一种适应多宽度预浸带的双向铺带机械手及铺带方法
本发明属于自动铺放的,具体公开了一种适应多宽度预浸带的双向铺带机械手及铺带方法。
背景技术:
1、碳纤维复合材料具有高强度、高模量、易于一体化成型大构件且轻质的特点,减少了拼接零件的数目,节约了制造和装配的成本,在航空航天、高端汽车制造等领域的应用愈发广泛。
2、自动铺放技术作为一种低成本的复合材料制造技术,不断提高其铺放效率以及铺放精度对于碳纤维复合材料的发展至关重要。
3、现有技术存在如下缺陷:
4、1、在对每条预先规划的轨迹进行铺放时,都要在铺放结束后调转铺带头以进行下一条轨迹的铺放,一般包括:铺带头抬起、铺带头被牵引至下条轨迹初始位置、铺带头回转、铺带头压下等步骤,增加了铺带装置的额外操作时间,导致铺放效率低;
5、2、对于不同复合材料构架的铺放成型,因构件结构不同,需要采用适宜宽度的预浸带,不同带宽下铺放精度的要求也是影响铺带装置在实际加工过程中适应性的重要因素。
技术实现思路
1、本发明提供一种适应多宽度预浸带的双向铺带机械手及铺带方法,以改善背景技术中所述技术问题。
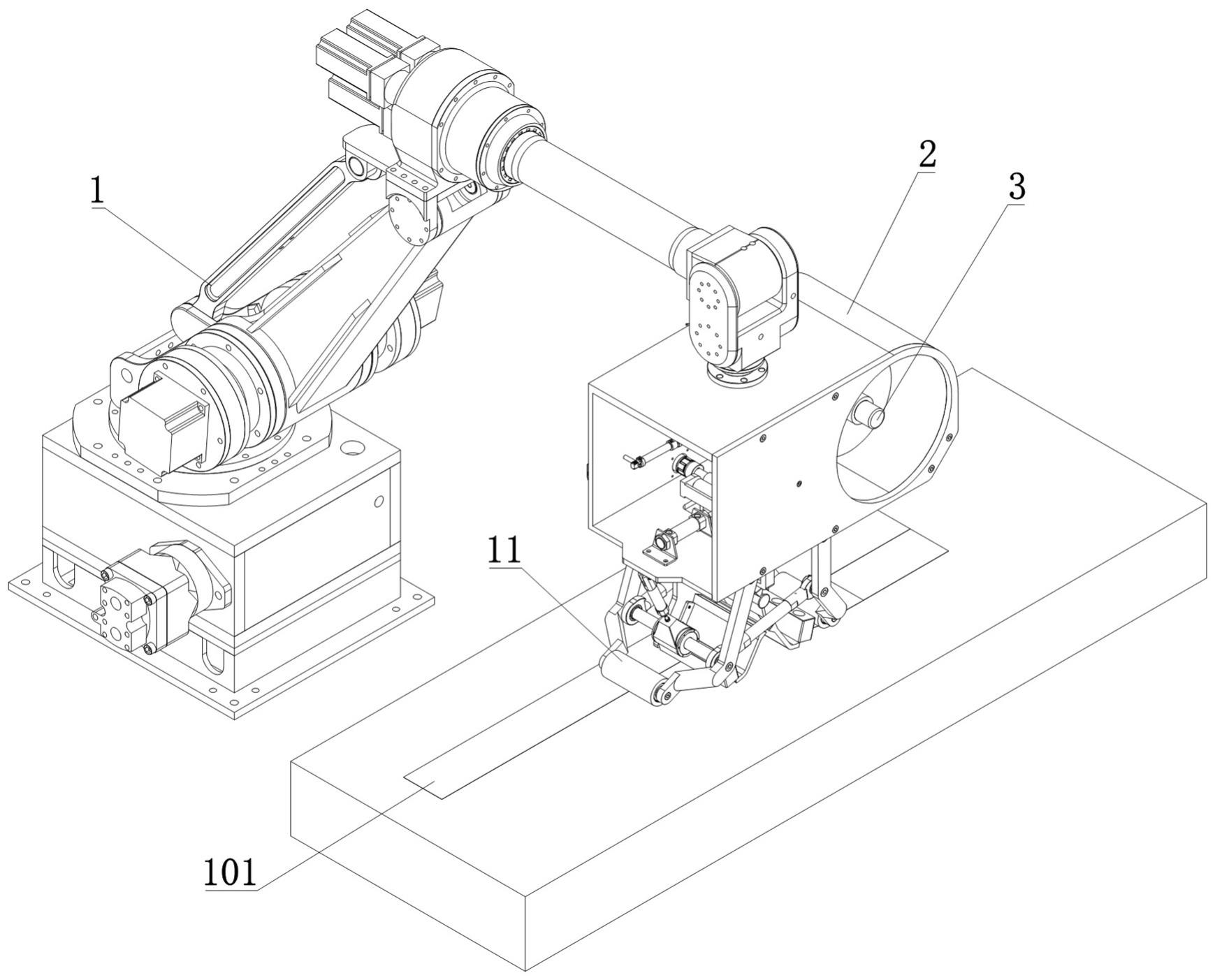
2、上述一种适应多宽度预浸带的双向铺带机械手,包括机械臂以及作为末端执行器的铺带头;铺带头包括铺带架、放卷机构、张力调节机构、切割机构、带换向机构、加热机构以及可换向双压辊机构;铺带架安装在机械臂上;放卷机构包括转动安装在铺带架上的料卷轴;张力调节机构包括张力架和张力架驱动部;张力架通过转动件ⅰ与铺带架连接,转动件ⅰ的中轴线与料卷轴的中轴线平行,张力架由张力架驱动部驱动旋转,张力架包括与料卷轴平行的张力辊;张力辊包括可转动的辊体、滑动套设在辊体上的两个限宽挡环以及用于固定限宽挡环轴向位置的定位件;带换向机构包括带换向架、开槽换向辊和换向辊驱动部;开槽换向辊与料卷轴平行,开设贯通槽,转动安装在铺带架上,由换向辊驱动部驱动旋转;带换向架穿过开槽换向辊的贯通槽,设置有带换向通道;可换向双压辊机构包括压辊架和压辊架驱动部;两组压辊架分别设置在开槽换向辊的两侧,均通过转动件ⅱ与铺带架连接,转动件ⅱ的中轴线与料卷轴的中轴线平行,由压辊架驱动部驱动旋转,压辊架包括与料卷轴平行的压辊;料卷轴上的料卷引出的预浸带绕过张力辊上两个限宽挡环之间的区域,穿过带换向通道,由加热机构加热后被压辊压实在预设位置,预浸带由切割机构切断。
