成型模具更换系统及其应用更换系统的成型机的制作方法
本技术涉及成型机模具更换领域,尤其是涉及一种成型模具更换系统及其应用更换系统的成型机。
背景技术:
1、热成型机是用于将塑料加工成特定形状的机器。通过将塑料产品加热到软化,使其在外力的作用下紧贴模具的型面,从而得到与型面相同的形状。再经过冷却定型后,就制成所需产品。
2、在生产不同形状的产品时,通常会用到不同的模具,因此,需要经常更换成型机中的模具。通常由于模具比较重,因此,在更换时,通常需要通过多个人工进行搬运,或通过吊机将模具吊起,并将模具吊运至成型机上用于承载模具的平台处,然后再将模具缓慢的推至成型机中,从而实现模具的更换。
3、但是,对于一些空间比较狭窄的地方,通过吊运模具的方式通常会比较不方便。
技术实现思路
1、为了能够方便模具的更换,本技术提供一种成型模具更换系统及其应用更换系统的成型机。
2、第一方面,本技术提供一种成型模具更换系统,采用如下技术方案:
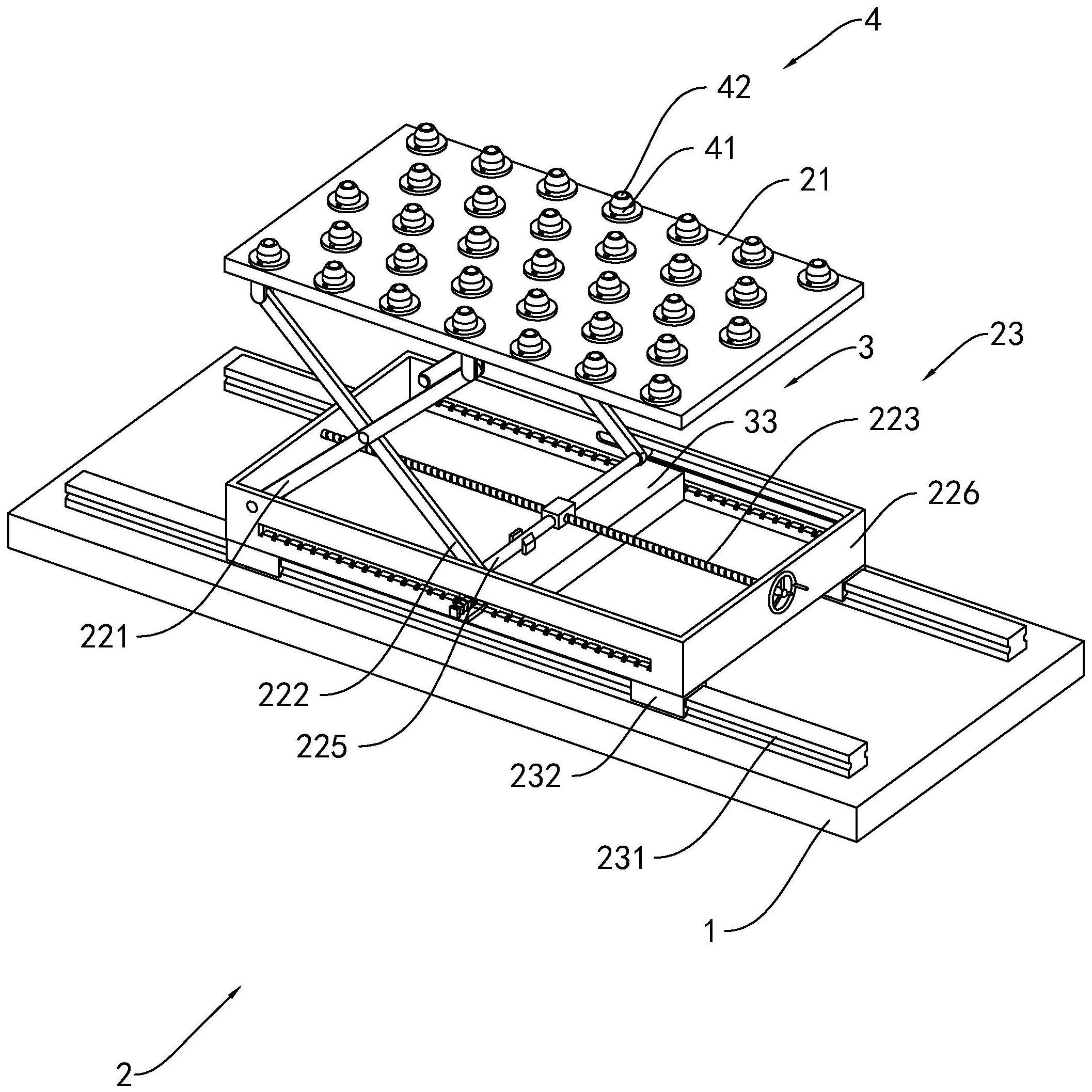
3、一种成型模具更换系统,包括更换架,所述更换架上安装有调节装置,所述调节装置包括更换台、升降机构和滑移机构,所述滑移机构安装在更换台上,所述升降机构安装在滑移机构上,所述更换台滑动安装在升降机构上,所述升降机构用于控制更换台升降,所述滑移机构用与控制更换台沿水平方向移动,所述更换台上设有助滑组件。
4、通过采用上述技术方案,将模具放置在更换台上,通过滑移机构将更换台滑动至适当位置,接着通过控制升降机构动作,从而控制更换台上升至合适的高度,从而便于将模具推送至成型机中,以便于实现模具的更换。
5、在一个具体的可实施方案中,所述助滑组件包括助滑滚珠和助滑座,所述助滑座安装在更换台的顶壁上,所述助滑滚珠按抓个在助滑座内,所述助滑滚珠用于输送模具。
6、通过采用上述技术方案,当更换台升高至合适高度后,通过推动模具,使得模具在助滑滚珠的表面上滑动,从而便于推动模具移动。
7、在一个具体的可实施方案中,所述滑移机构包括导向滑轨和导向滑块,所述导向滑轨沿更换架的长度方向安装在更换架上,所述导向滑块滑动安装在导向滑轨上,且所述导向滑块的顶壁上安装有安装架,所述更换台安装在安装架上。
8、通过采用上述技术方案,将模具防止在更换台上之后是,通过推动安装架在更换架上滑动,从而实现模具在水平方向上的位置调整。
9、在一个具体的可实施方案中,所述升降机构包括第一升降杆、第二升降杆、升降丝杆和升降手柄,所述升降丝杆转动安装在安装架上,所述升降手柄同轴安装在升降丝杆的一端,所述第一升降杆的一端与安装架远离升降手柄的一端铰接,所述第一升降杆的另一端与更换台靠近升降手柄的一端滑动连接,所述第二升降杆的一端与安装架靠近升降手柄的一端滑动连接,所述第二升降杆的另一端与更换台远离升降手柄的一端铰接,所述第一升降杆还和第二升降杆铰接,所述第二升降杆位于安装架上的一端还安装有导杆,所述导杆与升降丝杆螺纹相连。
