一种泡泡膜制造装置的制作方法
本发明涉及泡泡膜制造,尤其是涉及一种泡泡膜制造装置。
背景技术:
1、气泡膜又称之为气泡垫,气泡膜是一种质地轻盈且透明性好的塑料包装材料,对于产品来说能够起到防湿、缓冲和保温等作用。气泡膜是以高压聚乙烯为主要原料并加入增白剂和开口剂等辅料,再经230度左右高温挤出吸塑成气泡的产品,目前气泡膜已经广泛应用于商品的包装。
2、气泡膜生产过程期间,通过模头挤出的塑料薄膜贴合在气泡膜成型辊的表面,气泡膜成型辊上密布的成型凹槽与真空泵相连通,通过真空泵的吸附使得紧贴气泡膜成型辊的一层薄膜产生凹陷,然后再覆盖上第二层薄膜从而可以得到含有气泡的气泡膜。
3、如授权公告号为cn219256443u的中国实用新型专利公开一种气泡膜成型辊,用于避免通过降温仓吹出的风直接与气泡膜进行接触,成型辊安装在气泡膜成型仓的右部,成型辊的内部设置有集气仓,集气仓的顶端连通设置有抽气管道,成型辊的表面设置有多组弧形板,每组弧形板均通过第一管道与集气仓的内部连通,降温仓安装在气泡膜成型仓的内部并位于集气仓的左侧,冷凝管通过多组固定件安装在降温仓的内部,降温仓的前后两端对称设置有两组鼓风机构,其中一组鼓风机构包括第一电机,第一电机安装在气泡膜成型仓的前端,成型辊的底端设置有动力机构。
4、针对上述的相关技术,由于通过模头挤出的塑料薄膜属于高温的塑料流体,容易出现流体状的塑料粘接于气泡膜成型辊的成型凹槽内壁,该气泡膜成型辊改善了降温仓吹出的风直接与气泡膜进行接触,但是容易出现气泡膜成型辊的成型凹槽内壁粘接有塑料颗粒,从而影响气泡膜表面的气泡成型的效果。
技术实现思路
1、为了改善成型辊的成型凹槽内壁上粘接有塑料颗粒,从而影响气泡膜表面的气泡成型的问题,本技术提供一种泡泡膜制造装置。
2、本技术提供的一种泡泡膜制造装置,采用如下的技术方案:
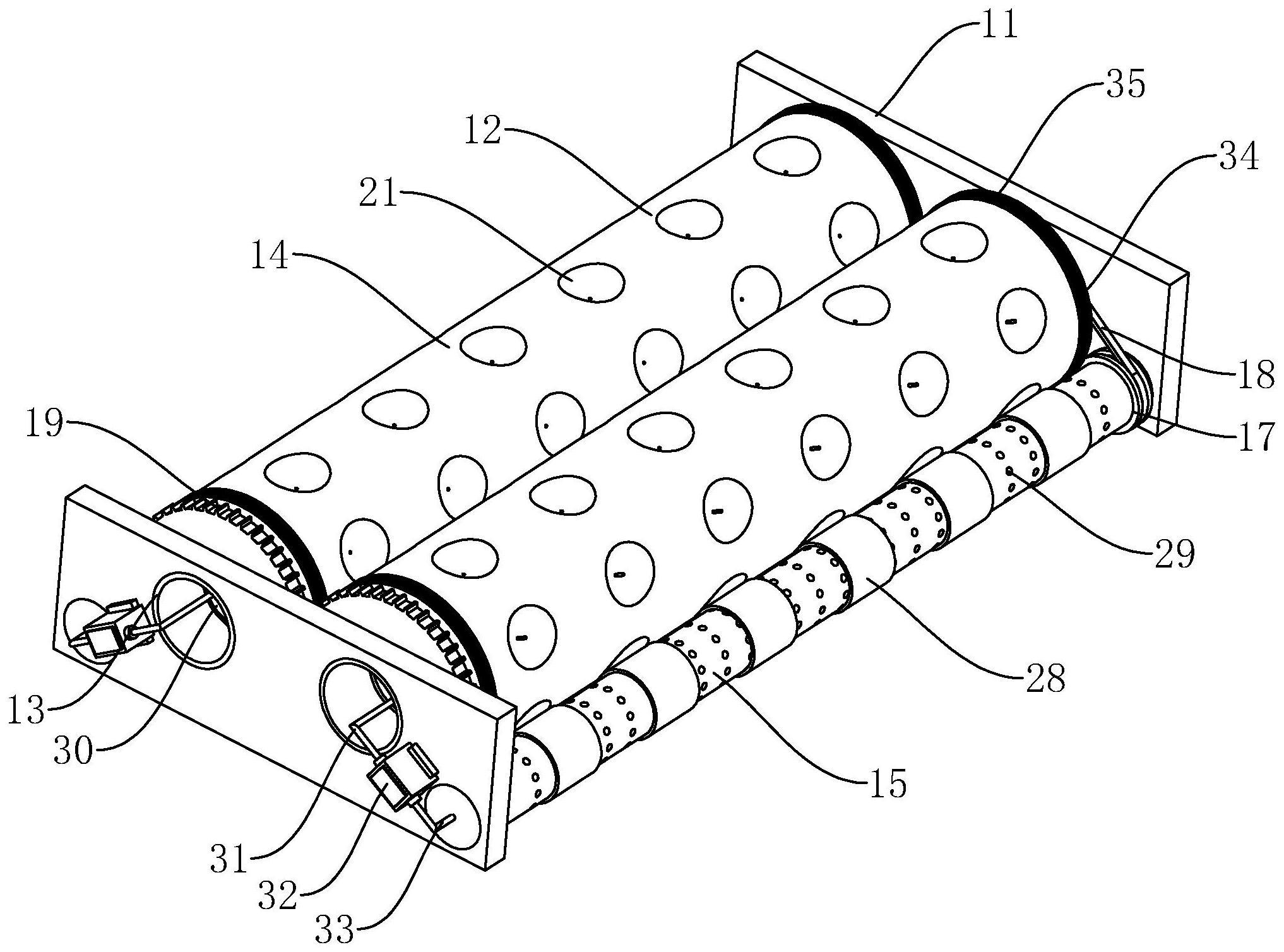
3、一种泡泡膜制造装置,包括若干个限位条板和转动安装于相邻两个所述限位条板之间的成型圆辊,所述成型圆辊位于相邻两个所述限位条板之间设有若干根,所述成型圆辊包括空心辊轴和设于所述空心辊轴周侧的空心辊筒,所述空心辊筒外周面设有若干个成型槽,其特征在于:所述成型圆辊外围设有用于清理所述成型槽的清洁部件,所述清洁部件包括若干根转动于相邻两个所述限位条板之间的清洁筒、若干个设于所述清洁筒周侧的毛刷环,所述清洁筒上的若干个所述毛刷环与所述成型圆辊相贴合。
