一种注塑模具的水道检测方法及系统与流程
本发明涉及注塑模具,具体为一种注塑模具的水道检测方法及系统。
背景技术:
1、注塑模具在加工热成形产品中,模具需要不断地进行水冷降温,以保障在连续生产过程中零件的机械性能,符合要求,模具内冷却水的压力、流速、流量都对生产效率和质量有直接影响;
2、为保证生产出的产品质量,模具的水密性必须得到有效保证,需要对水路循环系统中的流速和流量进行监控,因此在模具装配过程中需要对模具水路密封性进行检测,从而保证注塑模具的稳定运行,但是目前市面上针对注塑模具水道的检测方式存在以下不足。
3、目前市面上的水道检测方法过于单一,大多仅仅采用水泵箱水道内内注入水源进行增压测试,测试方式较为单一,针对不同气密性需求的注塑模具无法更换其检测方式,降低了测试精度,并且不能对注塑模具的水道进行气密性、水流量等进行同步的检测操作,增大了工作人员的检测难度。
技术实现思路
1、本发明的目的在于提供一种注塑模具的水道检测方法及系统,以解决上述技术问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的。
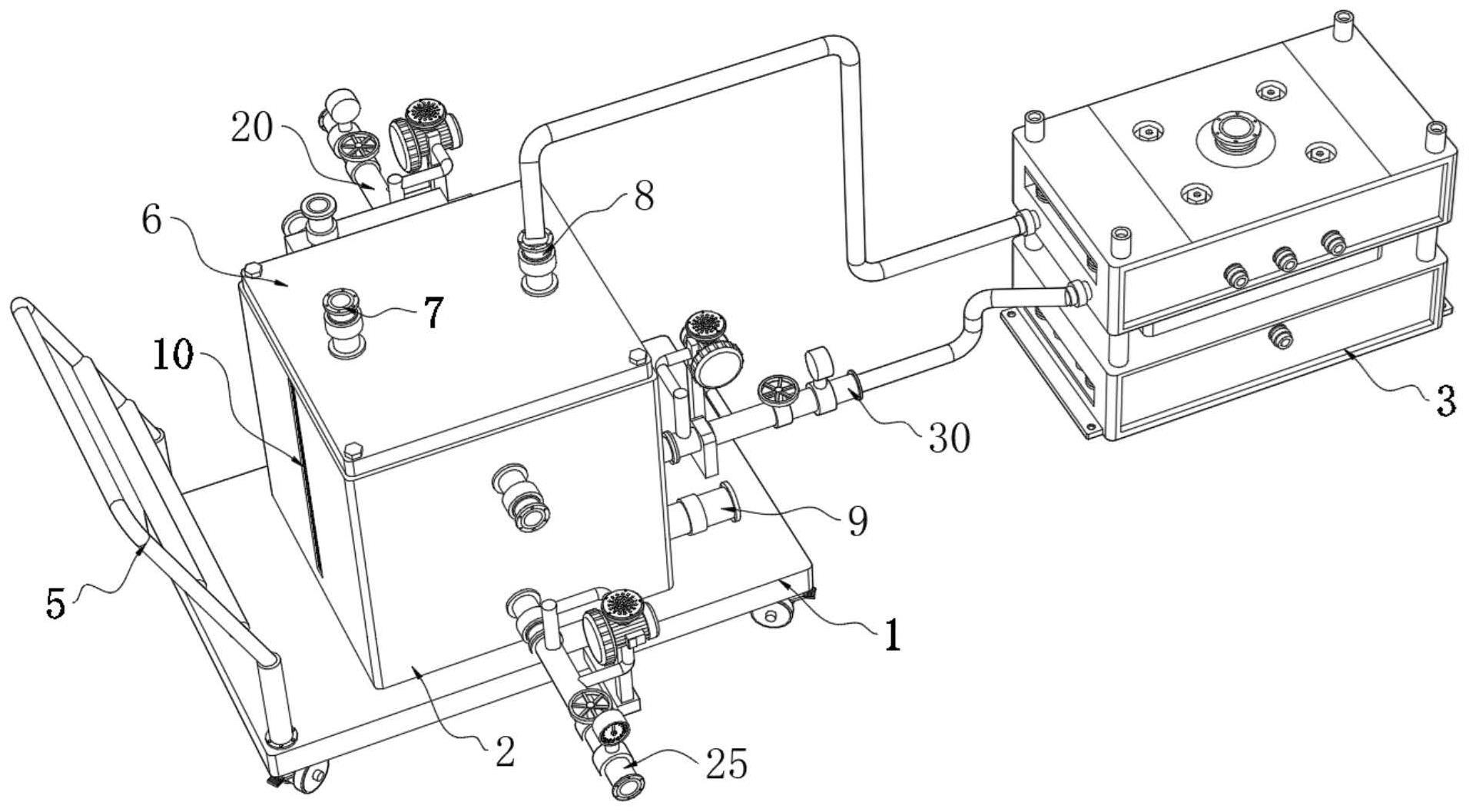
3、本发明为一种注塑模具的水道检测方法及系统,包括移动车架,所述移动车架上表面安装有水箱,所述水箱前端增加有水流检测单元,在水箱一侧壁增加有气压密封检测单元,在水箱另一侧壁增加有水压密封检测单元,并在移动车架一侧有模具本体,且水流检测单元、气压密封检测单元以及水压密封检测单元均可通过管道快接在模具本体水道上,借助水箱上增加的水流检测单元、气压密封检测单元以及水压密封检测单元能够对模具本体进行多种方式的测试动作,并在水箱上一侧增加有控制单元。
4、进一步地,所述控制单元具体为plc控制器,且plc控制器分别与水流检测单元、气压密封检测单元以及水压密封检测单元建立联系。
5、进一步地,所述移动车架底部四角处均安装有万向轮,在移动车架上表面一侧安装有扶手。
6、进一步地,所述水箱顶部呈开放设计,在水箱顶部开放处安装有密封盖,所述密封盖上一侧连通穿设有进水管,所述密封盖上另一侧连通穿设有二号水管,所述水箱底部一侧连通穿设有排水管。
7、进一步地,所述水箱一侧壁开设有透明观察区,在透明观察区上安装有刻度条。
8、进一步地,所述水箱内顶部对称安装有两个凸台,所述水箱内在凸台上搭接有金属滤网,且金属滤网上等距贯穿开设有多个滤孔,所述金属滤网将水箱内分隔成一号空间、二号空间,所述二号空间内转动安装有磁铁柱,所述水箱侧壁安装有步进电机,且步进电机输出端与磁铁柱传动连接,利用磁铁柱能够对水源中金属杂质进行吸附。
