一种耐高温电缆生产挤压塑型装置及工艺的制作方法
本发明涉及塑型,具体为一种耐高温电缆生产挤压塑型装置及工艺。
背景技术:
1、耐高温电线电缆是一款高温下能够正常传输信号或电能的电缆,通常是由几根或几组导线绞合而成的类似绳索的电缆,每组导线之间相互绝缘,并常围绕着一根中心扭成,整个外面包有高度绝缘的覆盖层,电缆具有内通电,外绝缘的特征,电缆生产时需要对电缆进行挤压,以提高塑料层与包覆的线芯或缆芯结合的紧密程度。
2、根据中国专利号公开的cn202310128796.8一种耐高温电缆生产挤压塑型装置,包括基板,所述基板的顶部固定设置底座,靠近底座一侧的基板顶部设置有牵引组件,所述底座的顶部设置有调控组件;所述调控组件包括底部的顶部两侧固定设置有外观呈l状的支撑板,支撑板的顶部固定设置有顶块,且顶块与支撑板直角边之间焊接设置螺纹柱,螺纹柱的外侧活动套设升降套,升降套的一侧固定设置有安装块。
3、综上所述,上述现有技术中的缺陷是,虽然提升了不同尺寸型号电缆的更换功能,但是难以对挤压后的电缆线进线合理调整,导致电缆有的被挤压为干瘪状,有的则挤压力度较小而成为饱满状,不利于更好进行塑形。
技术实现思路
1、针对现有技术的不足,本发明解决其技术问题所采用的技术方案是:
2、一种耐高温电缆生产挤压塑型装置,具体包括:
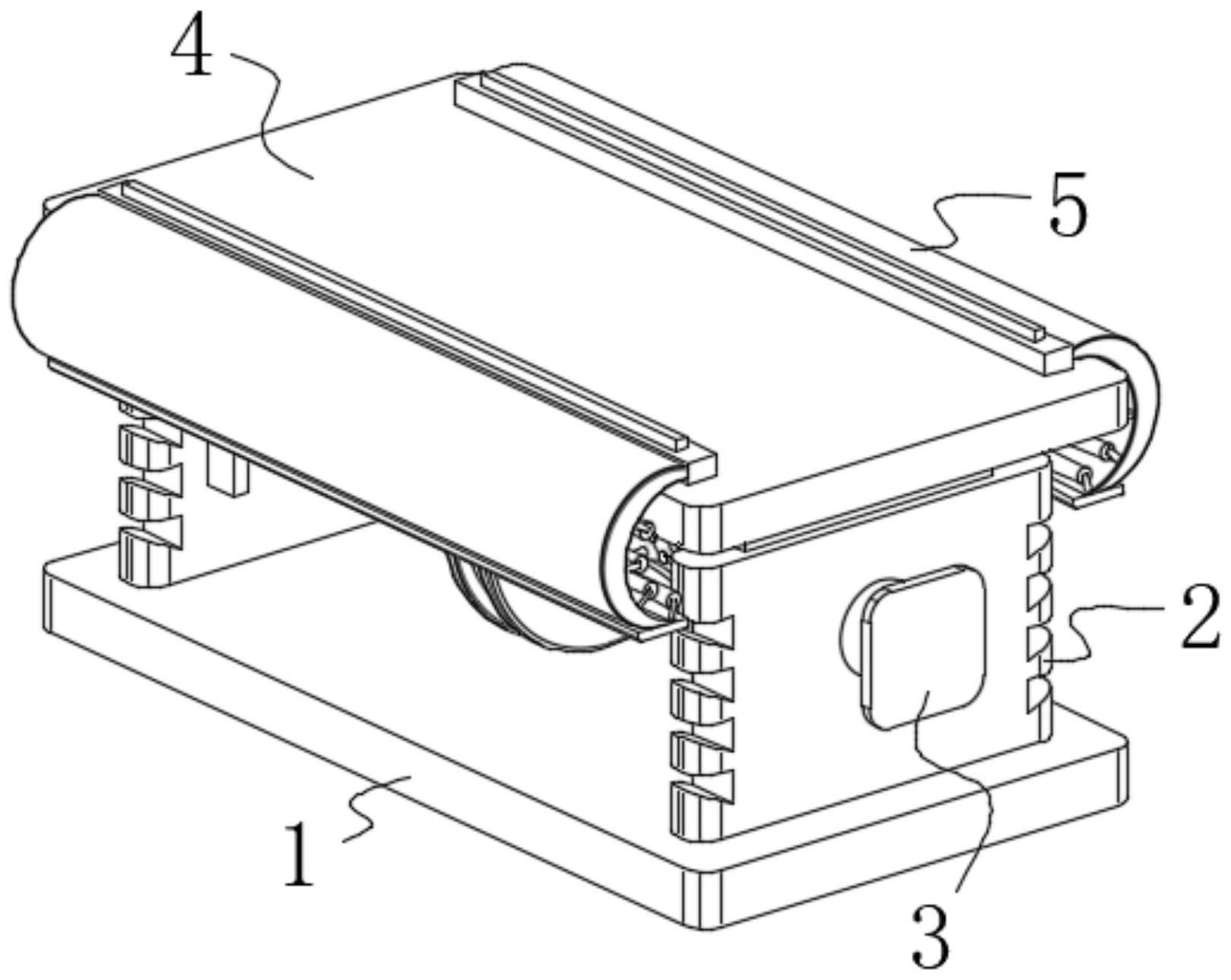
3、机座,所述机座顶部固定连接有立块,所述立块自身侧边处活动安装有缠绕装置,该缠绕装置用于调整电缆的缠绕装置,且缠绕装置贯穿立块的内腔而设置,所述立块顶端活动安装有挤压装置,该挤压装置用于调整电缆的挤压状态,所述挤压装置顶部活动安装有清理装置,该清理装置用于调整挤压装置的上下卡位状态,所述清理装置位于挤压装置正面和背面的两外沿侧边处,所述缠绕装置贯穿立块的内嵌而设置;
4、挤压装置包括上层板,所述上层板底端固定连接有压板,所述压板底端中部固定连接有卡箍,卡箍往下产生快速的位移,卡箍套接在转轴的外表面,伸块受到卡箍往下的位移摩擦作用而震动,所述卡箍内腔处活动安装有伸块,所述伸块远离压板的一端固定连接有挡板。
5、进一步的,所述卡箍以压板的中心线为参考而对称设计,所述压板为长方体结构而设置,挡板随之位移,挡板靠拢至对立面卡箍的另一部分,挡板卡接至其内部,所述卡箍与压板之间的夹角为九十度,所述卡箍共有两部分组成,且卡箍为不锈钢材质,所述卡箍内部设有与伸块相适配的槽口。
6、进一步的,所述清理装置包括安装块,所述安装块内腔处活动安装有拉伸件,所述拉伸件右侧固定安装有弯条,弯条底端横板被挤压而联动弯条弧体运动,弯条上的弧体往下运动联动长条运动,辊轴随之运动,所述弯条底部具有横板和弧体构成,且弯条内表面活动安装有长条,所述长条顶端固定连接有辊轴,所述辊轴与长条之间涂覆有粘胶,所述弯条为圆弧形状结构而设置,所述长条插接至弯条的内腔处中部,所述拉伸件贯穿安装块的内腔而设置,且安装块上槽口与拉伸件规格尺寸相匹配,所述弯条通过长条与辊轴相连接。
