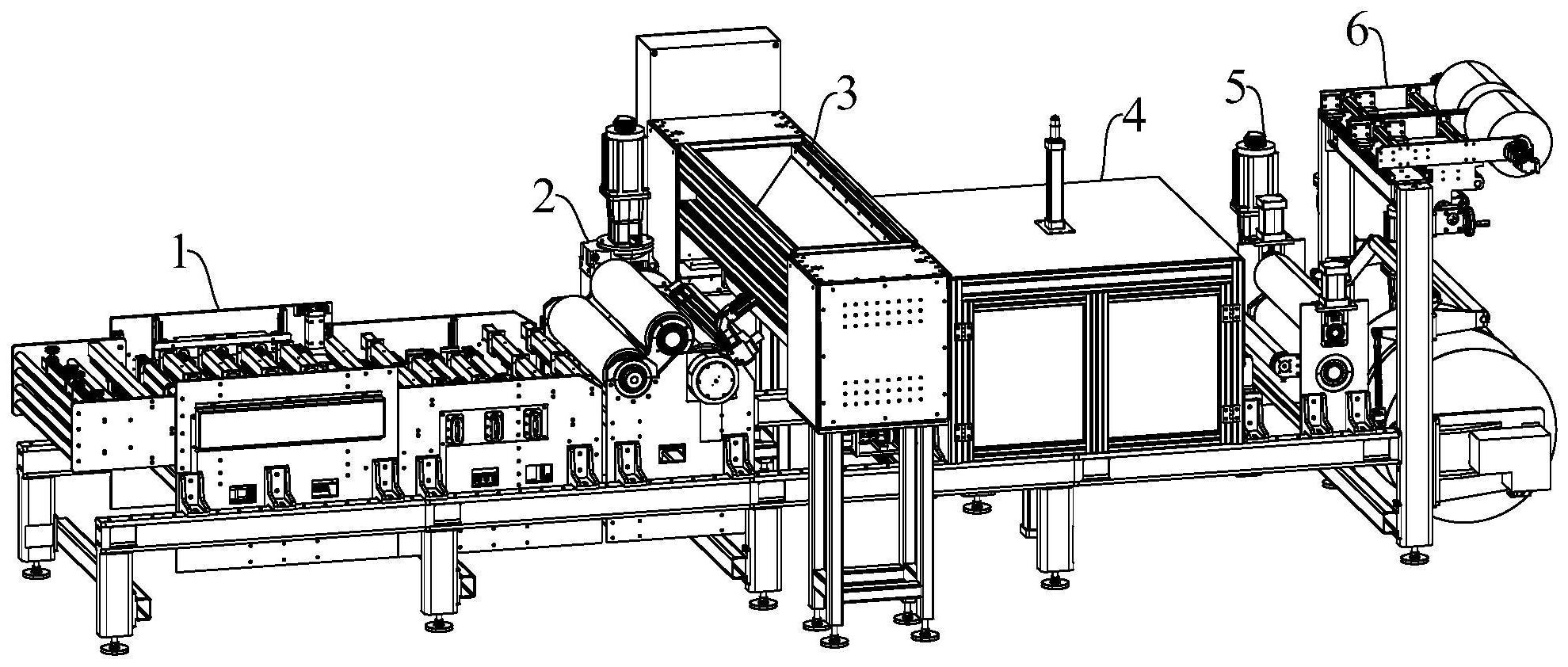
3、一种碳纤维定型展纤片的制做装置,包括基架和沿第一方向依次设置其上的展纤机构、第一牵拉机构、撒粉机构、加热机构、第二牵拉机构和收卷机构,第一方向沿纤维输送方向设置;
4、所述展纤机构包括沿第一方向设置的集纱组件、第一叠加单元和振动组件,所述集纱组件包括沿竖直方向设置的多个集纱辊,所述振动组件包括沿第一方向交替设置的展纤辊和调节辊,多个所述展纤辊通过第一驱动组件驱动沿第二方向做往复运动,多个所述调节辊通过第二驱动组件驱动沿竖直方向移动,第二方向和第一方向在水平面内垂直设置;
5、所述第一牵拉机构包括第一动力辊和第一从动辊,所述第一动力辊通过第五动力装置驱动转动,所述第一从动辊通过摆臂组件驱动朝向所述第一动力辊压紧;
6、所述撒粉机构包括料仓、针辊和振动刷,所述针辊设置在所述料仓底部出料口处并通过第六动力装置驱动转动,所述振动刷与所述针辊对应设置并通过第三驱动组件驱动沿所述针辊轴向做往复运动;
7、在所述加热机构的进出料两端分别设置有第一振动辊和第二振动辊,所述第一振动辊和所述第二振动辊均通过第四驱动组件驱动沿竖直方向运动,所述加热机构包括分别设置在纤维上下两侧的第一加热膜组和第二加热膜组,且分别通过第一气缸和第二气缸驱动朝向纤维靠近或者远离;
8、在所述第二牵拉机构靠近所述加热机构的一侧设置有第二张力检测单元,所述第二牵拉机构包括第二动力辊和第二从动辊,所述第二动力辊通过第七动力装置驱动转动,所述第二从动辊通过第三气缸驱动朝向所述第二动力辊压紧;
9、所述收卷机构包括收卷轴、气涨轴和张力调节组件,所述收卷轴和所述气涨轴分别通过第八动力装置和第九动力装置驱动转动。
10、进一步的,所述第一驱动组件包括第一动力装置、传动轴和第一偏心轮,所述传动轴沿第一方向设置并通过所述第一动力装置驱动转动,所述第一偏心轮套设在所述传动轴上并与其同轴转动;
11、所述展纤辊的两端均设置在直线轴承座上,所述第一偏心轮对应所述展纤辊设置有多个,且通过第一连接件与所述展纤辊的一端相连,所述第一连接件的两端分别与所述第一偏心轮和所述展纤辊一端转动连接。
12、进一步的,所述第二驱动组件包括第二动力装置、蜗杆组件、安装竖板和沿竖直方向设置的第一导轨,所述安装竖板与所述第一导轨滑动连接;
13、所述调节辊的端部设置在所述安装竖板上,所述蜗杆组件由所述第二动力装置提供动能并驱动所述安装竖板沿竖直方向移动。
14、进一步的,所述振动组件包括沿第一方向设置的分层展纤段、第二叠加单元和叠加展纤段,所述分层展纤段靠近所述集纱组件,靠近所述第二叠加单元设置有第一张力检测单元;
15、在所述分层展纤段和所述叠加展纤段均设置有第一驱动组件和第二驱动组件,且分别与位于其展纤段内的所述展纤辊和所述调节辊相连。
16、进一步的,所述第一振动辊和所述第二振动辊分别设置在两支撑梁上,所述支撑梁与竖直设置的第二导轨滑动连接,在所述支撑梁底部设置有连接座;
17、所述第四驱动组件包括驱动轴和与其同轴转动的第二偏心轮,所述驱动轴沿第一方向设置并通过第四动力装置驱动转动,所述第二偏心轮与所述支撑梁对应设置有两个,且均通过第二连接件与所述连接座相连,所述第二连接件的两端分别与所述第二驱动轮和所述连接座转动连接。
