一种表层EVOH超高阻隔PE膜镀层方法与流程
本发明涉及包装材料制备领域,尤其涉及一种表层evoh超高阻隔pe膜镀层方法。
背景技术:
1、evoh是指乙烯-乙烯醇共聚物,其将乙烯聚合物的加工性和乙烯醇聚合物的阻隔作用相结合,乙烯-乙烯醇共聚物不仅表现出极好的加工性能,而且也对气体、气味、香料、溶剂等呈现出优异的阻断作用,正因如此,其在食品包装方面使含有evoh阻隔层的塑料容器能代替许多玻璃和金属容器。
2、中国专利公开号:cn210056472u,公开了一种抑菌纸尿裤的复合膜包括pe膜层和evoh膜层,所述的pe膜层为本复合膜的最外层,所述的pe膜层下层为粘合剂层,所述的粘合剂层设在所述的pe膜层和所述的evoh膜层之间,所述的evoh膜层下层为水性隔菌涂层,所述的水性隔菌涂层下部设有纳米二氧化钛层,所述的pe膜层、evoh膜层、粘合剂层和水性隔菌涂层为双面夹层,所述的纳米二氧化钛层设在所述的水性隔菌涂层双面夹层之间,所述的纳米二氧化钛层、pe膜层、evoh膜层、粘合剂层和水性隔菌涂层之间通过强力胶相互连接。
3、目前,使用evoh提供隔层有三种基本方法,例如共挤工艺,层压工艺,或涂层工艺制备,通常,针对超过3层以上的evoh复合膜通常使用共挤或者层压工艺生产,针对双层的evoh复合膜通常使用涂层工艺制备成本更低,但是因为涂层工艺对环境和生产参数的要求更高,因此保证evoh双层复合膜生产效率的基础上,如何进一步保证产品的质量和性能成为薄膜包装材料行业继续解决的问题。
技术实现思路
1、有鉴于此,本发明提供一种表层evoh超高阻隔pe膜镀层方法,用以克服现有技术中针对evoh双层复合膜的制备的成品率低的问题。
2、为实现上述目的,本发明提供一种表层evoh超高阻隔pe膜镀层方法,包括:
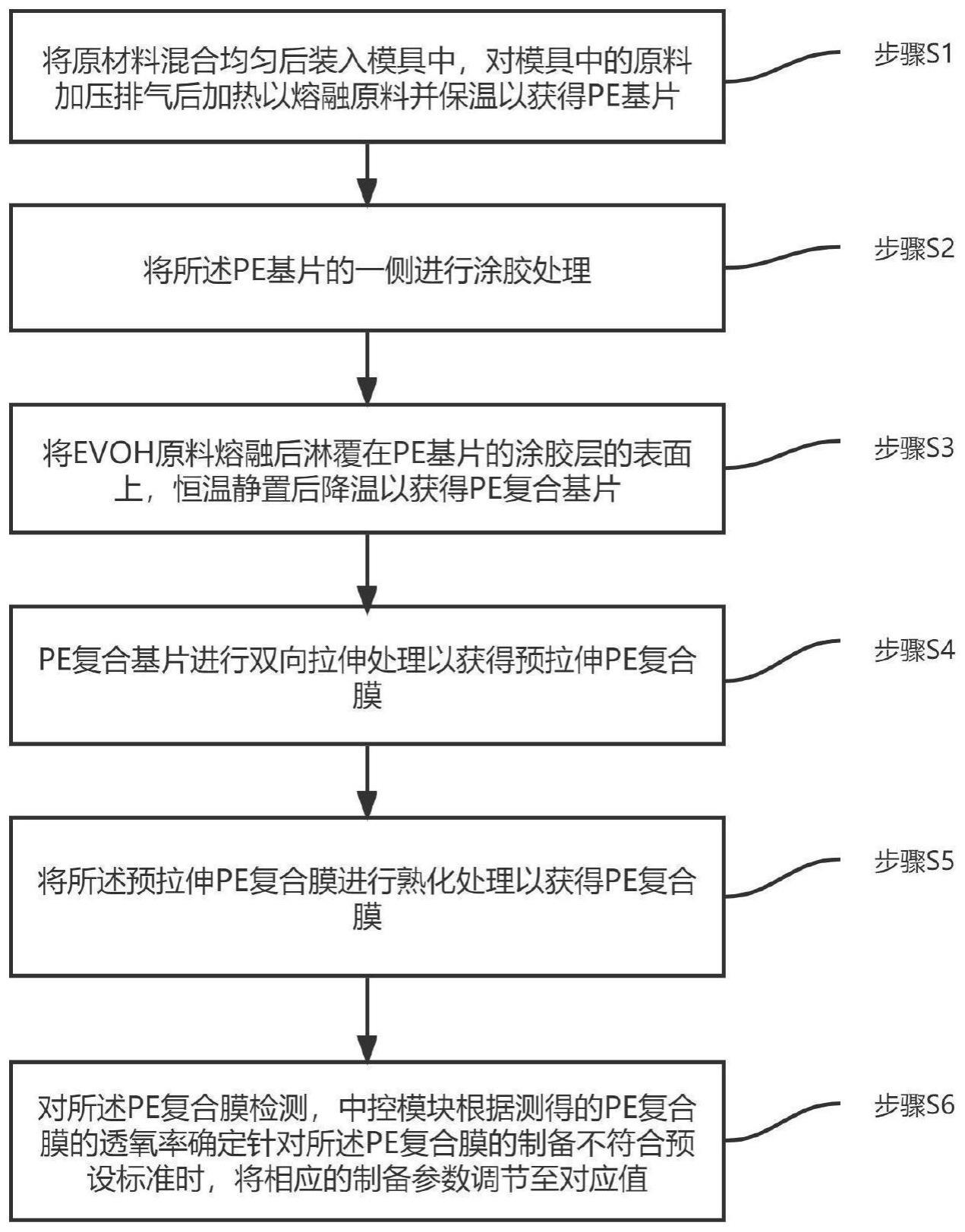
3、步骤s1,将热稳定剂加入pe原料中混合均匀,并将混合后的原料装入模具中,对模具中的原料加压排气后,将模具加热以熔融原料并保温以使原料进行塑化反应,完成塑化后将模具降温以获得pe基片;
4、步骤s2,将所述pe基片的一侧进行涂胶处理;
5、步骤s3,将单面涂胶后的所述pe基片加热后,使用淋膜复合设备将evoh原料熔融后淋覆在pe基片的涂胶层的表面上,恒温静置后降温以获得pe复合基片;
6、步骤s4,对所述pe复合基片进行双向拉伸处理以获得预拉伸pe复合膜;
7、步骤s5,将所述预拉伸pe复合膜进行熟化处理以获得pe复合膜,以完成表层evoh超高阻隔pe膜镀层的制备;
