一种自动化纸板覆膜设备的制作方法
本技术涉及纸板覆膜加工,尤其是涉及一种自动化纸板覆膜设备。
背景技术:
1、纸板是人们生活中常见的纸品,其多被用于制造纸箱,由于纸板存在防水性能差的缺点,因此由其制成的纸箱也同样存在防水性能差的缺点,人们为了提高纸箱的防水性能,所采取的措施一般为在纸板的外表面上覆上一层薄膜,由于薄膜具有很高的防水性能,这样一来即可大大提高纸箱的防水性能。
2、在对纸板进行覆膜过程中,上料单元将堆放好纸板一张张上料至输送机,输送机将纸板输送至覆膜单元,以将薄膜粘附于纸板表面,然后纸板随薄膜一起被输送至裁剪单元位置处进行裁断,以形成一张张覆好膜的纸板。
3、目前,为了后续对覆好膜的纸板进行裁断分割,在上料过程中,上料单元通常直接对纸板进行间隔式上料。但是,由于纸板之间的间隔较大,在覆膜后,纸板与纸板之间的薄膜造成大量浪费。因此,可做进一步改进。
技术实现思路
1、为了能够较少薄膜的浪费,本技术提供一种自动化纸板覆膜设备。
2、本技术提供的一种自动化纸板覆膜设备采用如下的技术方案:
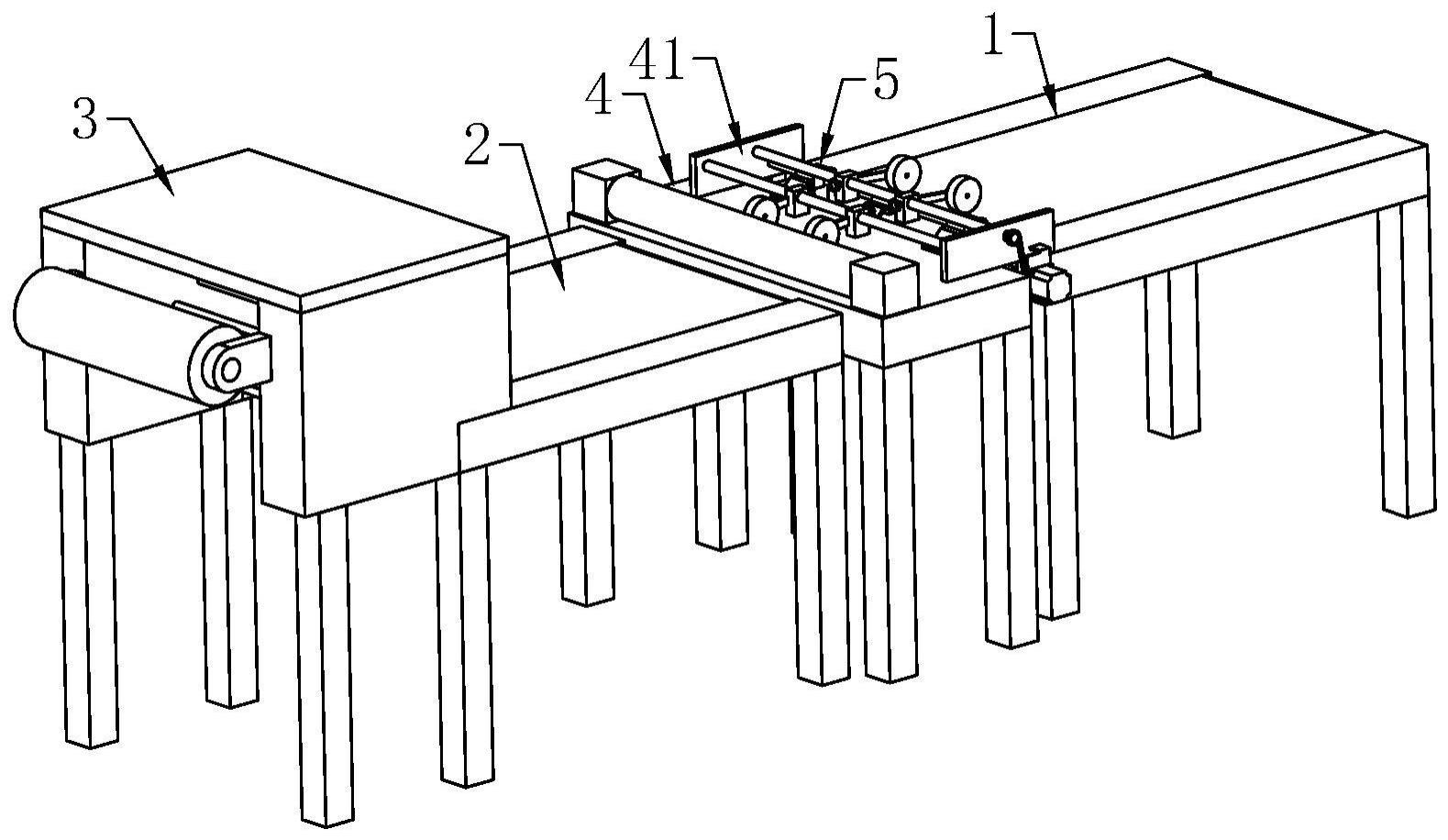
3、一种自动化纸板覆膜设备,包括依次布置设置的第一输送机、第二输送机以及覆膜单元;第一输送机与第二输送机之间设置有处理台,处理台顶部两侧安装有呈相对设置的支撑侧板,处理台顶部设置有单张筛过机构,单张筛过机构包括筛过杆,筛过杆与纸板输送方向垂直设置,且筛过杆两端分别连接于两个支撑侧板;筛过杆上安装有多个筛过座,每个所述筛过座上均设置有筛过板,且筛过板的底端与第二输送机之间形成供单张纸板筛选通过的筛过口。
4、通过采用上述技术方案,在上料过程中,外部的上料单元在上料过程中,将后一张纸板与的尾部与前一张纸板的头部进行重叠式上料。在实际工作过程中,当后一张纸板的尾部与前一张纸板的头部相重叠部分输送至筛过板与第二输送机之间所形成的筛过口时,由于筛过口仅仅能够供单张纸板通过,此时,前一张纸板正常顺利通过,后一张纸板处于停滞状态。直至前一张纸板的尾部完全滑出后一张纸板的头部后,此时,后一张纸板的头部与前一张纸板的尾部形成拼接状态,因此,后一张纸板能够续接于前一张纸板的尾部而通过筛过口。同理,后续的纸板依照上述流程,以形成续接方式单张通过筛过板与第二输送机之间所形成的筛过口。因此,在覆膜之后,由于相邻两张纸板之间的缝隙较小,能够较少薄膜的浪费。
5、可选的,所述处理台顶部可转动式安装有滚平辊,所述滚平辊安装于单张筛过机构与第二输送机之间,且所述滚平辊与纸板的输送方向相垂直设置;所述滚平辊通过电机进行驱动转动,且所述滚平辊的转动速度与第一输送机、第二输送机的输送速度相同。