9、进一步地,所述气压密封检测单元包括安装在水箱一侧的气室,在气室顶部连通安装有进气管,所述气室前端一侧连通安装有循环出气管,所述气室前端另一侧连通安装有循环进气管,在循环进气管端处安装有控制其通断的一号手动阀,所述循环出气管与循环进气管均可通过管道与模具本体的水道快速密封连接形成循环气路,所述循环出气管上通过管道连通安装有气泵,在循环出气管端处安装有一号节流阀,所述循环出气管上在一号节流阀一侧安装有气压表。
10、进一步地,所述水压密封检测单元包括连通安装在水箱一侧底部的循环出管,且循环出管与二号空间内连通,所述水箱一侧顶部连通穿设有循环进管,在循环进管端处安装有控制其通断的二号手动阀,且循环进管与二号空间内连通,利用循环进管、循环出管通过管道与模具本体的水道快速密封连接形成循环水路,所述循环出管上通过管道连通安装有一号水泵,在循环出管端处安装有二号节流阀,所述循环出管上在二号节流阀一侧安装有一号水压表。
11、进一步地,所述水流检测单元包括连通安装在水箱前端底部的一号水管,所述一号水管与二号空间内连通,所述二号水管与一号空间内连通,所述一号水管与二号水管通过管道与模具本体的水道快速密封连接形成检测回路,所述一号水管上通过管道安装有二号水泵,所述一号水管上安装有用于检测水流量的流量计,所述一号水管上在流量计一侧安装有三号节流阀,所述一号水管上在三号节流阀一侧安装有二号水压表。
12、一种注塑模具的水道检测方法,所述检测方法具体包括如下步骤:
13、s1、初始数据获取:首先采用水道检测系统在出厂前对注塑模具进行测试,通过水流检测单元、气压密封检测单元以及水压密封检测单元对注塑模具水道在气压、水压下的测漏检测以及对注塑模具水道内初始流速、流量的检测,从而获得注塑模具的初始检测数据,厂家对该初始检测数据进行备份上传至存储器中进行储存;
14、s2、准备工作:当后续对注塑模具进行测试时,首先推动该移动车架进行移动,可实现快速转移,能够灵活的移动调节,同时将水箱内注入水源,确保后续检测工作的稳定进行,利用透明观察区能够对水箱内余量进行观察,后续通过控制单元的plc控制器对水流检测单元、气压密封检测单元以及水压密封检测单元间进行协调运行,并对单项检测的数据进行实时记录采集以及汇总;
15、s3、气压密封检测:在气压密封检测单元作用,首先将循环出气管、循环进气管通过管道以及快接头与注塑模具的水道连通实现循环气路,之后启动气泵,迫使室外气体经过进气管进入气室内,同时高压气体经过循环出气管将气体送入注塑模具的水道内,此时关闭循环进气管的一号手动阀,并将注塑模具水道中的气压值保持在高于初始数据中气压值,并保压10min,之后通过通过气压表对注塑模具水道中的气压值进行观察,确认密封效果,若压降变化细微,且整体注塑模具无漏气现象,则证明注塑模具水道密封性满足生产线生产要求;若压力下降明显,或者注塑模具有漏气现象,则证明注塑模具密性不满足要求,并且采用气体检测方式具有良好的检测精度;
