一种HDPE双壁波纹管生成用加热塑化设备及其实施方法与流程
本发明涉及hdpe双壁波纹管加工,具体为一种hdpe双壁波纹管生成用加热塑化设备及其实施方法。
背景技术:
1、hdpe双壁波纹管是一种由高密度聚乙烯制成的双壁波纹管,具有耐磨、耐腐蚀、耐冲击、高强度等优点,它由一个内壁和一个外壁组成,外壁上有大量的波纹,可以有效地抵抗压力,从而提高管道的强度和稳定性,它还具有防潮、防水、防腐蚀和防护性能,广泛用于工业、建筑、农业等领域;
2、公开号为cn218593401u的中国专利公开了一种用于生产hdpe多肋增强缠绕管的加热塑化设备,包括注塑机主体,注塑机主体上设有下料管,下料管上设有开关阀门,下料管的顶端开口处固定连通有进料斗,斗盖顶部的中央处固定连接有驱动电机,斗盖的下方设有执行机构,斗盖的顶部设有与执行机构相配合作业的负压吸附机构,斗盖的顶部还对称连接有两个把手,该申请提供了一种可对其进料斗中所添加的塑料颗粒原料表面所沾附的灰尘进行除尘处理的解热塑化设备,从而使得该设备在制备hdpe多肋增强缠绕波纹管时能够有效去除原料表面沾附的灰尘并避免制成的塑料成品内部出现黑色杂质的情况出现,有利于提升hdpe多肋增强缠绕波纹管制品的加工品质,提高塑料成品的加工合格率。
3、上述专利的加热塑化设备在实际使用过程中,加热塑化过程中对于材料的加热是统一进行加热,并在统一加热的过程中进行搅拌,但是统一对所有的材料进行加热会造成加热塑化过程效率降低,影响hdpe双壁波纹管的实际加工效率;因此,不满足现有的需求,对此我们提出了一种hdpe双壁波纹管生成用加热塑化设备及其实施方法。
技术实现思路
1、本发明的目的在于提供一种hdpe双壁波纹管生成用加热塑化设备及其实施方法,通过材料自身重量自行下滑并通过上落料口流入材料临时储存腔内,一部分材料进入材料临时储存腔的同时转动块的转动会带动材料以及转动块转动,逆时针转动并使得材料临时储存腔接触排气口和下落料口,旋转过程中,材料临时储存腔内的材料会同时经过三个朝向的第一加热板进行加热完成预热,材料经过初步加热产生的烟尘会通过排气口位置排出,而预热过后的材料会随着旋转通过下落料口排入加工框内,随着转动块的持续旋转会使其在排出预热材料后再次旋转并接收一部分材料进行预热,整体预热过程匀速进行,无需人工控制,使用者只需定量投放材料,投放至材料放置框,小范围预热会使得所有材料均匀的接收稳定的加热,提高了后续的加热塑化效率,并且随着旋转预热的过程中进行异味气体的排出,也避免后续装置加热过程中产生大量的异味空气,解决了上述背景技术中提出的问题。
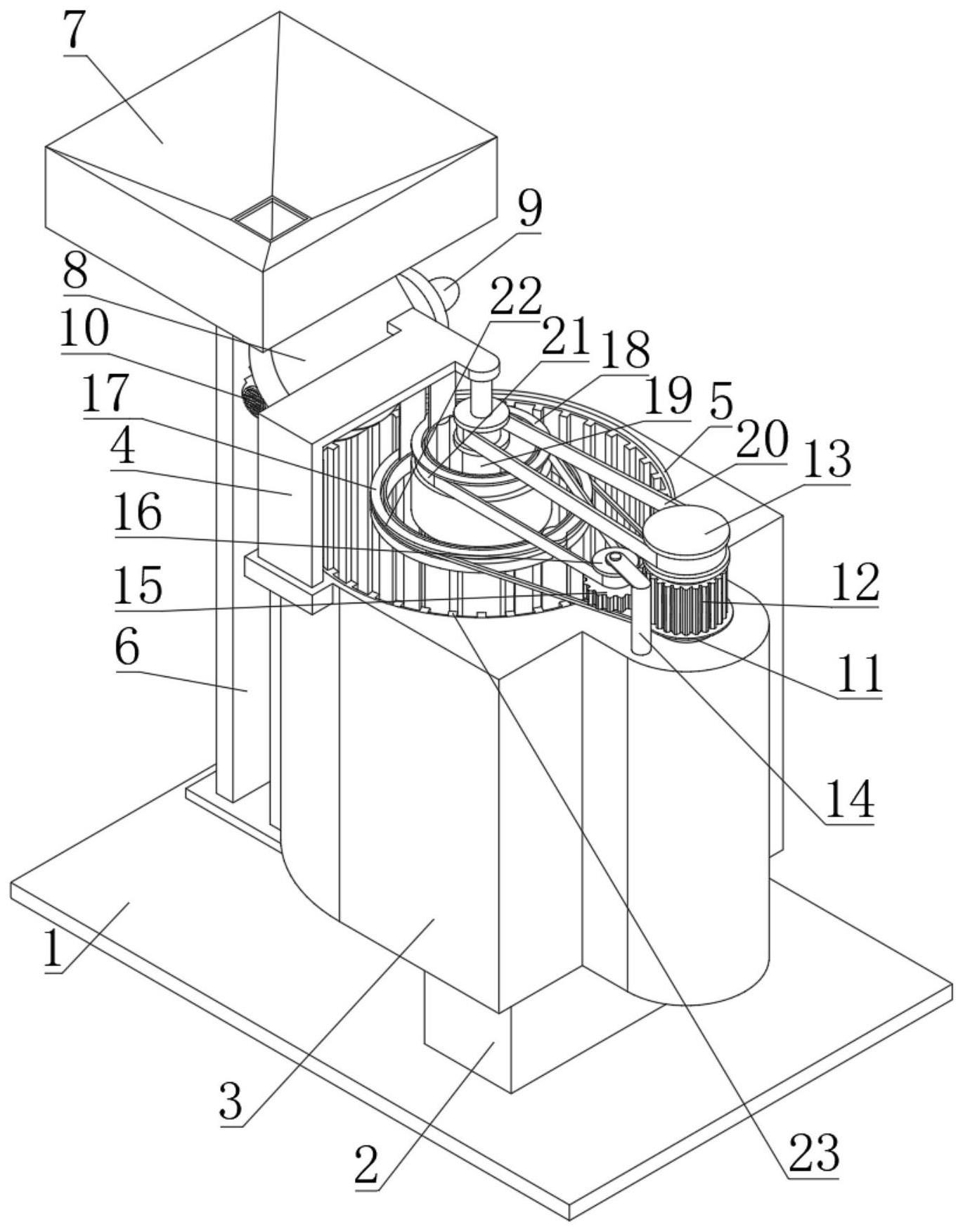