7、进一步的,所述缠绕装置包括方板,所述方板侧边处固定连接有转轴,转轴通电逆时针发生旋转,转轴发生扭动的作用而联动圆盘件运作,圆盘件逐渐对电缆进行卷放处理,所述转轴外表面固定连接有圆盘件,所述圆盘件靠近方板的其中一侧固定安装有凸块条,所述挤压装置底部活动安装有引导孔和绕条,所述绕条位于靠近立块的一侧,且引导孔位于引导孔和凸块条二者之间,所述圆盘件为圆盘形状结构而设置,所述凸块条与圆盘件之间的夹角为九十度而设置,所述转轴贯穿圆盘件的轴心处而设置,所述圆盘件为圆环形状结构而设置,所述方板与转轴之间的夹角为九十度,所述圆盘件中部开设有槽口。
8、进一步的,所述压板还包括伸缩板,伸缩板联动弧板同步运行,弧板产生同步的位移力,弧板随之往下的位移,弧板逐渐与立块顶部侧边相接触,弧板底部弧面被挤压而上下振动所述伸缩板侧边处活动安装有弧板,所述弧板底端活动安装有中轴,所述中轴底部活动安装有弯曲盘,所述弯曲盘内侧壁活动安装有安置座,且弯曲盘位于立块的内槽壁上,所述安置座共有两侧,且两处安置座的中部之间活动安装有卡条。
9、一种耐高温电缆生产挤压塑型工艺,该工艺采用任意一项的耐高温电缆生产挤压塑型装置,包括以下步骤:
10、第一步:使用时,首先将耐高温电缆卷动至圆盘件中部凹槽处,转轴的一端与电机输出端相连接,转轴通电逆时针发生旋转,转轴发生扭动的作用而联动圆盘件运作,圆盘件逐渐对电缆进行卷放处理,进而为流畅的卷放处理,以及电缆防缠绕提供了良好的辅助作用;
11、第二步:当需要进行防绕线处理时,电缆线的一端通过凸块条顶部孔槽处伸出,并且通过引导孔而延伸并挂在绕条处,另一端电缆线穿入至圆盘件中部,圆盘件随着转轴的旋转而同步运动,圆盘件转动将电缆线扭转至自身中部槽口处,并且随着圆盘件的旋转而逐渐增加电缆圈数,电缆圈数足够多的时候,电缆逐渐往侧边靠近引导孔的方向倾斜,并且滑动至引导孔与凸块条之间的电缆线上,且引导孔侧壁处对脱落的电缆线进行收纳,另一端通过绕条和引导孔以及凸块条对电缆线的承载,防止两端电缆没有导向较为杂乱,进而可以保证电缆线的有序整齐缠绕,防止因为松脱或者缠绕时的松紧力度而出现频繁打结;
12、第三步:当需要对转轴的旋转速率进行定位处置时,转轴发生旋转,利用外部力量往下压上层板而运动,上层板挤压伸缩板而运动,伸缩板对卡箍进行挤压,卡箍往下产生快速的位移,卡箍套接在转轴的外表面,伸块受到卡箍往下的位移摩擦作用而震动,伸块从卡箍内腔处而滑出,挡板随之位移,挡板靠拢至对立面卡箍的另一部分,挡板卡接至其内部,挡板卡接至于转轴相摩擦,从而形成两侧往中部结合的卡接方式,保证使用的速率得到合理控制;
13、第四步:当需要对高温电缆线外侧积攒的灰尘进行处理时,伸缩板往下插接推动卡箍而同步运动,同时,伸缩板联动弧板同步运行,弧板产生同步的位移力,弧板随之往下的位移,弧板逐渐与立块顶部侧边相接触,弧板底部弧面被挤压而上下振动,弧板联动中轴而随之运行,中轴逐渐对转轴外表面进行接触和撞击,弧板底部弧面撞击转轴外表面运动,转轴外表面灰尘逐渐被抖落,进而使设备具有自动干净的功能,提升电缆线缠绕的顺畅度;
