一种基于外置式测量筒的油位计及其加工方法与流程
本发明涉及油位计,特别是涉及一种基于外置式测量筒的油位计及其加工方法。
背景技术:
1、国家能源局新颁布了《防止电力生产事故的二十五项重点要求》,明确提出了汽轮机主油箱:“应设置主油箱油位低跳机保护,必须采用测量可靠、稳定性好的液位测量方法,并采取“三取二”的保护方式,保护动作值应考虑机组跳闸后的惰走时间。机组运行中发生油系统渗漏时,应申请停机处理,避免处理不当造成大量渗油,导致烧瓦。如已发生大量漏油,应立即打闸停机”。
2、目前主油箱上部包含冷油器、排烟系统、启动油泵、交流润滑油泵、直流润滑油泵等设备,且机组运行期间,润滑油系统回油量巨大,且油流紊乱,油层表面泡沫大且数量多,导波杆表面附着的泡沫严重影响油位测量的准确性。汽机实际运行过程中,频繁出现主油箱油位数值直线下降的现象,极易触发主油箱油位保护的误动作。
3、因此,如何提供一种可以基于外置式测量筒的油位计,是目前有待解决的技术问题。
技术实现思路
1、本发明实施例提供一种基于外置式测量筒的油位计及其加工方法,用以解决现有技术中无法解决机组运行期间,主油箱油位测量失准,且无法保证数据测量准确性和可靠性的技术问题。
2、为了实现上述目的,本发明提供了一种基于外置式测量筒的油位计的加工方法,所述方法包括:
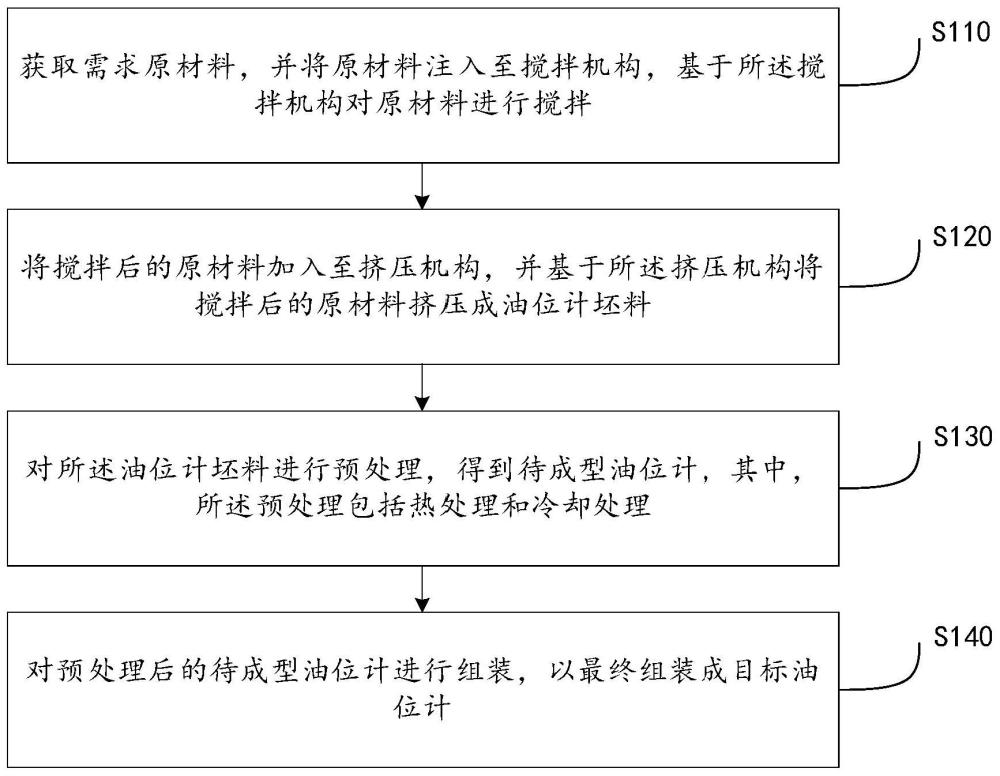
3、获取需求原材料,并将原材料注入至搅拌机构,基于所述搅拌机构对原材料进行搅拌;
4、将搅拌后的原材料加入至挤压机构,并基于所述挤压机构将搅拌后的原材料挤压成油位计坯料;
5、对所述油位计坯料进行预处理,得到待成型油位计,其中,所述预处理包括热处理和冷却处理;
6、对预处理后的待成型油位计进行组装,以最终组装成目标油位计。
7、在其中一个实施例中,在获取需求原材料,并将原材料注入至搅拌机构,基于所述搅拌机构对原材料进行搅拌时,包括:
8、采集原材料的注料速度a和原材料的注入量d;
9、根据所述原材料的注料速度a设定所述搅拌机构的搅拌速度,并根据所述原材料的注入量d设定所述搅拌机构的搅拌时间。
10、在其中一个实施例中,在根据所述原材料的注料速度a设定所述搅拌机构的搅拌速度时,包括:
11、预设原材料的注料速度矩阵b,设定b(b1,b2),其中,b1为第一预设注料速度,b2为第二预设注料速度,且b1<b2;
12、预设搅拌机构的搅拌速度矩阵c,设定c(c1,c2,c3),其中,c1为第一预设搅拌速度,c2为第二预设搅拌速度,c3为第三预设搅拌速度,且c1<c2<c3;
13、根据所述原材料的注料速度a与各预设注料速度之间的关系设定所述搅拌机构的搅拌速度:
14、当a<b1时,选定所述第一预设搅拌速度c1作为所述搅拌机构的搅拌速度;
15、当b1≤a<b2时,选定所述第二预设搅拌速度c2作为所述搅拌机构的搅拌速度;
16、当b2≤a时,选定所述第三预设搅拌速度c3作为所述搅拌机构的搅拌速度。
17、在其中一个实施例中,在根据所述原材料的注入量d设定所述搅拌机构的搅拌时间时,包括:
18、预设原材料的注入量矩阵f,设定f(f1,f2),其中,f1为第一预设注入量,f2为第二预设注入量,且f1<f2;
19、预设搅拌机构的搅拌时间矩阵j,设定j(j1,j2,j3),其中,j1为第一预设搅拌时间,j2为第二预设搅拌时间,j3为第三预设搅拌时间,且j1<j2<j3;
20、根据所述原材料的注入量d与各预设注入量之间的关系设定所述搅拌机构的搅拌时间:
21、当d<f1时,选定所述第一预设搅拌时间j1作为所述搅拌机构的搅拌时间;
22、当f1≤d<f2时,选定所述第二预设搅拌时间j2作为所述搅拌机构的搅拌时间;