2、为实现上述目的,本发明提供如下技术方案:一种hdpe双壁波纹管生成用加热塑化设备,包括装置底座,所述装置底座上端的中间设置有加工框,所述加工框下端的一侧通过第一支撑架与装置底座固定连接;
3、还包括材料放置框,其设置于加工框上端的一侧,所述材料放置框下端的一侧与加工框之间设置有预加热框,所述预加热框的下端设置有抽气泵,所述抽气泵与预加热框之间通过螺栓固定连接,所述预加热框内部的一侧设置有转动块,且转动块的一端与预加热框的内壁转动连接,所述转动块内部的上端设置有材料临时储存腔,且材料临时储存腔贯穿并延伸至转动块的内部,所述材料临时储存腔内部的两侧与内部的一端均设置有第一加热板。
4、优选的,所述转动块外部的一侧设置有排气口,所述排气口内部的上下两端均设置有贴合片,且贴合片与预加热框为一体结构,所述排气口的一侧与抽气泵的抽气位置通过空气流动管道密封连接。
5、优选的,所述预加热框内部的上端设置有上落料口,所述预加热框内部的下端设置有下落料口,所述预加热框相对于装置底座逆时针四十五度摆放,所述预加热框和材料放置框的下端通过第三支撑架固定于装置底座上端。
6、优选的,所述加工框的内部设置有凹陷腔,且凹陷腔贯穿并延伸至加工框的内部,所述凹陷腔的内部设置有塑化框,所述加工框下端的中间设置有输出电机,所述输出电机的输出轴与塑化框下端的中间通过第三限制连接环转动连接。
7、优选的,所述加工框上端的另一侧设置有第一传动杆,所述第一传动杆外部的上端设置有传动齿槽,且传动齿槽的内部与第一传动杆的外部焊接固定,所述第一传动杆的上端设置有第一传动块,且第一传动块的下端与第一传动杆的上端焊接固定。
8、优选的,所述塑化框外部上端的中间设置有第一传动环,所述第一传动环外部上端的中间设置有第二传动环,所述第二传动环外部上端的中间设置有第二传动杆,所述第二传动杆外部的上端与第一传动块之间通过第一传动带传动连接,所述第一传动环下端的一侧设置有第三传动杆,且第三传动杆与第一传动环焊接固定,所述第二传动环下端的另一侧设置有第四传动杆,且第四传动杆与第二传动环焊接固定,所述第四传动杆和第三传动杆外部的下端均设置有第二加热板,所述第二传动杆一侧的下端设置有底端搅拌片,且底端搅拌片与第二传动杆为一体结构,所述底端搅拌片的前端设置有第三加热板。
9、优选的,所述传动齿槽的一侧设置有传动齿轮,且传动齿轮的外部与传动齿槽的外部啮合连接,所述传动齿轮的上端设置有第二传动块,且第二传动块的下端与传动齿轮的上端焊接固定,所述第二传动块与第二传动环之间通过第二传动带传动连接,所述第一传动环与第一传动杆之间通过第三传动带传动连接,所述第二传动块的上端设置有第四支撑架,所述第四支撑架下端的一侧与第二传动块的上端转动连接,所述第四支撑架下端的另一侧与加工框的上端固定连接。