6、通过采用上述技术方案,当纸板经单张筛过机构进行筛选后输送至滚平辊,滚平辊对纸板进行辊压压平处理,然后将压平的纸板输送至第二输送机上而流向覆膜单元。
7、可选的,所述处理台顶部还设置有前压板机构;所述前压板机构包括前压杆,所述前压杆与纸板输送方向垂直设置,且所述前压杆的两端分别可转动式连接于两侧的支撑侧板;所述前压杆上安装有多个前压座,每个所述前压座上均设置有前压轮,所述前压轮位于筛过板前侧位置,且所述前压轮的转轴与纸板输送方向相垂直设置。
8、通过采用上述技术方案,在输送纸板经筛过口进行输送过程中,前压轮可滚动式下压于通过筛过口中的前一张纸板的前侧部分,使前一张纸板能够更好的流入滚平辊内进行滚平处理。
9、可选的,所述处理台顶部还设置有后压板机构;所述后压板机构包括后压杆,所述后压杆与纸板输送方向垂直设置,且所示后压杆的两端分别可转动式连接于两侧的支撑侧板;所述后压杆上安装有多个后压座,每个所述后压座上均设置有后压轮,所述后压轮可转动式安装于后压座,所述后压轮位于筛过杆后侧位置且支撑于第一输送机中的输送带,且所述后压轮的转轴与纸板输送方向相垂直设置。
10、通过采用上述技术方案,在输送纸板经筛过口进行输送过程中,后压轮可滚动式下压于通过筛过口中的后一张纸板,能够进一步增大后一张纸板与第一输送机中输送带的摩擦力,以提高后一张纸板的输送稳定性。
11、可选的,第一输送机与处理台之间设置有矫正机构,所述矫正机构包括定矫正台和动矫正台,所述定矫正台和动矫正台均与处理顶面相平齐设置,所述定矫正台和动矫正台分别布置于供纸板导向输送的两侧,所述定矫正台固定安装于处理台,所述动矫正台沿内外方向滑动安装于处理台,所述定矫正台和动矫正台上均设置有呈相对设置的矫正片,所述动矫正台通过安装于处理台上的矫正气缸进行控制滑动。
12、通过采用上述技术方案,在实际使用过程中,当纸板运送至定矫正台与动矫正台之间时,矫正气缸向内推动动矫正台内移,以与定矫正台进行配合,以对通过的纸板进行对夹矫正。同时,在完成矫正后,矫正气缸向外推动动矫正台外移,以松开纸板。
13、可选的,所述定矫正台上的矫正片的内侧呈内凹弧面状,且所述定矫正台上的矫正片与定矫正台之间形成供纸板导向输送的矫正口;所述定矫正台顶部转动安装有点压摆杆,所述点压摆杆朝内一端转动安装有点压轮,且所述点压轮的转轴与纸板输送方向同向设置;两个所述支撑侧板之间安装有点压驱动单元,且所述点压驱动单元用于通过控制点压摆杆上的点压轮进行上下摆动而对输送至单张筛过机构中后一张纸板进行间歇性点压。
14、可选的,所述点压驱动单元包括点压驱动轴、点压驱动电机以及点压凸轮;所述点压驱动轴与纸板输送方向相垂直设置,且其两端均转动连接于对应一侧的支撑侧板;所述点压驱动电机用于驱动点压驱动轴转动,所述点压凸轮安装于点压驱动轴,所述定矫正台上开设有避让口,所述点压摆杆远离点压轮一端的顶部设置有配重块,所述点压摆杆远离点压轮一端穿过避让口而支撑于点压凸轮。