23、当f2≤d时,选定所述第三预设搅拌时间j3作为所述搅拌机构的搅拌时间。
24、在其中一个实施例中,在对所述油位计坯料进行预处理,得到待成型油位计时,包括:
25、实时检测所述油位计坯料的体积v和所述油位计坯料的重量t;
26、根据所述油位计坯料的体积v设定热处理机构的热处理温度,并根据所述油位计坯料的重量t对所述热处理机构的热处理温度进行修正,并将修正后的热处理温度作为所述热处理机构的目标热处理温度。
27、在其中一个实施例中,在根据所述油位计坯料的体积v设定热处理机构的热处理温度时,包括:
28、预设油位计坯料的体积矩阵m,设定m(m1,m2),其中,m1为第一预设体积,m2为第二预设体积,且m1<m2;
29、预设热处理机构的热处理温度矩阵n,设定n(n1,n2,n3),其中,n1为第一预设热处理温度,n2为第二预设热处理温度,n3为第三预设热处理温度,且n1<n2<n3;
30、根据所述油位计坯料的体积v与各预设体积之间的关系设定所述热处理机构的热处理温度:
31、当v<m1时,选定所述第一预设热处理温度n1作为所述热处理机构的热处理温度;
32、当m1≤v<m2时,选定所述第二预设热处理温度n2作为所述热处理机构的热处理温度;
33、当m2≤v时,选定所述第三预设热处理温度n3作为所述热处理机构的热处理温度。
34、在其中一个实施例中,在根据所述油位计坯料的重量t对所述热处理机构的热处理温度进行修正时,包括:
35、预设油位计坯料的重量矩阵j,设定j(j1,j2),其中,j1为第一预设重量,j2为第二预设重量,且j1<j2;
36、预设热处理机构的热处理温度修正系数矩阵h,设定h(h1,h2,h3),其中,h1为第一预设热处理温度修正系数,h2为第二预设热处理温度修正系数,h3为第三预设热处理温度修正系数,且0.8<h1<h2<h3<1.2;
37、在将所述热处理机构的热处理温度设定为第i预设热处理温度n i时,i=1,2,3,根据所述油位计坯料的重量t与各预设重量之间的关系对所述热处理机构的热处理温度进行修正:
38、当t<j1时,选定所述第一预设热处理温度修正系数h1对所述第i预设热处理温度n i进行修正,修正后的热处理机构的热处理温度为n i*h1;
39、当j1≤t<j2时,选定所述第二预设热处理温度修正系数h2对所述第i预设热处理温度n i进行修正,修正后的热处理机构的热处理温度为n i*h2;
40、当j2≤t时,选定所述第三预设热处理温度修正系数h3对所述第i预设热处理温度n i进行修正,修正后的热处理机构的热处理温度为n i*h3。
41、为了实现上述目的,本发明提供了一种基于外置式测量筒的油位计,所述油位计采用上述的基于外置式测量筒的油位计的加工方法加工而成。
42、本发明提供了一种基于外置式测量筒的油位计及其加工方法,相较现有技术,具有以下有益效果:
43、本发明公开了一种基于外置式测量筒的油位计及其加工方法,将原材料注入至搅拌机构,基于搅拌机构对原材料进行搅拌;将搅拌后的原材料加入至挤压机构,并基于挤压机构将搅拌后的原材料挤压成油位计坯料;对油位计坯料进行预处理,得到待成型油位计,其中,所述预处理包括热处理和冷却处理;对预处理后的待成型油位计进行组装,以最终组装成目标油位计,本发明实现了对油位计的智能化加工,提高了生产加工效率,同时加工的油位计可以解决机组运行期间,主油箱油位测量失准的技术问题,保证了数据测量准确性和可靠性,且本发明的油位计造价低,耗时短,避免在主油箱上开孔焊接测量筒,避免一级动火风险,更易被电厂接受。
- 还没有人留言评论。精彩留言会获得点赞!