8、步骤s6,对所述pe复合膜检测,中控模块根据测得的pe复合膜的透氧率判定该pe复合膜的制备不符合标准时根据测得的透氧率确定pe复合膜的制备不符合标准的原因,原因包括evoh镀层的厚度不合格、evoh镀层的均匀度不合格,以及针对所述pe复合基片的双向拉伸处理不合格。
9、进一步地,在所述步骤s6中,所述中控模块在制备下一pe复合膜时根据确定的原因选取对应的处理方式,包括在判定所述evoh镀层的厚度不合格时将所述步骤s3中单位面积的所述evoh原料的淋覆量增加至对应值,在判定所述evoh镀层的均匀度不合格时对所述evoh镀层的均匀度是否符合预设标准进行判定,以及,在判定针对所述pe复合基片的双向拉伸处理不合格时针对所述pe复合基片的双向拉伸处理是否符合预设标准进行判定。
10、进一步地,所述中控模块在第一透氧率评价值比较条件下根据所述pe复合膜的透氧率与第一预设透氧率之间的差值将所述步骤s3中单位面积的所述evoh原料的淋覆量增加至对应值,在第二透氧率评价值比较条件下控制所述检测模块检测所述evoh镀层的最大厚度与最小厚度并根据测得最大厚度与最小厚度之间的厚度差值确定针对所述evoh镀层的均匀度是否符合预设标准的判定方式,以及,在第三透氧率评价值比较条件下根据所述pe复合膜的力学性能评价值v确定针对所述pe复合基片的双向拉伸处理是否符合预设标准的判定方式。
11、进一步地,所述第一透氧率评价值比较条件满足所述pe复合膜的透氧率大于等于所述第一预设透氧率且小于第二预设透氧率,所述第二透氧率评价值比较条件满足所述pe复合膜的透氧率大于等于第二预设透氧率且小于第三预设透氧率,以及,所述第三透氧率评价值比较条件满足所述pe复合膜的透氧率大于等于第三预设透氧率。
12、进一步地,所述中控模块在所述第二透氧率评价值比较条件下控制所述检测模块检测所述evoh镀层的最大厚度与最小厚度,中控模块计算测得的所述evoh镀层的最大厚度与最小厚度之间的差值,并将该差值记为厚度差值,中控模块根据厚度差值判定针对所述evoh镀层的均匀度不符合预设标准时根据所述厚度差值与第一预设厚度差值之间的差值将所述步骤s3中的淋覆evoh原料后的pe基片的所述恒温静置的时长增加至对应值,或,根据所述厚度差值与第二预设厚度差值之间的差值将所述步骤s3中的所述evoh原料熔融后淋覆的液滴的粒径降减小至对应值。
13、进一步地,所述中控模块在第一厚度差值比较条件下根据所述厚度差值与所述第一预设厚度差值之间的差值将所述步骤s3中的淋覆evoh原料后的pe基片的所述恒温静置的时长增加至对应值,以及,在第二厚度差值比较条件下根据所述厚度差值与所述第二预设厚度差值之间的差值将所述步骤s3中的所述evoh原料熔融后淋覆的液滴的粒径降减小至对应值;所述第一厚度差值比较条件满足所述厚度差值大于等于所述第一预设厚度差值且小于所述第二预设厚度差值,以及,所述第二厚度差值比较条件满足所述厚度差值大于等于第二预设厚度差值。