16、s4、水压密封检测:在水压密封检测单元作用,首先将循环出管、循环进管通过管道与快接头与注塑模具的连通实现循环水路,之后启动一号水泵,将水箱内经过循环出管送入注塑模具的水道中,此时关闭循环进管的二号手动阀,同样将水压控制在高于初始数据的压力值,并保压15min,通过水压表能够对水道中的水压值进行观察,若压降变化细微,且整体注塑模具无漏水现象,则证明注塑模具水道密封性满足生产线生产要求,反之则密封性达不到要求;
17、s5、水流检测:在水流检测单元的作用下,首先将一号水管、二号水管通过管道与快接头与注塑模具的连通实现循环检测回路,同样启动二号气泵,将水箱内水源循环的输送至注塑模具的水道中,并通过二号管道循环输送至水箱内实现循环,从而可获得注塑模具的水道内的流通量,通过流量计进行记录,并且借助二号水压表能够实时获取注塑模具的水道中的压力值,实现了对注塑模具的水道内流速、流量进行获知,确保了对注塑模具水道的全方位检测;
18、并在循环流动中,二号水管将水源回流至水箱内,经过金属滤网对杂质进行拦截过滤,之后洁净的水源进入二号空间内等次下次循环流通,并且水源在拦截过后通过磁铁柱对水源中的铁屑进行吸附清理,保证了水源的洁净,并且通过启动步进电机实现磁铁柱工作角度的转动调节,使得磁铁柱不同位置与金属滤网靠近接触,实现了更好的过滤效果;
19、s6、数据汇总:将s3、s4、s5中采集到的数据进行再次汇总至plc控制器,然后将采集的数据与初始数据进行比对,从而判断注塑模具水道内的流通状态,可通过多种数据对注塑模具水道中的输送状况进行获知,省去了工作人员后续的维护难度。
20、与现有技术相比,本发明的有益效果是:
21、1、本发明在气压密封检测单元作用,首先将循环出气管、循环进气管通过管道以及快接头与注塑模具的水道连通实现循环气路,高压气体经过循环出气管将气体送入注塑模具的水道内,并将注塑模具水道中的气压值保持在高于初始数据中气压值,并保压10min,若压力下降明显,或者注塑模具有漏气现象,则证明注塑模具密性不满足要求,并且采用气体检测方式具有良好的检测精度;
22、2、本发明在水压密封检测单元作用,首先将循环出管、循环进管通过管道与快接头与注塑模具的连通实现循环水路,将水箱内经过循环出管送入注塑模具的水道中,同样将水压控制在高于初始数据的压力值,并保压15min,通过水压表能够对水道中的水压值进行观察,若压降变化细微,且整体注塑模具无漏水现象;
23、3、本发明在水流检测单元的作用下,将水箱内水源循环的输送至注塑模具的水道中,并通过二号管道循环输送至水箱内实现循环,从而可获得注塑模具的水道内的流通量,通过流量计进行记录,并且借助二号水压表能够实时获取注塑模具的水道中的压力值,实现了对注塑模具的水道内流速、流量进行获知,确保了对注塑模具水道的全方位检测。
24、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
- 还没有人留言评论。精彩留言会获得点赞!