15、通过采用上述技术方案,当点压驱动轴转动时,点压凸轮控制点压摆杆进行上下摆动,以控制点压轮对输送至单张筛过机构中后一张纸板进行间歇性点压。在矫正气缸驱动动矫正台而对纸板进行矫正前,点压凸轮抬升点压摆杆,以控制点压轮下压于纸板,使纸板能够被推入至定矫正台上的矫正口内进行矫正处理。同时,当完成矫正后,在配重块的作用下,点压摆杆随点压凸轮进行下摆,以控制点压轮抬升而释放纸板。
16、可选的,所述点压摆杆远离点压轮一端的底部嵌设有滚珠,且所述点压摆杆远离点压轮一端的底部通过滚珠可滚动式支撑于点压凸轮。
17、通过采用上述技术方案,通过设置滚珠,使点压摆杆远离点压轮一端的底部与点压凸轮之间能够形成滚动式接触,能够进一步减小两者之间的摩擦力。
18、可选的,所述后压杆的两端均设置有联动摆杆,所述点压驱动轴的两端均设置有联动凸轮,且两个所述联动摆杆远离后压杆一端分别支撑于两个联动凸轮。
19、通过采用上述技术方案,在实际工作过程中,在实际工作过程中,当点压驱动轴控制点压轮下压而点压纸板时,点压驱动轴通过联动凸轮、联动摆杆而控制后压轮上摆抬升,以便后续矫正气缸通过动矫正台推动纸板内移而对纸板进行矫正处理。同时,当点压驱动轴控制点压轮抬升而松开纸板时,点压驱动轴通过联动凸轮、联动摆杆而控制后压轮下放,以对纸板进行下压,以提高后一张纸板的输送稳定性。
20、可选的,所述筛过座可沿筛过杆长度方向进行调节。
21、综上,本技术包括以下至少一种有益技术效果:
22、1.在上料过程中,外部的上料单元在上料过程中,将后一张纸板与的尾部与前一张纸板的头部进行重叠式上料。在实际工作过程中,当后一张纸板的尾部与前一张纸板的头部相重叠部分输送至筛过板与第二输送机之间所形成的筛过口时,由于筛过口仅仅能够供单张纸板通过,此时,前一张纸板正常顺利通过,后一张纸板处于停滞状态。直至前一张纸板的尾部完全滑出后一张纸板的头部后,此时,后一张纸板的头部与前一张纸板的尾部形成拼接状态,因此,后一张纸板能够续接于前一张纸板的尾部而通过筛过口。同理,后续的纸板依照上述流程,以形成续接方式单张通过筛过板与第二输送机之间所形成的筛过口。因此,在覆膜之后,由于相邻两张纸板之间的缝隙较小,能够较少薄膜的浪费;
23、2.在输送纸板经筛过口进行输送过程中,前压轮可滚动式下压于通过筛过口中的前一张纸板的前侧部分,使前一张纸板能够更好的流入滚平辊内进行滚平处理;
24、3.在输送纸板经筛过口进行输送过程中,后压轮可滚动式下压于通过筛过口中的后一张纸板,能够进一步增大后一张纸板与第一输送机中输送带的摩擦力,以提高后一张纸板的输送稳定性。
- 还没有人留言评论。精彩留言会获得点赞!