10、优选的,所述加工框的前端设置有第二支撑架,所述第二支撑架下端的一侧设置有连接杆,所述第二支撑架下端的另一侧设置有第二连接板,所述第二连接板和连接杆之间设置有第一连接板,所述连接杆外部的下端设置有第一限制连接环,且第一限制连接环与连接杆为一体结构,所述第一连接板外部的下端设置有第二限制连接环,且第二限制连接环与第一连接板为一体结构,所述第二连接板外部的下端设置有第三限制连接环,且第三限制连接环与第二连接板为一体结构。
11、优选的,所述第二传动杆内部的上端设置有连接凹槽,且连接凹槽嵌入第二传动杆的内部,所述连接凹槽内部的一侧设置有第三副凹陷连接环,所述第三副凹陷连接环与第一限制连接环卡槽连接,所述第二传动环内部的上端设置有第一主凹陷连接环,所述第一主凹陷连接环内部的一侧设置有第二副凹陷连接环,且第二副凹陷连接环与第二限制连接环卡槽连接,所述第一传动环内部的上端设置有第二主凹陷连接环,所述第二主凹陷连接环内部的一侧设置有第一副凹陷连接环,且第一副凹陷连接环嵌入第一传动环的内部,所述第二主凹陷连接环内部的一侧设置有第一副凹陷连接环,所述第一副凹陷连接环的外部设置有第三限制连接环,且第三限制连接环与第一副凹陷连接环卡槽连接,所述第三限制连接环与第二连接板为一体结构,所述第一连接板与第二限制连接环为一体结构,所述连接杆与第一限制连接环为一体结构。
12、hdpe双壁波纹管生成用加热塑化设备及其实施方法,包括如下步骤:
13、步骤一、将待加热塑化的材料倾倒入材料放置框内,材料会因自身的重量而向下滑动,滑动并通过上落料口落入材料临时储存腔内;
14、步骤二、启动转动块对应的输出结构,输出结构带动转动块于预加热框内转动,转动并使得材料临时储存腔旋转,材料临时储存腔逆时针旋转并最后使得材料临时储存腔与上落料口失去重叠后,限制上端材料持续落入材料临时储存腔内;
15、步骤三、启动第一加热板内的电热丝,电热丝加热并通过第一加热板导热对材料临时储存腔内材料进行预加热,加热初期产生烟尘会滞留于材料临时储存腔内,随着材料临时储存腔的旋转,材料临时储存腔旋转至排气口位置后,通过排气口两侧贴合片的限制后启动抽气泵,抽气泵通过空气流动管道抽取排气口以及材料临时储存腔内存留的烟尘;
16、步骤四、由于预加热框的安装位置相对于装置底座倾斜四十五度,材料临时储存腔内的材料会在旋转至排气口位置时相互限制并持续滞留于材料临时储存腔,并随着持续的旋转,旋转至下落料口位置时,材料自身的重量会使其通过下落料口排出,排至塑化框内;
17、步骤五、转动块持续旋转并持续定量的排出预热材料后,启动输出电机,输出电机的输出轴通过第三限制连接环带动塑化框逆时针转动,启动第一传动杆下端的输出结构,输出结构带动第一传动杆进行转动,第一传动杆的转动会同时带动传动齿槽和第一传动块进行转动;