10、通过采用上述技术方案,通过升降手柄控制升降丝杆转动,从而带动第二升降杆位于安装架上的一端向控制手柄的方向移动,从而带动更换台上升,从而使得更换台带动模具向上移动,从而便于实现模具的升降。
11、在一个具体的可实施方案中,所述更换架上还安装有限高机构,所述限高机构包括限高杆和档杆,所述安装架上滑动安装有限位块,所述限高杆安装在限位块的顶壁上,所述限高杆用于抵触导杆,所述安装块内开设有安装槽,所述安装槽内安装有限位板,所述档杆安装在限位板的顶壁上,且所述档杆的一端向上延伸并穿过限位块的顶壁,且所述档杆与限位块滑动相连,所述安装槽内安装有限位弹簧,所述限位弹簧的一端与安装槽的槽底壁抵触,另一端与限位板的底壁抵触,所述档杆的上端远离限高杆一侧的侧壁上设有导向斜面,且所述档杆与限高杆之间设有用于容纳导杆的间隙。
12、通过采用上述技术方案,根据模具需要上升的高度,将限位块移动至合适的位置,从而带动档杆和限高杆移动至合适的位置,接着控制更换台生高,从而使得第二升降杆上的导杆向档杆的方向移动,使得导杆抵触导向斜面,并将档杆向下压动,使得导杆越过档杆的端部,并落在档杆和限高杆之间,从而实现对导杆的限位,使得更换台停止在设定的高度,以便于模具的更换。
13、在一个具体的可实施方案中,所述限高机构还包括用于对导杆进行解锁的解锁件,所述解锁件包括解锁杆,所述限位块的侧壁上开设有解锁槽,所述解锁槽与安装槽连通,所述解锁杆滑动安装在解锁槽内,且所述解锁杆的一端外伸出解锁槽,所述解锁杆靠近安装槽的一端安装有解锁板,所述解锁板用于抵触限位板,所述解锁杆位于解锁槽外的一端安装有固定板,所述解锁杆上还安装有解锁弹簧,所述解锁弹簧的一端与限位块的侧壁抵触,另一端与固定板的侧壁抵触。
14、通过采用上述技术方案,当需要控制更换台下降时,通过按下解锁杆,使得解锁杆上的解锁板将限位板向下压动,从而带动档杆向下移动至低于导杆的位置,以便于升降机构控制导杆移出档杆与限高杆之间,从而便于控制更换台下降。
15、在一个具体的可实施方案中,所述安装架上还设有用于对限位块进行定位的定位组件,所述定位组件包括定位杆和定位弹簧,所述限位块的侧壁上开设有限位孔,所述定位杆滑动安装在限位孔内,所述定位弹簧安装在限位孔内,且所述定位弹簧的一端与限位孔的内顶壁抵触,另一端安装有定位环,所述定位环与定位杆的顶壁抵触,所述安装架的侧壁上开设有供定位杆滑动的解锁孔,所述安装架的侧壁上位于解锁孔处开设有若干定位槽,所述定位槽与解锁孔连通,所述定位槽用于供定位杆插接。