4、通过采用上述技术方案,送料模头通过高压挤出两张塑料薄膜,然后将两张成型好的塑料薄膜输送至两个成型圆辊之间进行复合,成型槽使得紧贴于成型圆辊表面的薄膜产生凹陷从而形成气泡;清洁筒周侧的若干个毛刷环能够清理成型槽的内壁顽固杂质,以此改善成型辊的成型凹槽内壁上粘接有塑料颗粒,从而影响气泡膜表面的气泡成型的问题。
5、可选的,相邻两个所述限位条板之间设有驱动所述成型圆辊和所述清洁筒同步转动的同步部件,所述同步部件包括设于若干根所述空心辊轴同一侧的端部的皮带轮一、设于所述清洁筒靠近所述皮带轮一的端部的皮带轮二、套设于所述皮带轮一和所述皮带轮二外周面的同步皮带;相邻两根所述空心辊轴远离皮带轮一的端部设有传动齿轮,两个传动齿轮相啮合。
6、通过采用上述技术方案,现有的动力设备驱动其中一个成型圆辊进行旋转,旋转的成型圆辊通过两个相啮合的传动齿轮带动另一个成型圆辊进行旋转,成型圆辊通过同步皮带使得对应的清洁筒同步旋转,清洁筒周侧的若干个毛刷环同步旋转,旋转的毛刷环能够更好地清理成型槽的内壁的顽固杂质。
7、可选的,所述清洁筒周侧开设有若干个喷气孔,所述成型圆辊端部设有用于朝向所述清洁筒内供气的传动部件。
8、通过采用上述技术方案,传动部件朝向所述清洁筒内供气,然后清洁筒通过自身周侧的若干个喷气孔喷出气体,喷出气体作用于成型圆辊的外表面使得成型圆辊外表面的杂质能够被清理。
9、可选的,所述传动部件包括若干根设于所述空心辊筒内的透气管、转动安装于所述空心辊轴内周面的环形管道、固定于所述限位条板侧壁的真空泵、设于所述环形管道和所述真空泵的进气端口之间的管道一、设于所述真空泵的出气端口和所述清洁筒端部的管道二;若干个透气管分别与若干个成型槽相对应,所述透气管端部与对应的所述成型槽相连通,所述环形管道与所述空心辊轴相连通。
10、通过采用上述技术方案,真空泵通电启动并通过环形管道和管道一对空心辊筒的空心内腔进行抽气,空心辊筒的空心内腔通过透气管对成型槽进行抽气真空,成型槽的吸附使得紧贴于成型圆辊表面的薄膜产生凹陷从而形成气泡;真空泵将空心辊筒内的空气通过管道二抽入至清洁筒,清洁筒通过自身周侧的若干个喷气孔喷出气体,以实现能源的重复利用的效果。
11、可选的,所述成型圆辊内设有用于尽量避免所述透气管堵塞的清理部件,所述清理部件包括内设于所述透气管内的顶针,所述顶针靠近所述空心辊轴的端部穿设于所述空心辊轴内;所述空心辊轴内设有用于驱动所述顶针移动的驱动部件。
12、通过采用上述技术方案,驱动部件使得顶针远离偏心圆辊的端部穿出透气管,以此实现透气管内填充的顽固杂质能够被及时的清理干净。