14、进一步地,所述中控模块设置有在所述第一厚度差值比较条件下增加所述步骤s3中的淋覆evoh原料后的pe基片的所述恒温静置的时长的若干时长调节方式,其中,每种调节方式对增加恒温静置的时长的调节大小不同。
15、进一步地,所述中控模块在所述第三透氧率评价值比较条件下根据所述pe复合膜的力学性能评价值v判定针对所述pe复合基片的双向拉伸处理不符合预设标准时根据第一预设力学性能评价值与所述力学性能评价值的差值将所述pe复合基片的双向拉伸的拉伸比减小至对应值,或,根据所述力学性能评价值与第一预设力学性能评价值的差值将所述步骤s2中所述涂胶层的厚度增大至对应值。
16、进一步地,所述中控模块在第一力学性能评价值比较条件下根据所述第一预设力学性能评价值与所述力学性能评价值的差值将所述pe复合基片的双向拉伸的拉伸比减小至对应值,以及,在第二力学性能评价值比较条件下根据所述力学性能评价值与第一预设力学性能评价值的差值将所述步骤s2中所述涂胶层的厚度增大至对应值;所述第一力学性能评价值比较条件满足所述力学性能评价值小于所述第一预设力学性能评价值,以及,所述第二力学性能评价值比较条件满足所述力学性能评价值大于等于所述第一预设力学性能评价值且小于第二预设力学性能评价值。
17、进一步地,所述中控模块在所述第二力学性能评价值比较条件下的完成所述涂胶层的厚度的增大的调节并重新求得调节后力学性能评价值v1,当调节后力学性能评价值v1小于调节前所述力学性能评价值v时,中控模块设置有增加所述步骤s5中所述熟化处理时长的若干熟化时长调节方式,其中,每种调节方式对熟化处理的熟化时长的调节大小不同。
18、与现有技术相比,本发明的有益效果在于:按照本发明提供的制备方法在完成pe复合膜制备后对pe复合膜检测,中控模块根据测得的pe复合膜的透氧率确定针对所述pe复合膜的制备不符合预设标准时,根据pe复合膜的透氧率与第一预设透氧率之间的差值将所述步骤s3中单位面积的所述evoh原料的淋覆量增加至对应值,或根据所述pe复合膜的evoh镀层的最大厚度与最小厚度的厚度差值确定针对所述evoh镀层的均匀度是否符合预设标准的判定方式,或根据力学性能评价值v确定针对所述pe复合基片的双向拉伸处理是否符合预设标准的判定方式,将相应的制备参数调节至对应值,从而保证了evoh双层复合膜的制备的成品率。