3、进一步地,辊体的表面沿周向开设有多个周向定位槽,沿轴向设置有多组轴向定位槽,周向定位槽沿轴向贯穿辊体的两端,轴向定位槽与周向定位槽垂直相通,同一轴向位置的轴向定位槽数量为一个或多个;限宽挡环的两端分别设置有周向定位插条和周向旋槽;两个限宽挡环的周向定位插条错位插设在辊体的周向定位槽中,以限制限宽挡环周向旋转;周向旋槽包括轴向段以及与轴向段垂直相通的周向段,轴向段贯穿限宽挡环的端面;定位件为定位环,内壁设置有周向旋凸和轴向定位凸起,周向旋凸自周向旋槽的轴向段插入周向段实现定位环和限宽挡环的转动连接,轴向定位凸起根据预浸带的带宽旋入不同轴向位置的轴向定位槽中,以固定限宽挡环轴向位置。
4、进一步地,周向定位插条与限宽挡环连接的端部设置有垂直的插接块,插接块上设置有垂直于周向定位插条的孔,孔内安装有弹簧和定位珠,弹簧的两端分别与定位珠和孔壁相接;限宽挡环与周向定位插条连接的端面设置有插接槽,插接槽内设置有圆弧槽;周向定位插条的插接块插入插接槽中,定位珠通过弹簧顶入圆弧槽;两个限宽挡环的周向定位插条数量相等,等间距设置;辊体表面周向定位槽的数量为两个限宽挡环上周向定位插条数量之和。
5、进一步地,张力架还包括张力架摆杆;两根张力辊平行设置,由两侧的张力架摆杆连接;张力架摆杆通过转动件ⅰ与铺带架连接;张力架驱动部为张力架伸缩缸,两端分别与铺带架和张力架摆杆转动连接。
6、进一步地,两组压辊架分别为驱动压辊架和从动压辊架;驱动压辊架和从动压辊架均包括与压辊两端转动连接的压辊摇杆,压辊摇杆均通过转动件ⅱ与铺带架连接;驱动压辊架还包括与压辊平行的驱动杆;可换向双压辊机构还包括连接杆,两组压辊架位于压辊同一端的压辊摇杆分别与连接杆的两端转动连接;驱动杆的两端与两侧连接杆转动连接;压辊架驱动部为压辊架伸缩缸,两端分别与铺带架和驱动杆转动连接。
7、进一步地,铺带头还包括重送机构;重送机构包括压紧辊、压紧辊驱动部、重送辊和重送辊驱动部;压紧辊、重送辊与料卷轴平行,位于张力调节机构的出料位置;重送辊转动安装在铺带架上,由重送辊驱动部驱动旋转;压紧辊驱动部安装在铺带架上,用于驱动压紧辊靠近或远离重送辊。