13、可选的,所述驱动部件包括设于所述空心辊轴内的偏心圆辊、设于所述顶针靠近所述空心辊轴的端部的滚球、设于所述滚球与所述空心辊轴内周面之间弹簧;所述偏心圆辊与所述空心辊轴偏心设置,所述偏心圆辊固定于所述限位条板侧壁。
14、通过采用上述技术方案,当顶针转动至成型圆辊相背离另一个成型圆辊的一侧的时候,顶针端部的滚球与偏心圆辊外周面相抵接,顶针沿导向套筒长度的方向滑移,使得顶针远离偏心圆辊的端部穿出透气管;当顶针转动至成型圆辊相靠近另一个成型圆辊的一侧的时候,顶针通过弹簧的回弹力缩回透气管内。
15、可选的,成型圆辊周侧设有用于密封泡泡膜的边缘的热封部件,所述热封部件包括设于所述空心辊筒两端的电热铜环、若干个设于所述限位条板侧壁的电热条;所述电热铜环外周面雕琢有形状规则的网格花纹,若干根所述电热条分别与若干根所述电热铜环的外周面相贴合设置。
16、通过采用上述技术方案,电热条通电加热并且传导至电热铜环,使得电热铜环表面处于高热状态,旋转的和高热的电热铜环能够热封泡泡膜的边缘位置,以此尽量避免泡泡膜边缘密封由于不够紧密,则会导致泡泡膜边缘位置出现漏气的现象,使得泡泡膜表面的成型的气泡出现干瘪。
17、可选的,所述顶针外周面与所述透气管内周面相贴合设置,所述透气管周侧设有透气孔。
18、通过采用上述技术方案,顶针穿出透气管时候,顶针的周侧会堵塞透气孔,尽量避免顽固杂质通过透气孔吸入空心辊筒的空心内腔;顶针缩回透气管时候,透气管周侧的透气孔与空心辊筒的空心内腔相连通,以此实现成型槽保持充足的吸附力使得紧贴于成型圆辊表面的薄膜产生凹陷从而形成气泡。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.清洁筒周侧的若干个毛刷环能够清理成型槽的内壁顽固杂质,以此改善成型辊的成型凹槽内壁上粘接有塑料颗粒,从而影响气泡膜表面的气泡成型的问题;
21、2.真空泵通电启动并通过环形管道和管道一对空心辊筒的空心内腔进行抽气,空心辊筒的空心内腔通过透气管对成型槽进行抽气真空,成型槽的吸附使得紧贴于成型圆辊表面的薄膜产生凹陷从而形成气泡;真空泵将空心辊筒内的空气通过管道二抽入至清洁筒,清洁筒通过自身周侧的若干个喷气孔喷出气体,以实现能源的重复利用的效果;
22、3.电热条通电加热并且传导至电热铜环,使得电热铜环表面处于高热状态,旋转的和高热的电热铜环能够热封泡泡膜的边缘位置,以此尽量避免泡泡膜边缘密封由于不够紧密,则会导致泡泡膜边缘位置出现漏气的现象,使得泡泡膜表面的成型的气泡出现干瘪。
- 还没有人留言评论。精彩留言会获得点赞!