19、进一步地,当制备的pe复合膜的透氧率不达标时,通过检测的实际的透氧率针对制备的pe复合膜出现相应的问题进行精准的判定,并分别判定为pe复合膜的evoh镀层的厚度不合格、均匀度不达标、以及双向拉伸不合格导致pe复合膜出现透氧率不达标程度不同时候的精准识别,从而为下一步制备工艺的调节奠定了基础。
20、进一步地,当pe复合膜的透氧率不达标是因为evoh镀层的均匀度引起的,中控模块控制检测模块检测evoh镀层的最大厚度与最小厚度之间的差值,并根据差值确定是将步骤s3中的淋覆evoh原料后的pe基片的所述恒温静置的时长增加至对应值,或将所述步骤s3中的所述evoh原料熔融后淋覆的液滴的粒径降减小至对应值,从而解决了evoh镀层的均匀度不合格时的处理方法。
21、进一步地,当pe复合膜的透氧率不达标时是因为evoh镀层的厚度较薄引起的,调节模块将所述步骤s3中单位面积的所述evoh原料的淋覆量增加至对应值,从而实现了evoh镀层的增厚,解决了pe复合膜的透氧率不达标的问题。
22、进一步地,当调节模块完成所述步骤s3中单位面积的所述evoh原料的淋覆量的调节后,出现调节后的所述evoh镀层的厚度大于预设厚度时,调节模块根据修正差值修正步骤s3中单位面积的所述evoh原料的淋覆量,从而实现淋覆量的精准控制,进一步保证了pe复合膜的性能。
23、进一步地,当pe复合膜的透氧率不达标是因为evoh镀层的均匀度引起时,调节模块通过增加步骤s3中的淋覆evoh原料后的pe基片的所述恒温静置的时长,从而使淋覆的evoh原料充分流平,从而解决了evoh镀层厚度不均匀的问题,进一步保证了pe复合膜的性能。
24、进一步地,当pe复合膜的透氧率不达标是因为双向拉伸处理不合格导致时,中控模块根据力学性能评价值判定调整pe复合基片的双向拉伸的拉伸比或将步骤s2中所述涂胶层的厚度增大至对应值,从而保证双向拉伸后pe复合膜的性能达标。
25、进一步地,当双向拉伸处理不符合预设标准是由于涂胶层的厚度引起时,中控模块通过增大步骤s2中所述涂胶层的厚度,从而保证pe复合基片的双向拉伸性能,从而进一步保证pe复合膜的性能达标。
26、进一步地,当调节模块完成针对所述步骤s2中所述涂胶层的厚度的增加的调节后,中控模块再次计算力学性能评价值,并与调节前的力学性能评价值比对以确定pe复合基片的双向拉伸处理是否符合标准。
27、进一步地,当调节后的pe复合膜的力学性能评价值不达标是由于步骤s5中所述预拉伸pe复合膜的熟化处理的时长不够引起的,调节模块通过增加熟化时长,从而最终使制备的pe复合膜的性能达标。综上所述,本发明的方法解决了表层evoh超高阻隔pe膜镀层制备的成品率低的问题。
- 还没有人留言评论。精彩留言会获得点赞!