18、步骤六、第一传动杆的顺时针转动会通过第三传动带带动第一传动环顺时针转动,传动齿槽的顺时针可带动一侧的传动齿轮逆时针转动,第一传动块的顺时针转动会通过第一传动带带动第二传动杆顺时针转动;
19、步骤七、传动齿轮的逆时针转动会带动第二传动块逆时针转动,第二传动块会通过第二传动带带动第二传动环进行逆时针转动;
20、步骤八、第二传动杆的转动带动下端一侧的底端搅拌片和第三加热板进行转动;
21、步骤九、第一传动环和第二传动环的转动会分别带动下端的第三传动杆和第四传动杆进行转动;
22、步骤十、启动第二加热板和第三加热板内部的电热丝,电热丝加热并通过第二加热板和第三加热板导热对内部搅动的预热材料进行最后的加热,使其塑化。
23、与现有技术相比,本发明的有益效果是:
24、1、本发明通过在装置底座上端的一侧设置有第三支撑架,第三支撑架的一侧设置有预加热框,预加热框当对于装置底座逆时针倾斜四十五度,预加热框的内部设置有转动块,转动块内部的上端设置有材料临时储存腔,在实际倾倒塑化的高密度聚乙烯时,是先倒入材料放置框内,通过材料自身重量自行下滑并通过上落料口流入材料临时储存腔内,一部分材料进入材料临时储存腔的同时转动块的转动会带动材料以及转动块转动,逆时针转动并使得材料临时储存腔接触排气口和下落料口,旋转过程中,材料临时储存腔内的材料会同时经过三个朝向的第一加热板进行加热完成预热,材料经过初步加热产生的烟尘会通过排气口位置排出,而预热过后的材料会随着旋转通过下落料口排入加工框内,随着转动块的持续旋转会使其在排出预热材料后再次旋转并接收一部分材料进行预热,整体预热过程匀速进行,无需人工控制,使用者只需定量投放材料,投放至材料放置框,小范围预热会使得所有材料均匀的接收稳定的加热,提高了后续的加热塑化效率,并且随着旋转预热的过程中进行异味气体的排出,也避免后续装置加热过程中产生大量的异味空气。
25、2、本发明通过在凹陷腔内部的下端设置有塑化框,塑化框外部上端的中间设置有第一传动环,第一传动环外部上端的中间设置有第二传动环,第二传动环外部上端的中间设置有第二传动杆,在实际对塑化框内预热材料进行加热塑化的过程中,通过第一传动杆下端的输出结构带动第一传动杆进行转动,第一传动杆的转动分别通过第一传动带、第二传动带和第三传动带的传动后带动其分别进行转动,底端搅拌片、第三传动杆和第四传动杆分别通过传动后进行不同频率不同转向的转动,内部的转动搭配输出电机独立对凹陷腔输出产生的转动,使得内外同时进行转动,搅动内部存放的预热的材料,使其全面的接触加热位置,提高塑化效率。
- 还没有人留言评论。精彩留言会获得点赞!