18、进一步的,两所述第二偏心轮以所述驱动轴的旋转轴心为中心,并呈180°角对称设置。
19、进一步的,所述第一加热膜组和所述第二加热膜组分别采用加热管和铝加热板对纤维加热;
20、所述加热管沿第一方向设置有多个,所述铝加热板对应纤维区域设置有多块。
21、进一步的,所述第二牵拉机构还包括冷水管路,所述第二动力辊和所述第二从动辊内部的冷却仓通过旋转接头与冷水管路连通;
22、所述第二张力检测单元包括导纱辊和设置其上的张力传感器,所述导纱辊的辊面高于所述第二动力辊和所述第二从动辊的压紧面。
23、一种碳纤维定型展纤片的制做方法,采用上述碳纤维定型展纤片的制做装置,包括以下步骤:
24、将纱架上导出的若干碳纤丝束引入集纱组件,并依次通过第一叠加单元、分层展纤段、第二叠加单元、叠加展纤段、第一牵拉机构、撒粉机构、第一振动辊、加热机构、第二振动辊和第二牵拉机构,最后收卷于收卷机构;
25、通过靠近第二叠加单元设置的第一张力检测单元检测展纤机构中的碳纤维张力,通过靠近第二牵拉机构设置的第二张力检测单元检测加热机构中的碳纤维张力;
26、通过第一牵拉机构为展纤机构中的碳纤维提供恒定输送速度,并配合纱架调节展纤机构中碳纤维张力使第一张力检测单元的检测值符合设定区间;
27、根据第二张力检测单元检测并反馈位于加热机构处的碳纤维张力,通过第二牵拉机构匹配第一牵拉机构对碳纤维的牵拉速度自动调节对碳纤维在加热机构处的牵拉速度;
28、通过第四驱动驱动加热机构两侧的第一振动辊和第二振动辊上下振动,通过第八动力装置驱动收卷轴收卷展纤片,配合第九动力装置驱动气涨轴将套设其上的离型纸放卷并随展纤片一同收卷与收卷轴。
29、进一步的,通过分别控制加热机构中第一加热膜组内的若干加热管功率,使加热机构内部形成高温区和保温区;
30、高温区和保温区分别位于加热机构的进料端和出料端,其中,加热区占据加热机构的1/3区域,保温区占据加热机构的2/3区域。
31、本发明的有益效果为:
32、在本发明中,根据工艺要求设定展纤张力,通过第一牵拉机构以恒定速度牵拉碳纤维纱线,配合放卷纱架为展纤机构中的碳纤维提供初始张力,通过设置在展纤机构中的第二驱动组件进一步调节碳纤维张力,满足展纤张力要求。根据第二张力检测单元检测加热机构内碳纤维的张立并反馈至控制中心,通过第二牵拉机构匹配第一牵拉机构的牵拉速度,使位于加热机构中的碳纤维,确保撒粉加热定型段的微张力需求;
33、通过对称布设的第二偏心轮分别驱动第一振动辊和第二振动辊上下振动,并带动展现片振动,能够弱化在加热机构内的展纤片长度变化,降低对碳纤维张力的影响;改善树脂颗粒均匀性的同时增强树脂渗透率,维持微张力状态避免撒粉加热过程中的展纤片离散和开裂现象;
34、加热机构采用上下同时加热,第二加热膜组的吕加热板能够对碳纤维进行均匀加热,通过第一加热膜组的加热管便于控制加热功率,使加热机构的进口段的1/3区域为高温区,能够快速熔化树脂颗粒;剩下2/3区域为保温区域,使熔化的树脂有充足的时间渗透进纱线中,提高树脂的渗透性。
- 还没有人留言评论。精彩留言会获得点赞!