8、进一步地,铺带头还包括带导向架ⅰ和带导向架ⅱ;带导向架ⅰ安装在铺带架上,位于重送机构和带换向机构之间,设置有带导向通道以及垂直贯穿带导向通道的切割通道;两组带导向架ⅱ安装在铺带架上,分别设置在开槽换向辊的两侧,且位于两组压辊架之间,均设置有带导向通道,带导向通道的进口用于引入由带换向架引出的预浸带,出口分别朝向两侧的压辊;两组加热机构均安装在铺带架上,分别位于两组带导向架ⅱ的出口处。
9、进一步地,切割机构包括切割刀中间架、切割刀侧架、纵向丝杠、纵向丝杠驱动部、纵向导向轴、横向丝杠、横向丝杠驱动部、切割刀夹具和超声切割刀;切割刀中间架以及位于切割刀中间架两侧的切割刀侧架均安装在铺带架上;纵向丝杠穿过切割刀中间架的螺纹孔,两端与两侧的切割刀侧架转动连接,由纵向丝杠驱动部驱动旋转;两个纵向导向轴对称设置在纵向丝杠的两侧,穿过切割刀中间架,两端与两侧的切割刀侧架连接;横向丝杠穿过切割刀夹具的螺纹孔,两端分别与切割刀中间架转动连接,由横向丝杠驱动部驱动旋转;切割刀夹具固定超声切割刀,使超声切割刀对准带导向架ⅰ上的切割通道。
10、进一步地,铺带架包括顶板、底板、连接顶板和底板的侧板ⅰ以及固定在底板下侧的侧板ⅱ;放卷机构还包括磁粉制动器;料卷轴采用气胀轴,转动穿过单侧侧板ⅰ,位于铺带架外的端部与磁粉制动器连接,位于铺带架内的轴段上设置有用于限制料卷位置的限位凸台;张力架摆杆与两侧的侧板ⅰ转动连接,张力架伸缩缸的两端分别与单侧侧板ⅰ和张力架摆杆转动连接;压紧辊驱动部为压紧辊伸缩缸,缸体通过压紧辊伸缩缸架安装在底板上侧,活塞端安装有压紧辊架,压紧辊转动安装在压紧辊架上;重送辊通过重送辊架安装在底板上侧;重送辊驱动部为重送辊旋转电机,输出轴穿过单侧侧板ⅰ,与重送辊连接;底板位于压紧辊和重送辊对应的位置设置有带导向孔;带导向架ⅰ安装在侧板ⅱ上,穿过带导向孔;切割刀中间架和切割刀侧架安装在底板下侧;换向辊驱动部为换向辊旋转电机,输出轴穿过侧板ⅱ,与开槽换向辊连接;带导向架ⅱ和加热机构安装在侧板ⅱ上;压辊摇杆均通过转动件ⅱ与底板转动连接;压辊架伸缩缸的缸体端与底板转动连接,活塞端与驱动杆上转动套设的回转接头连接。
11、本发明还提供一种基于上述适应多宽度预浸带的双向铺带机械手的铺带方法,包括下述步骤:
12、s1,安装料卷,根据带宽调整限宽挡环的轴向位置,将料卷引出的预浸带绕过张力辊上两个限宽挡环之间的区域,依次穿过压紧辊和重送辊之间的间隙、带导向架ⅰ和带换向架;