16、通过采用上述技术方案,当需要使更换台升高不同的高度时,通过向上推动定位杆,使得定位杆压缩定位弹簧,并且使得定位杆从定位槽中脱离,使得定位杆移动至限位孔中,接着控制限位块在安装架上滑动,并使得定位杆在限位孔中滑动,当限位块移动至合适的位置后,松开定位杆,使得定位杆在定位弹簧的作用下向下插接至定位槽中,从而实现对限位块的定位。
17、第二方面,本技术提供一种应用成型模具更换系统的成型机,采用如下技术方案:
18、一种应用成型模具更换系统的成型机,包括机架,所述机架上设有承载台,所述承载台用于承载更换台上的模具,所述机架上还设有用于对模具内的产品进行成型的成型机构,所述成型机构位于承载台的上方。
19、通过采用上述技术方案,当需要更换模具时,通过将模具放置在更换台上,并控制更换台移动至机架的承载台的下方,接着控制更换台上升至承载台处,并将模具推送至承载台上,从而便于实现模具的更换。
20、在一个具体的可实施方案中,所述承载台上设有用于对模具进行定位的锁止组件,所述锁止组件包括定位楔块、锁定杆和定位栓,所述定位楔块安装在承载台上,所述定位楔块的一侧设有第一锁定斜面,所述锁定斜面上设有第一锁定齿,所述锁定杆的一端设有第二锁定斜面,所述第二锁定斜面上设有第二锁定齿,所述第一锁定齿与第二锁定齿啮合,所述锁定杆的另一端用于对模具进行定位,所述锁定杆上设有腰型孔,所述定位栓穿过腰型孔安装在承载台上,且所述定位栓用于对锁定杆定位。
21、通过采用上述技术方案,当模具被推送至承载台上后,通过将锁定杆的一端抵住模具的边缘,并通过定位栓对锁定杆进行定位,同时使得锁定杆的第二锁齿与第一锁齿啮合,从而实现对模具的定位,以便于保持模具的稳定。
22、在一个具体的可实施方案中,所述承载平台的侧壁上设有导板,所述导板的顶壁与承载台的顶壁位于同一平面上,且所述导板的底壁用于抵触更换台的顶壁。
23、通过采用上述技术方案,当模具升高至承载台处时,通过导板抵触更换台的顶壁,使得模具的底壁与承载台的顶壁处于同一平面上,从而便于将模具推送至承载台上。
24、综上所述,本技术包括以下至少一种有益效果:
25、1.本技术通过设置调节装置,方便通过调节装置调节更换台在水平方向上的位置和竖直方向上的高度,从而便于将更换台上的模具推送至成型机中。
26、2.本技术通过设置限高机构,方便通过限高机构调整更换台上升的高度,从而便于更换台能够适应不同高度的成型机。
27、3.本技术通过设置锁止组件,方便通过锁止组件对承载台中的模具进行定位,从而便于保持模具安装的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!