14、第五步:当需要对转轴外表面的电缆进行挤压塑形处理时,弧板受到伸缩板影响而往下运动,中轴随之运行,中轴撞击弯曲盘运作,弯曲盘发生往下的位移,弯曲盘往下挤压联动安置座运作,安置座带动卡条沿着转轴外侧进行推动,卡条自身为橡胶材质,安置座斜面弧度对电缆线进行挤压,进而通过安置座的位移完成对电缆的成型状态调节,从而保证电缆线的挤压成型可以快速得到处置,有利于更好的进行塑形;
15、第六步:当在户外进行电缆缠绕工艺处时,电缆线外侧常会受到风吹雨打的侵蚀,造成脏污的情况,上层板往下运动时,上层板与弯条底端的横板相接触,弯条底端横板被挤压而联动弯条弧体运动,弯条上的弧体往下运动联动长条运动,辊轴随之运动,辊轴受到伸展变形的挤压力影响而发生擦拭,辊轴卡接在立块上槽口处,弯条对立块两侧边处进行防护和阻挡,实现快速定位和快速防护的功能。
16、本发明提供了一种耐高温电缆生产挤压塑型装置及工艺。具备以下有益效果:
17、1.该耐高温电缆生产挤压塑型装置及工艺,通过转轴发生扭动的作用而联动圆盘件运作,圆盘件逐渐对电缆进行卷放处理,进而为流畅的卷放处理,以及电缆防缠绕提供了良好的辅助作用。
18、2.该耐高温电缆生产挤压塑型装置及工艺,通过,电缆逐渐往侧边靠近引导孔的方向倾斜,并且滑动至引导孔与凸块条之间的电缆线上,且引导孔侧壁处对脱落的电缆线进行收纳,另一端通过绕条和引导孔以及凸块条对电缆线的承载,防止两端电缆没有导向较为杂乱,进而可以保证电缆线的有序整齐缠绕,防止因为松脱或者缠绕时的松紧力度而出现频繁打结。
19、3.该耐高温电缆生产挤压塑型装置及工艺,通过上层板挤压伸缩板而运动,伸缩板对卡箍进行挤压,卡箍往下产生快速的位移,卡箍套接在转轴的外表面,伸块受到卡箍往下的位移摩擦作用而震动,伸块从卡箍内腔处而滑出,挡板随之位移,挡板靠拢至对立面卡箍的另一部分,挡板卡接至其内部,挡板卡接至于转轴相摩擦,从而形成两侧往中部结合的卡接方式,保证使用的速率得到合理控制。
20、4.该耐高温电缆生产挤压塑型装置及工艺,通过弧板逐渐与立块顶部侧边相接触,弧板底部弧面被挤压而上下振动,弧板联动中轴而随之运行,中轴逐渐对转轴外表面进行接触和撞击,弧板底部弧面撞击转轴外表面运动,转轴外表面灰尘逐渐被抖落,进而使设备具有自动干净的功能,提升电缆线缠绕的顺畅度。
21、5.该耐高温电缆生产挤压塑型装置及工艺,通过中轴撞击弯曲盘运作,弯曲盘发生往下的位移,弯曲盘往下挤压联动安置座运作,安置座带动卡条沿着转轴外侧进行推动,卡条自身为橡胶材质,安置座斜面弧度对电缆线进行挤压,进而通过安置座的位移完成对电缆的成型状态调节,从而保证电缆线的挤压成型可以快速得到处置,有利于更好的进行塑形。
22、6.该耐高温电缆生产挤压塑型装置及工艺,通过上层板与弯条底端的横板相接触,弯条底端横板被挤压而联动弯条弧体运动,弯条上的弧体往下运动联动长条运动,辊轴随之运动,辊轴受到伸展变形的挤压力影响而发生擦拭,辊轴卡接在立块上槽口处,弯条对立块两侧边处进行防护和阻挡,实现快速定位和快速防护的功能。
- 还没有人留言评论。精彩留言会获得点赞!