13、s2,将带换向架的出口旋转至朝向a侧带导向架ⅱ,将预浸带引入a侧带导向架ⅱ,机械臂驱动铺带头至预设轨迹的起始位置,重送机构将预浸带运送至a侧压辊的下侧,a侧压辊下压接触预浸带并压至芯模表面,转动张力架,使预浸带绷直并达到预设张力;
14、s3,机械臂按步骤s2中的预设轨迹运动,重送辊旋转输送预浸带,预浸带经加热由a侧压辊压紧在芯模表面进行铺放,当芯模表面剩余铺放长度与待铺放预浸带长度相匹配时,切割机构对预浸带进行切割,待铺放预浸带长度为a侧压辊和切割通道之间的预浸带长度;
15、s4,待铺放预浸带完成后,a侧压辊抬起使两侧压辊均与芯模表面分离;
16、s5,将带换向架的出口旋转至朝向b侧带导向架ⅱ,将预浸带引入b侧带导向架ⅱ,机械臂驱动铺带头至下一预设轨迹的起始位置,重送机构将预浸带运送至b侧压辊的下侧,b侧压辊下压接触预浸带并压至芯模表面,转动张力架,使预浸带绷直并达到预设张力;
17、s6,机械臂按步骤s5中的预设轨迹运动,重送辊旋转输送预浸带,预浸带经加热由b侧压辊压紧在芯模表面进行铺放,当芯模表面剩余铺放长度与待铺放预浸带长度相匹配时,切割机构对预浸带进行切割,待铺放预浸带长度为b侧压辊和切割通道之间的预浸带长度;
18、s7,待铺放预浸带完成后,b侧压辊抬起使两侧压辊均与芯模表面分离;
19、s8,重复s2-s7,直至铺放结束。
20、本发明具有以下有益效果:
21、1、本发明设计了一种适应多宽度预浸带的双向铺带机械手,相较于传统的铺带装置,在完成当前轨迹的铺放后,不需要对铺带头进行回转,一定情况下甚至不需要机械臂末端对铺带头进行提升,通过快速对预浸带进行换向和压辊的切换,即可改变铺放的方向,减少了铺放过程中额外操作的时间,提高了铺放的效率,同时通过张力调节机构动作,可以使预浸带在铺放过程中保持一定的张力,有利于带的输送和切割;
22、2、对于不同宽度的预浸带,可调节限宽挡环的轴向位置,使预浸带可以与张力辊保持轴线方向上的对中,保证预浸带不会沿料卷轴线方向滑移,也即最终预浸带带宽中心线与压辊轴线方向中心线对中,有利于更好地控制铺放过程中相邻带之间的间隙,更好地保证构件的成型质量,也拓展了铺带装置的适用范围。
- 还没有人留言评论。精彩留言会获得点赞!